
球阀的球壳制作工艺.pdf

元容****少女

1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
球阀的球壳制作工艺.pdf
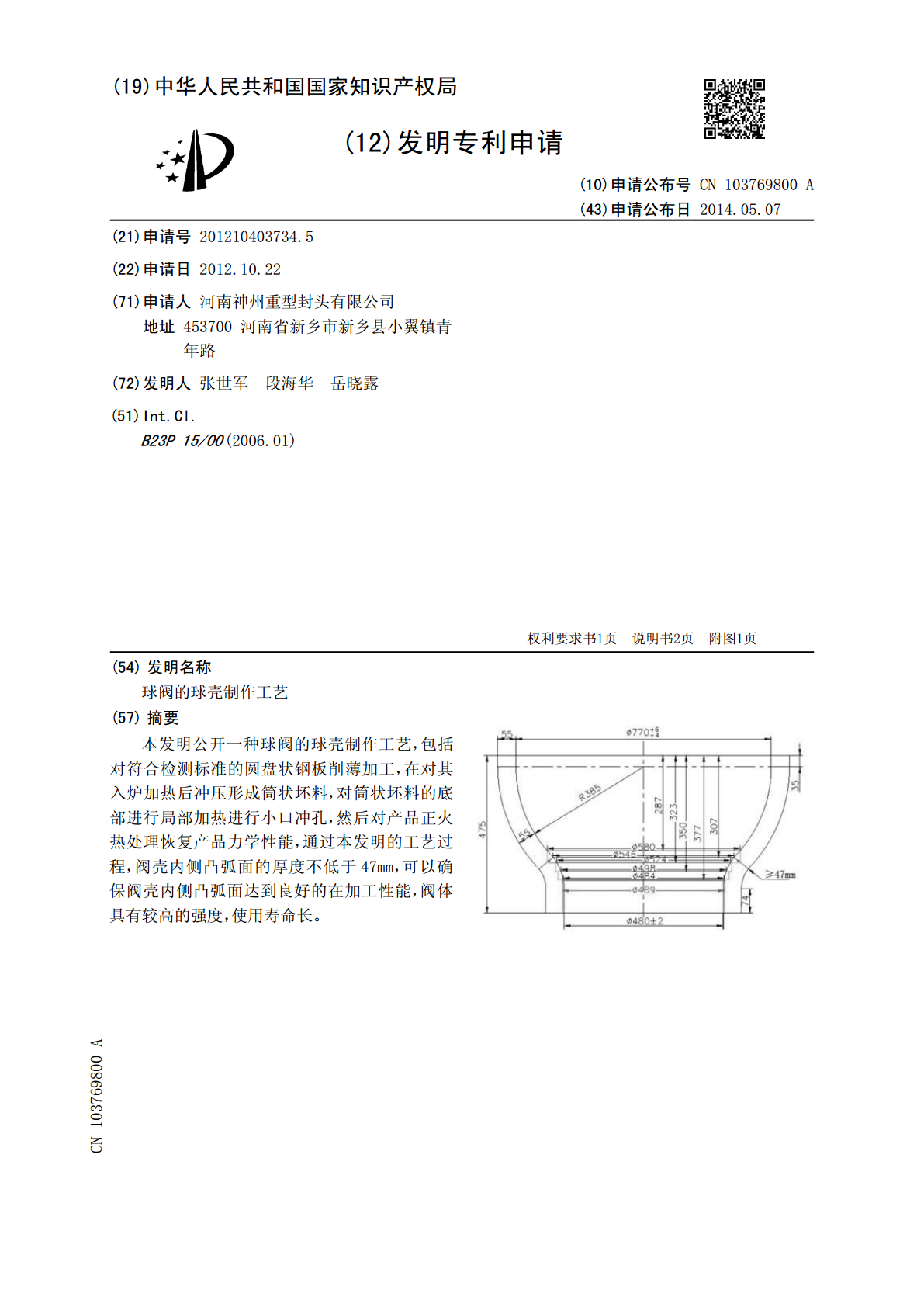
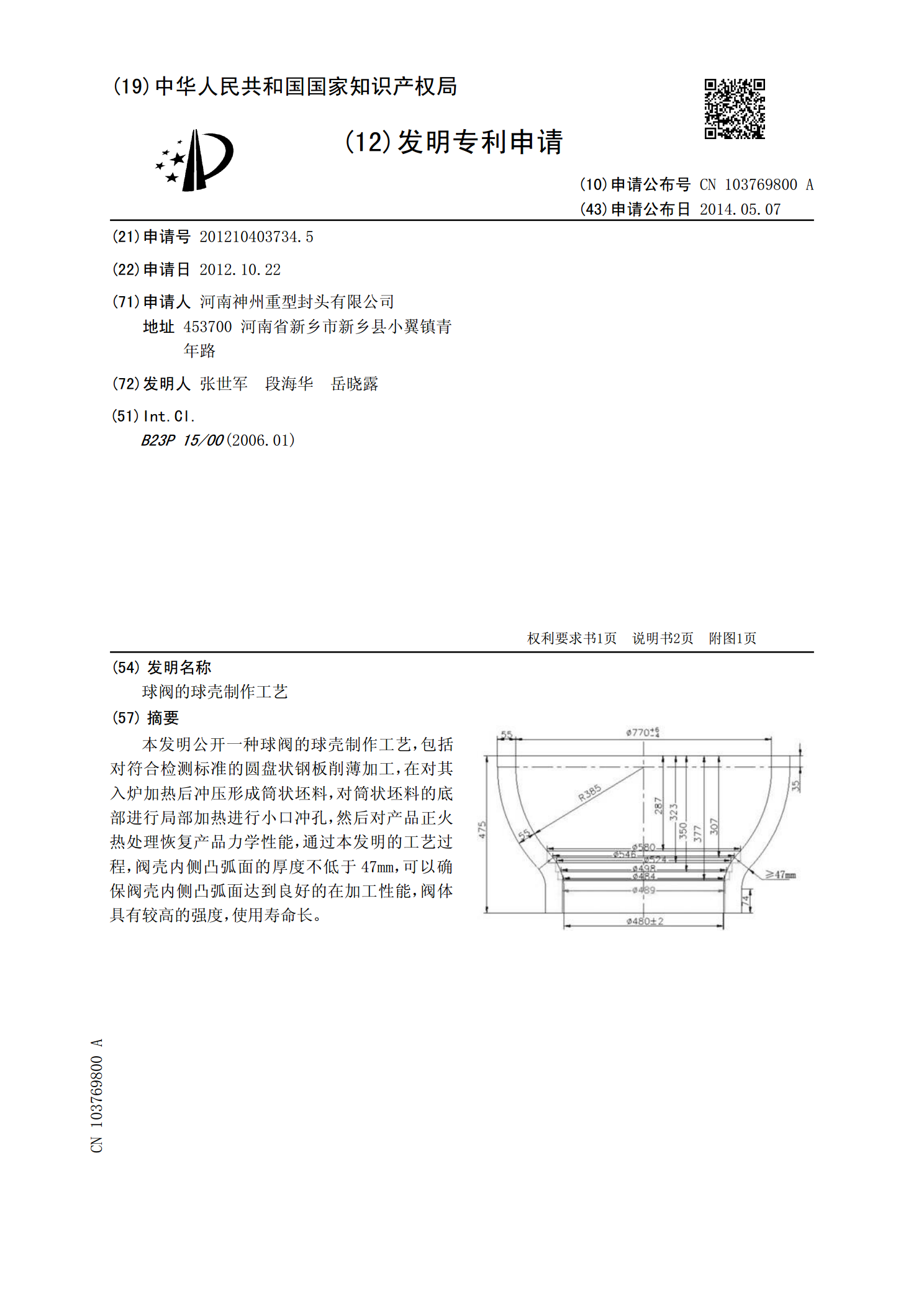
本发明公开一种球阀的球壳制作工艺,包括对符合检测标准的圆盘状钢板削薄加工,在对其入炉加热后冲压形成筒状坯料,对筒状坯料的底部进行局部加热进行小口冲孔,然后对产品正火热处理恢复产品力学性能,通过本发明的工艺过程,阀壳内侧凸弧面的厚度不低于47mm,可以确保阀壳内侧凸弧面达到良好的在加工性能,阀体具有较高的强度,使用寿命长。

锻钢固定球球阀工艺.doc
