
薄壁零件加工装夹方法及加工技巧分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁零件加工装夹方法及加工技巧分析.docx
薄壁零件加工装夹方法及加工技巧分析薄壁零件加工装夹方法及加工技巧分析摘要:随着工业技术的不断发展,薄壁零件在机械制造中的应用越来越广泛。由于其结构特殊,加工过程中容易变形,因此加工装夹方法和加工技巧变得尤为重要。本论文将对薄壁零件加工装夹方法及加工技巧进行分析,并提出相应的解决方案。一、薄壁零件加工装夹方法分析薄壁零件加工装夹方法的选择直接关系到加工质量和效率。常用的薄壁零件加工装夹方法有以下几种:1.弹性固定装夹法:通过选用弹性薄垫或硅胶薄垫,在装夹时施加一定的压力,使薄壁零件在装夹过程中保持稳定。这种

薄壁零件车削加工技巧与装夹方法的探析.docx
薄壁零件车削加工技巧与装夹方法的探析【摘要】薄薄壁零件是较难加工的零件这类零件在切削力作用下容易引起热变形和产生振动和变形影响工件的尺寸精度、形位精度和表面粗糙度这类零件的壁厚与它的径向、轴向尺寸相比较相差悬殊所以薄壁零件的刚性较差易变形装夹成为加工质量和提高效率的关键。此外部分精密零件的结构复杂、精度要求高而且需要多次换位装夹找正费工费时生产准备时间过长影响加工效率给车削加工带来一定的困难本文就薄壁零件车削加工中常出现的问题、解决办法以及加工技巧进行一些探讨。【
薄壁筒形件车加工装夹方法.pdf
