
一种钣金薄壁带尾座的筒形件车加工工装及使用方法.pdf

黛娥****ak


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钣金薄壁带尾座的筒形件车加工工装及使用方法.pdf
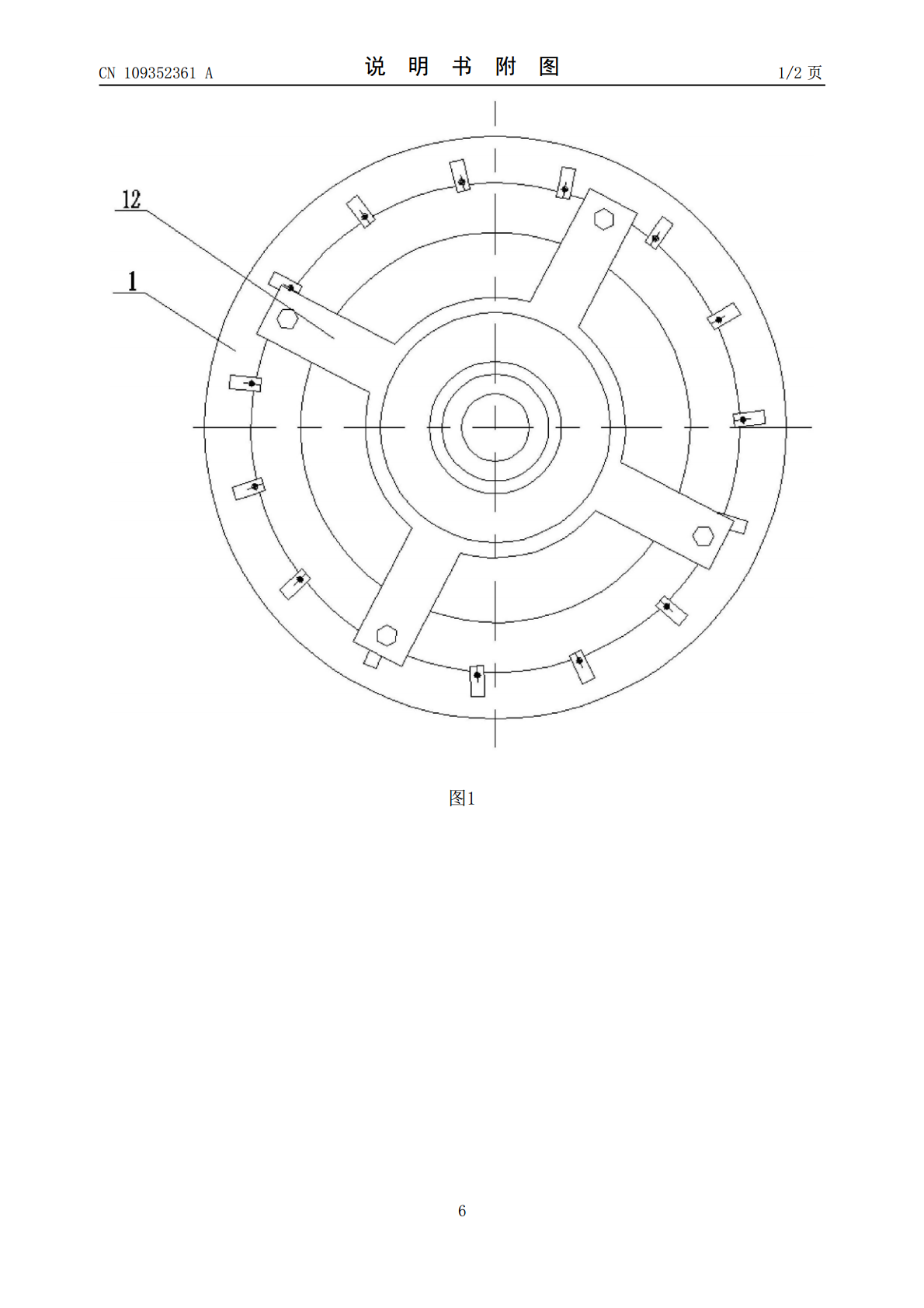
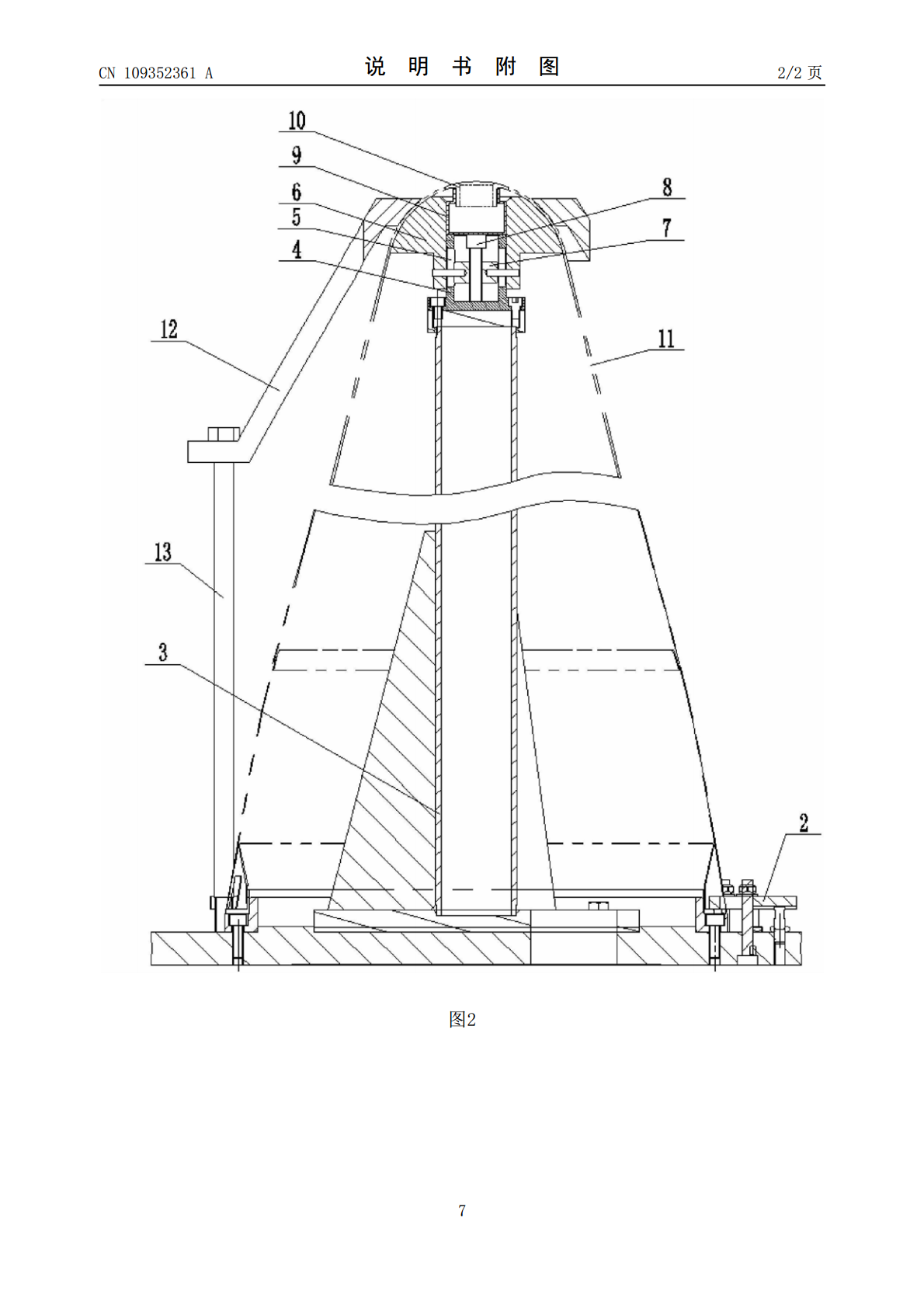
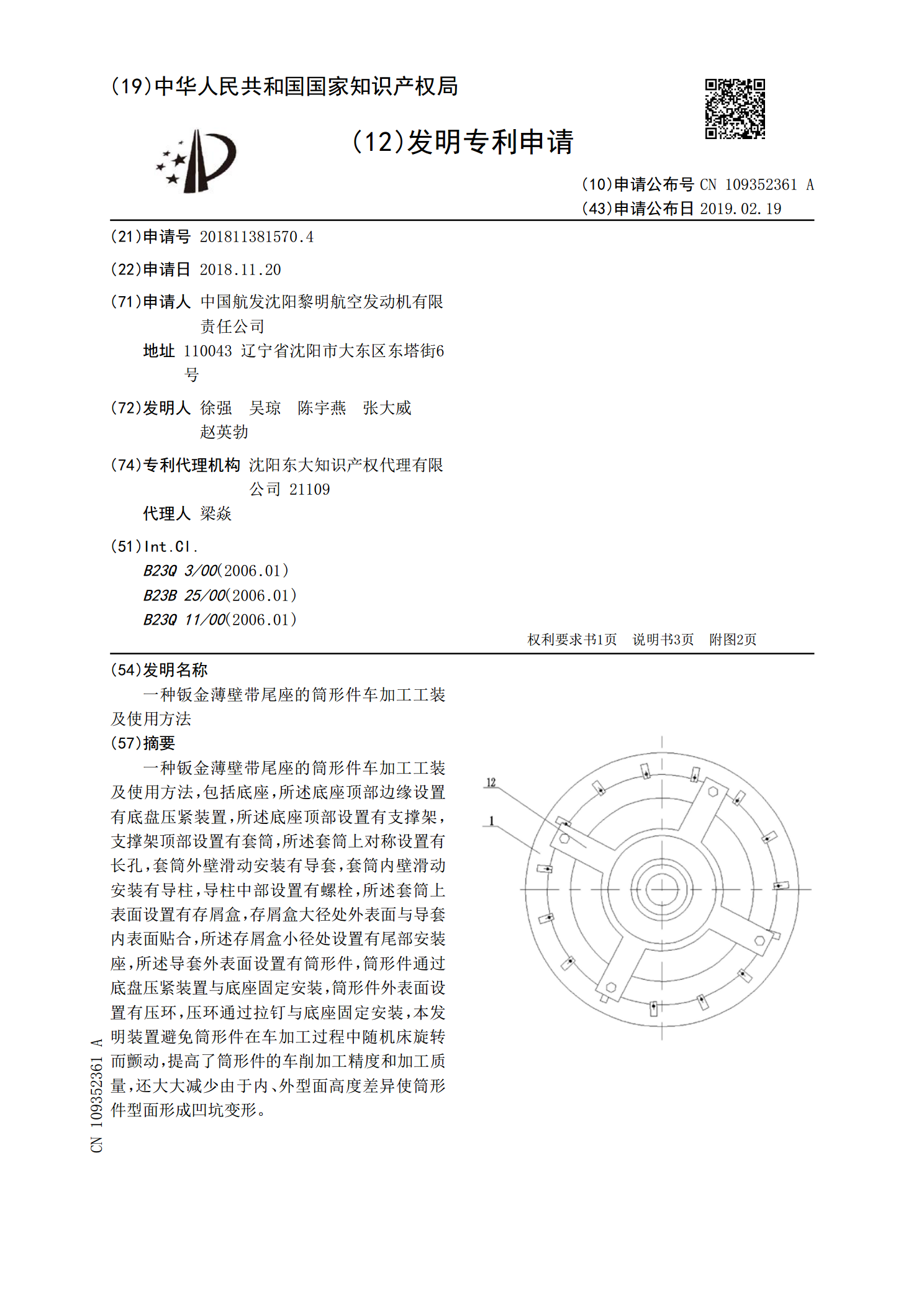
一种钣金薄壁带尾座的筒形件车加工工装及使用方法,包括底座,所述底座顶部边缘设置有底盘压