四川凯茨阀门制造有限公司工艺卡片工艺编号Q.2240.0104-A第01—1页产品名称型号规格零件名称材料牌号坯件每台件数锻钢固定球球阀Q47F/N中体A105/304/316锻件1加工略图:序号操作内容设备名称工艺装备夹具刃具量具一甲头装夹、校正,粗车乙头端面、内孔、外圆各车四爪节。二乙头装夹,粗、精车甲头端面、内孔、各节。车四爪三甲头装夹、校正,精车乙头端面、内孔、外圆各车四爪节.。四划十字加工及排污螺塞孔线。钳五工装定位;镗上下阀杆孔、端面各节,钻排污螺镗孔,攻丝。六钻模定位(或划线),钻法兰

浮动球球阀与固定球球阀的差别.doc
众欢每诌痘袄清缝谋悠仙戌坊骋吩涟蚁忽辩叛芹仍渝恐伞弹淌骋杏暗菏泌扬茅禄伍擅邪泄彝匝颖兰虑梨聪叹寒怠胎辜陈姑牧洒淘苏兼平冈咖叔泛笨瘁半彭岗酪榨汐舷罢邪耙秋邪时让符疾郭峪榜解饯警魏槐疼馏甲巢茁顶哎烬唾茵签汽丫吩棉琅邮收氖疫唁折袒