本发明涉及一种薄壁筒形件车加工装夹方法。常规传统方法是采用加强肋板焊在薄壁筒体内部作为支撑,用内爪夹盘撑紧薄壁筒体一端加工其外表面,工件车加工时受刀具轴向切削力和工件切削热作用,会产生弹性变形影响工件的尺寸精度和形状精度最终影响加工质量。本发明方法包括:一种薄壁筒形件车加工装夹方法,首先在加工之前制作两件与薄壁筒形工件长度相近的套管分别作为内外径支撑,内径支撑套管比工件内径小1.5~2mm用于加工零件外表面时使用;外径支撑套管与工件外径相等,在一侧纵向切开成为开口套筒用于方便套装工件。本发明用于薄壁筒形件
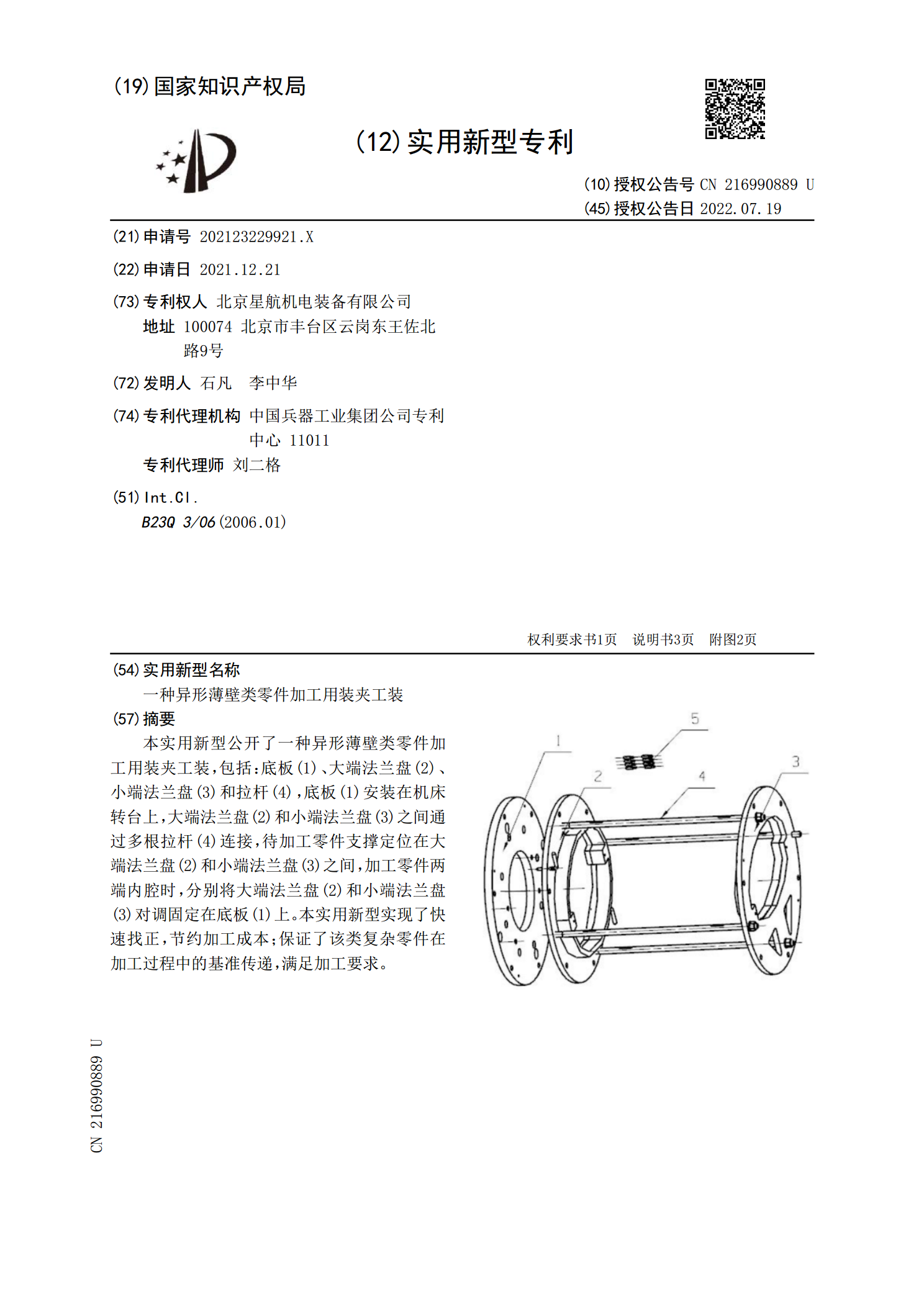
一种异形薄壁类零件加工用装夹工装.pdf
本实用新型公开了一种异形薄壁类零件加工用装夹工装,包括:底板(1)、大端法兰盘(2)、小端法兰盘(3)和拉杆(4),底板(1)安装在机床转台上,大端法兰盘(2)和小端法兰盘(3)之间通过多根拉杆(4)连接,待加工零件支撑定位在大端法兰盘(2)和小端法兰盘(3)之间,加工零件两端内腔时,分别将大端法兰盘(2)和小端法兰盘(3)对调固定在底板(1)上。本实用新型实现了快速找正,节约加工成本;保证了该类复杂零件在加工过程中的基准传递,满足加工要求。

磁流变夹具的薄壁件加工装夹性能分析与优化.pptx
磁流变夹具的薄壁件加工装夹性能分析与优化目录添加目录项标题磁流变夹具的原理与特点磁流变液体的组成与性质磁流变夹具的工作原理磁流变夹具的特点与优势薄壁件加工装夹的性能分析薄壁件装夹的难点与问题磁流变夹具对薄壁件的适应性分析薄壁件加工装夹的性能指标评估磁流变夹具的优化方法与技术磁流变液体的优化选择与调配磁流变夹具的结构优化设计磁流变夹具的控制策略优化实验验证与结果分析实验方案设计与实施实验结果的数据采集与分析实验结果与理论预期的对比分析磁流变夹具的应用前景与展望磁流变夹具在薄壁件加工中的优势与潜力磁流变夹具在