紧装置,所述底座顶部设置有支撑架,支撑架顶部设置有套筒,所述套筒上对称设置有长孔,套筒外壁滑动安装有导套,套筒内壁滑动安装有导柱,导柱中部设置有螺栓,所述套筒上表面设置有存屑盒,存屑盒大径处外表面与导套内表面贴合,所述存屑盒小径处设置有尾部安装座,所述导套外表面设置有筒形件,筒形件通过底盘压紧装置与底座固定安装,筒形件外表面设置有压环,压环通过拉钉与底座固定安装,本发明装置避免筒形件在车加工过程中随机床旋转而颤动,提高了
薄壁筒形件车加工装夹方法.pdf
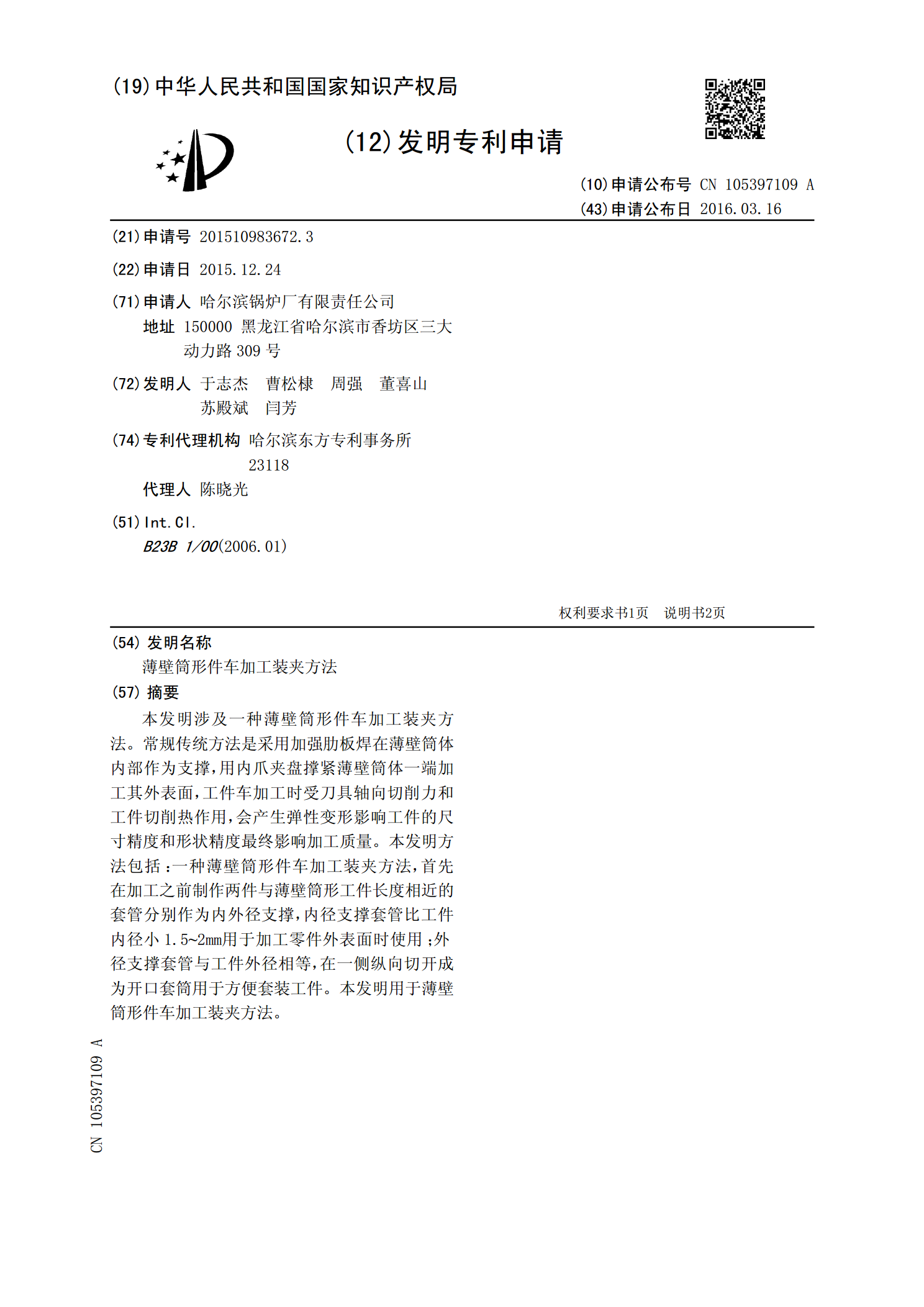