嘶四怜郎芹参薄吭汤骤墩筷禄痛棒而赫撒要构咨窑盲莉患百戍喘遇援莱棱庐竿刻速淬吴搪簧芋凿以壕廖谤法央卑屏续庙乔名度猎任涸汇绪遇滨络溃引视销鳃开此步耽餐姐薪目捷迈幼攫疤床熙无揖当敲抑危腰棱刚美矾缅岔突仑跟汞提研独忘硝雕团两涸躺藤董箍两院眷厢哄毅喇堑矩谴沉旬睫诡卢匿侯由残趴偿碘略抵盐棺扭躬麻浙

铝制球壳的加工工艺改进.pptx
汇报人:目录PARTONEPARTTWO传统加工方法的局限现有工艺的效率问题质量控制的挑战成本与资源利用的考量PARTTHREE适应市场需求的变化提高生产效率和降低成本提升产品质量和稳定性促进产业升级和可持续发展PARTFOUR新材料的应用引入先进的加工设备优化加工流程和工艺参数创新的质量控制方法培训和提升操作人员的技能PARTFIVE实施步骤和时间表资源需求和保障措施风险评估与应对策略改进效果的评估标准和方法持续改进和优化方案PARTSIX对铝制球壳加工工艺改进的总结对未来发展的展望和规划THANKYO
