
薄壁筒形件车加工装夹方法.pdf

努力****甲寅


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁筒形件车加工装夹方法.pdf
本发明涉及一种薄壁筒形件车加工装夹方法。常规传统方法是采用加强肋板焊在薄壁筒体内部作为支撑,用内爪夹盘撑紧薄壁筒体一端加工其外表面,工件车加工时受刀具轴向切削力和工件切削热作用,会产生弹性变形影响工件的尺寸精度和形状精度最终影响加工质量。本发明方法包括:一种薄壁筒形件车加工装夹方法,首先在加工之前制作两件与薄壁筒形工件长度相近的套管分别作为内外径支撑,内径支撑套管比工件内径小1.5~2mm用于加工零件外表面时使用;外径支撑套管与工件外径相等,在一侧纵向切开成为开口套筒用于方便套装工件。本发明用于薄壁筒形件
一种钣金薄壁带尾座的筒形件车加工工装及使用方法.pdf
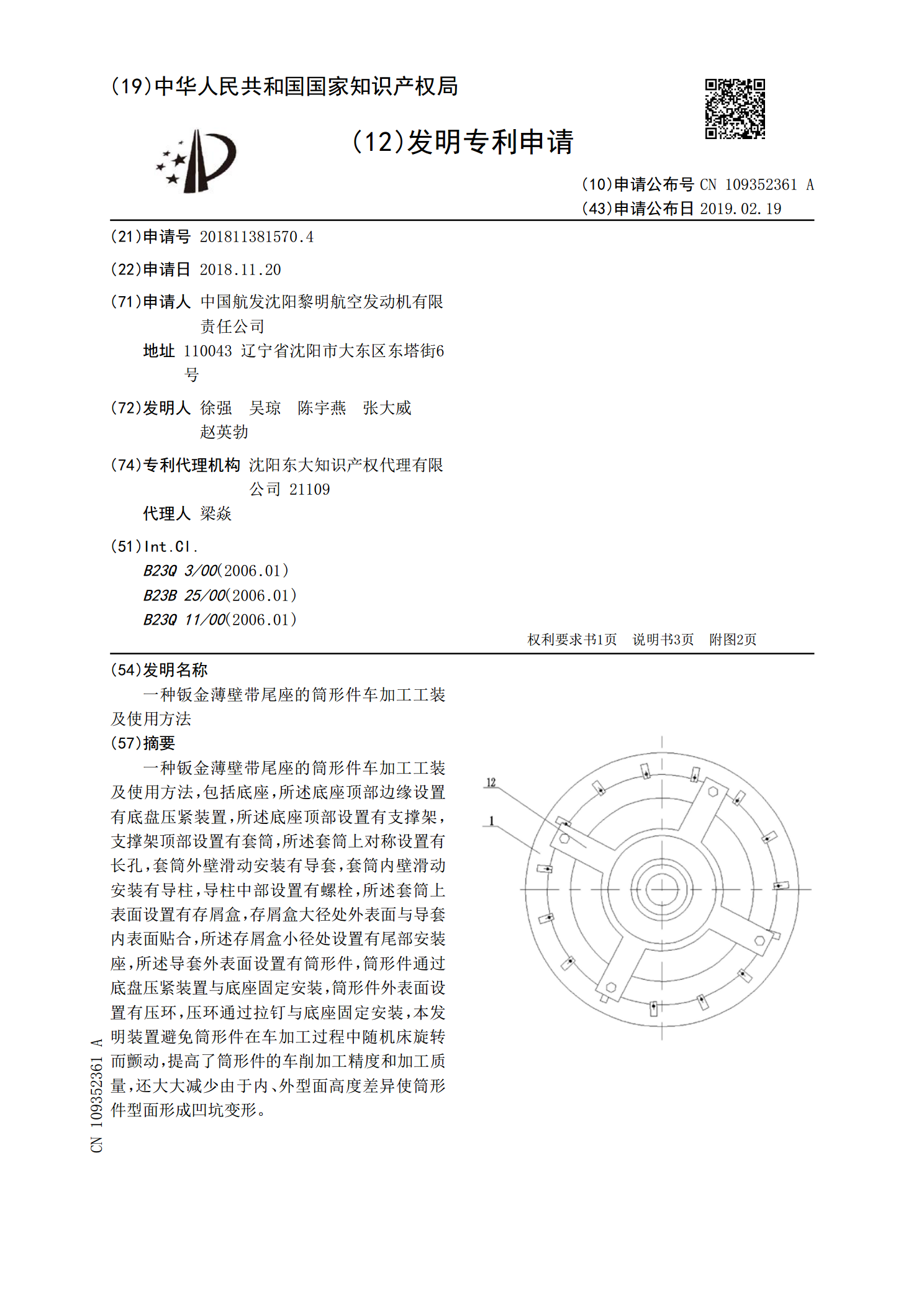
一种钣金薄壁带尾座的筒形件车加工工装及使用方法,包括底座,所述底座顶部边缘设置有底盘压紧装置,所述底座顶部设置有支撑架,支撑架顶部设置有套筒,所述套筒上