本发明涉及一种薄壁筒形件车加工装夹方法。常规传统方法是采用加强肋板焊在薄壁筒体内部作为支撑,用内爪夹盘撑紧薄壁筒体一端加工其外表面,工件车加工时受刀具轴向切削力和工件切削热作用,会产生弹性变形影响工件的尺寸精度和形状精度最终影响加工质量。本发明方法包括:一种薄壁筒形件车加工装夹方法,首先在加工之前制作两件与薄壁筒形工件长度相近的套管分别作为内外径支撑,内径支撑套管比工件内径小1.5~2mm用于加工零件外表面时使用;外径支撑套管与工件外径相等,在一侧纵向切开成为开口套筒用于方便套装工件。本发明用于薄壁筒形件
一种薄壁筒体可旋转加工装置及其使用方法.pdf
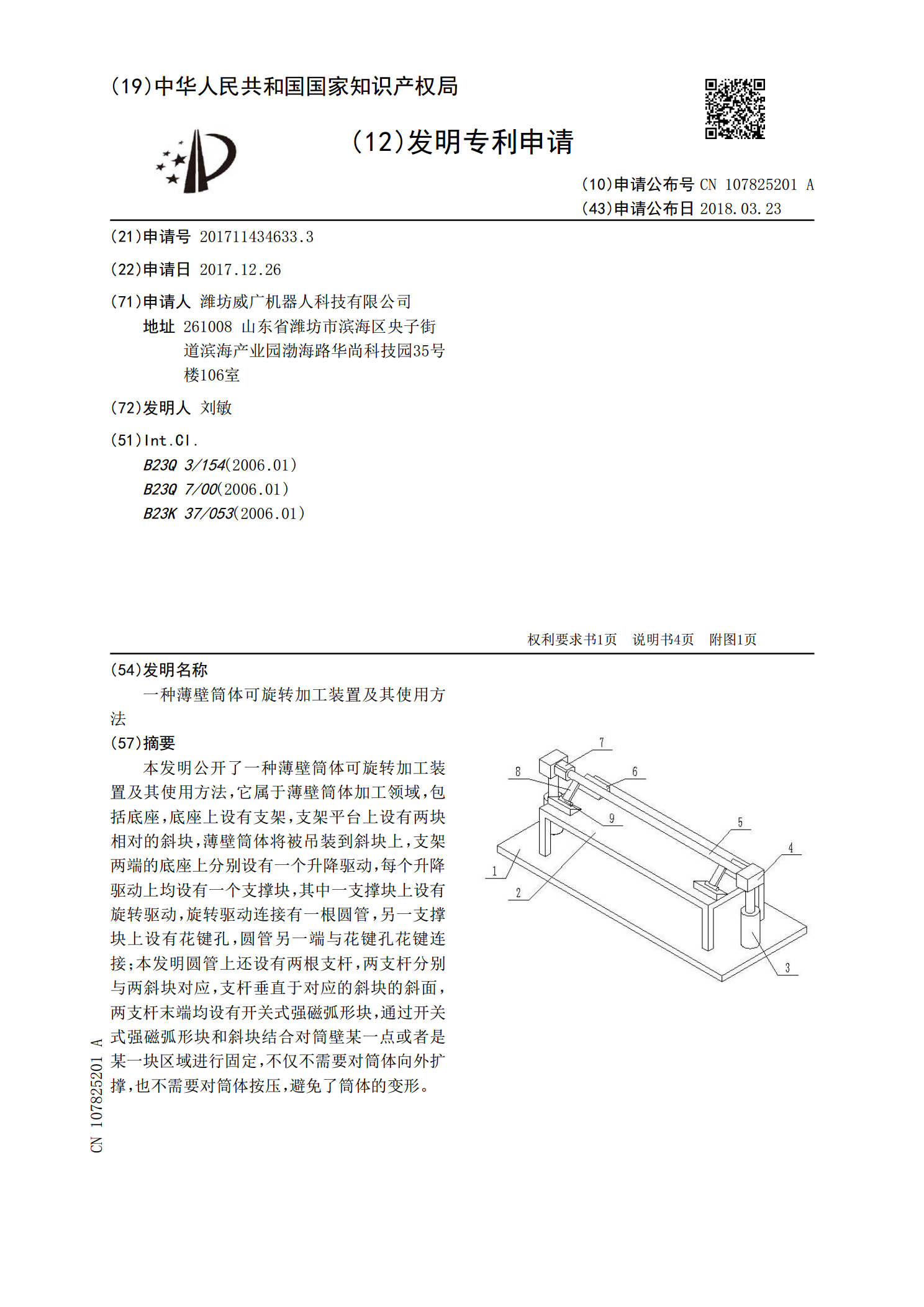