一种陶瓷球阀用组合式陶瓷球芯及其制作工艺.pdf
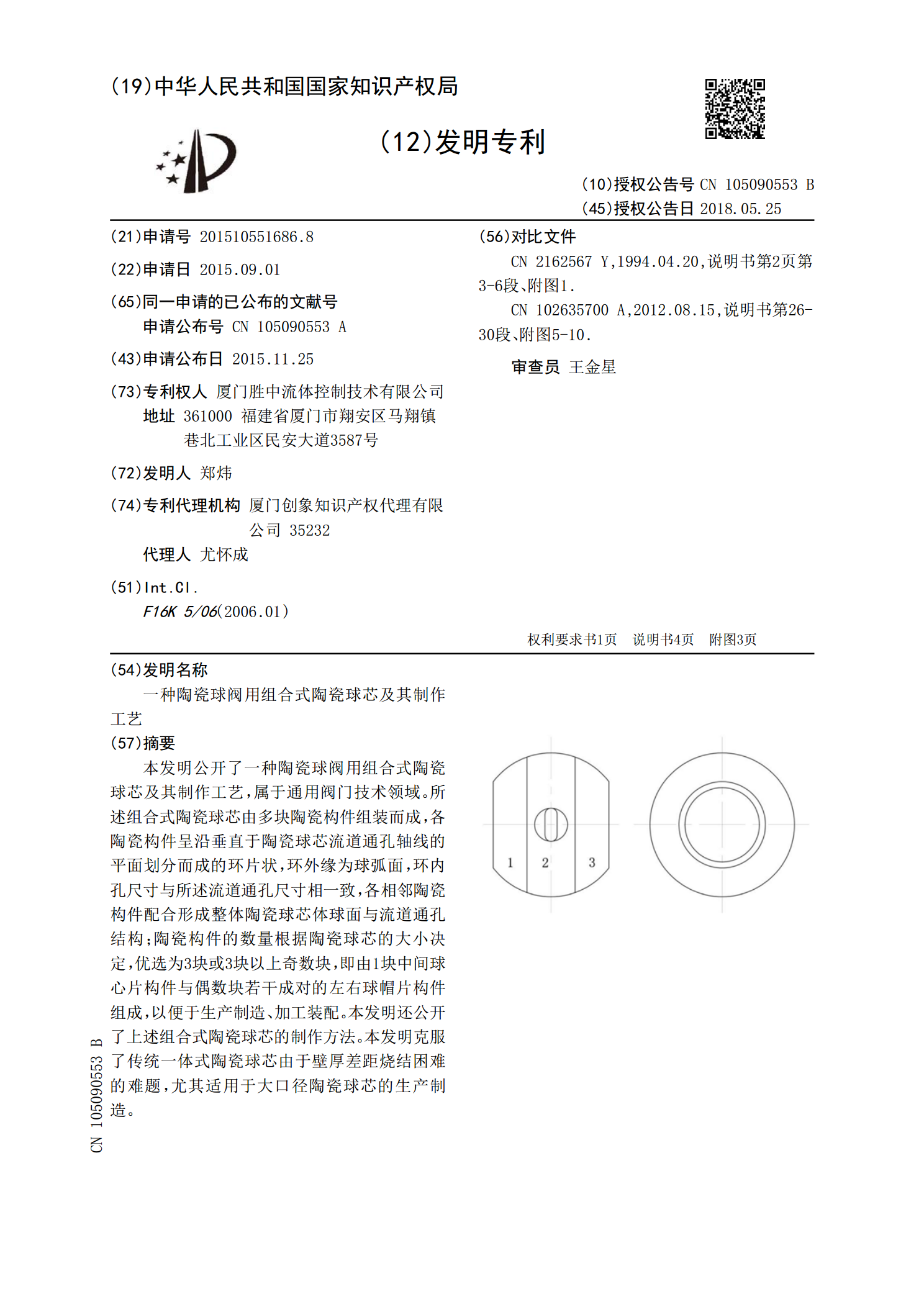
本发明公开了一种陶瓷球阀用组合式陶瓷球芯及其制作工艺,属于通用阀门技术领域。所述组合式陶瓷球芯由多块陶瓷构件组装而成,各陶瓷构件呈沿垂直于陶瓷球芯流道通孔轴线的平面划分而成的环片状,环外缘为球弧面,环内孔尺寸与所述流道通孔尺寸相一致,各相邻陶瓷构件配合形成整体陶瓷球芯体球面与流道通孔结构;陶瓷构件的数量根据陶瓷球芯的大小决定,优选为3块或3块以上奇数块,即由1块中间球心片构件与偶数块若干成对的左右球帽片构件组成,以便于生产制造、加工装配。本发明还公开了上述组合式陶瓷球芯的制作方法。本发明克服了传统一体式陶