对称设置有长孔,套筒外壁滑动安装有导套,套筒内壁滑动安装有导柱,导柱中部设置有螺栓,所述套筒上表面设置有存屑盒,存屑盒大径处外表面与导套内表面贴合,所述存屑盒小径处设置有尾部安装座,所述导套外表面设置有筒形件,筒形件通过底盘压紧装置与底座固定安装,筒形件外表面设置有压环,压环通过拉钉与底座固定安装,本发明装置避免筒形件在车加工过程中随机床旋转而颤动,提高了
用于塑料薄壁承插管件车加工的工装夹具及其装夹方法.pdf
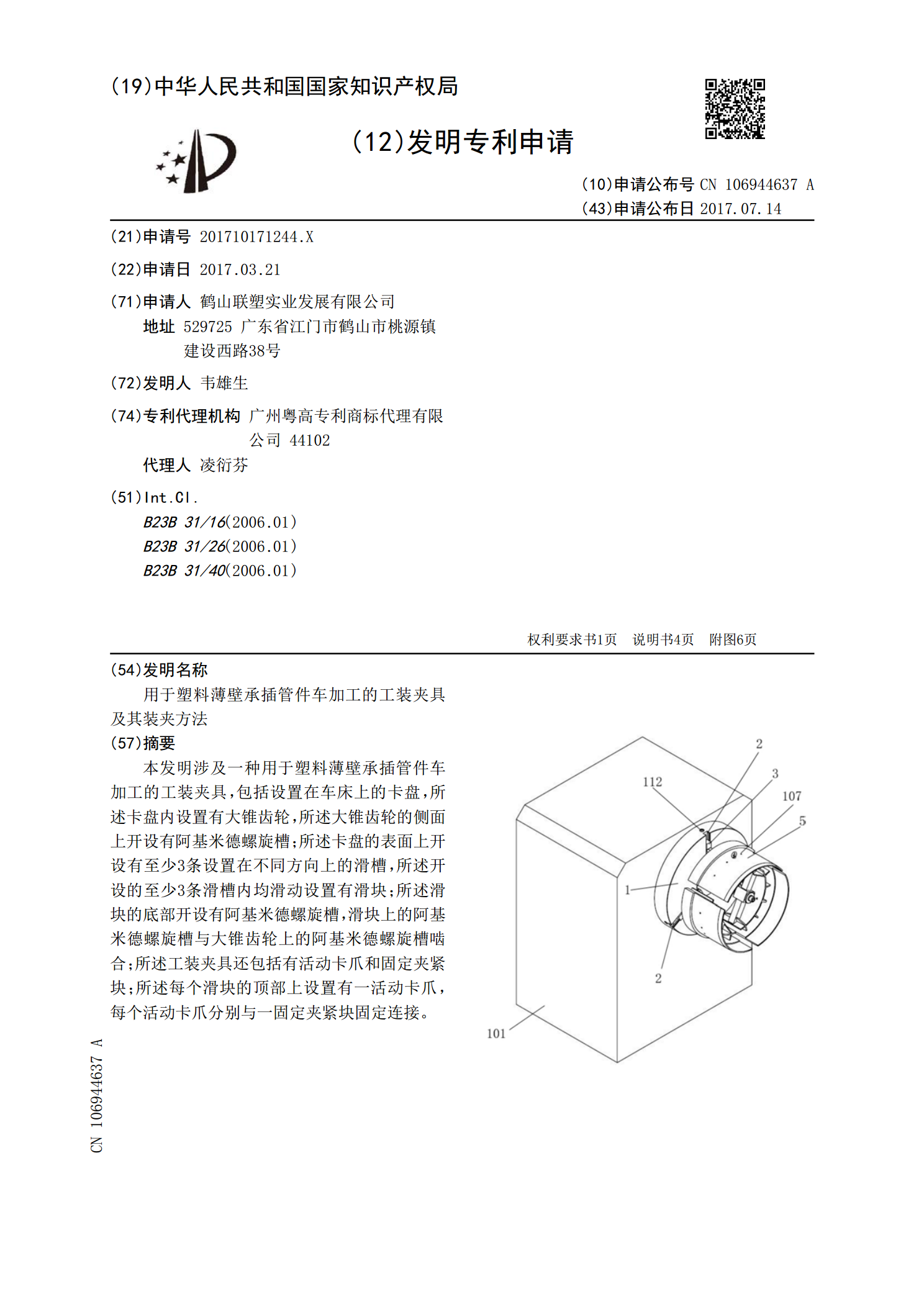
本发明涉及一种用于塑料薄壁承插管件车加工的工装夹具,包括设置在车床上的卡盘,所述卡盘内设置有大锥齿轮,所述大锥齿轮的侧面上开设有阿基米德螺旋槽;所述卡盘的表面上开设有至少3条设置在不同方向上的滑槽,所述开设的至少3条滑槽内均滑动设置有滑块;所述滑块的底部开设有阿基米德螺旋槽,滑块上的阿基米德螺旋槽与大锥齿轮上的阿基米德螺旋槽啮合;所述工装夹具还包括有活动卡爪和固定夹紧块;所述每个滑块的顶部上设置有一活动卡爪,每个活动卡爪分别与一固定夹紧块固定连接。

薄壁零件加工装夹方法及加工技巧分析.docx
薄壁零件加工装夹方法及加工技巧分析薄壁零件加工装夹方法及加工技巧分析摘要:随着工业技术的不断发展,薄壁零件在机械制造中的应用越来越广泛。由于其结构特殊,加工过程中容易变形,因此加工装夹方法和加工技巧变得尤为重要。本论文将对薄壁零件加工装夹方法及加工技巧进行分析,并提出相应的解决方案。一、薄壁零件加工装夹方法分析薄壁零件加工装夹方法的选择直接关系到加工质量和效率。常用的薄壁零件加工装夹方法有以下几种:1.弹性固定装夹法:通过选用弹性薄垫或硅胶薄垫,在装夹时施加一定的压力,使薄壁零件在装夹过程中保持稳定。这种

筒形件径向孔的钻孔工装.pdf
一种筒形件径向孔的钻孔工装,它包括:工件固定装置和钻孔导向装置;所述工件固定装置包括:工件定位装置和工件夹紧装置;通过工件定位装置定位套筒,再经工件夹紧装置将定位后的套筒定位,定位后经过钻孔导向装置导向电钻对套筒径向钻孔加工,完成对套筒的径向钻孔加工。加工完成后,把锁紧卡勾抬起,更换套筒就可以进行下一轮加工。利用本发明所述工装能在大批量有径向孔的筒形套筒上进行定位钻孔加工,孔的尺寸精度和表面质量优异,而且该工装成本低,操作方便,可以实现高效率加工。