本发明公开了一种薄壁筒体可旋转加工装置及其使用方法,它属于薄壁筒体加工领域,包括底座,底座上设有支架,支架平台上设有两块相对的斜块,薄壁筒体将被吊装到斜块上,支架两端的底座上分别设有一个升降驱动,每个升降驱动上均设有一个支撑块,其中一支撑块上设有旋转驱动,旋转驱动连接有一根圆管,另一支撑块上设有花键孔,圆管另一端与花键孔花键连接;本发明圆管上还设有两根支杆,两支杆分别与两斜块对应,支杆垂直于对应的斜块的斜面,两支杆末端均设有开关式强磁弧形块,通过开关式强磁弧形块和斜块结合对筒壁某一点或者是某一块区域进行固

一种用于加工薄壁件内孔的车用工装.pdf
本发明公开一种用于加工薄壁件内孔的车用工装,其特征在于:包括连接盘和压板,其中连接盘与定位盘的轴心线在同一条直线上,连接盘的右部与定位盘左部固定,且定位盘中心孔的右端设有定位止口;连接盘与定位盘之间沿周向设有2-4个气缸,气缸的活塞杆与定位盘的轴心线平行,且气缸的缸体与定位盘外壁固定;压板的数目为一块,压板的中心处开有一个车刀让位孔,连接螺钉穿过压板上的螺纹安装孔后,分别与对应气缸的活塞杆右端固定。本发明对薄壁件的外圆面进行定位,并通过气缸和压板将薄壁件的端面压紧,这样就使薄壁件的侧壁不承受径向的力,从而
一种筒形件产品端面加工装置.pdf
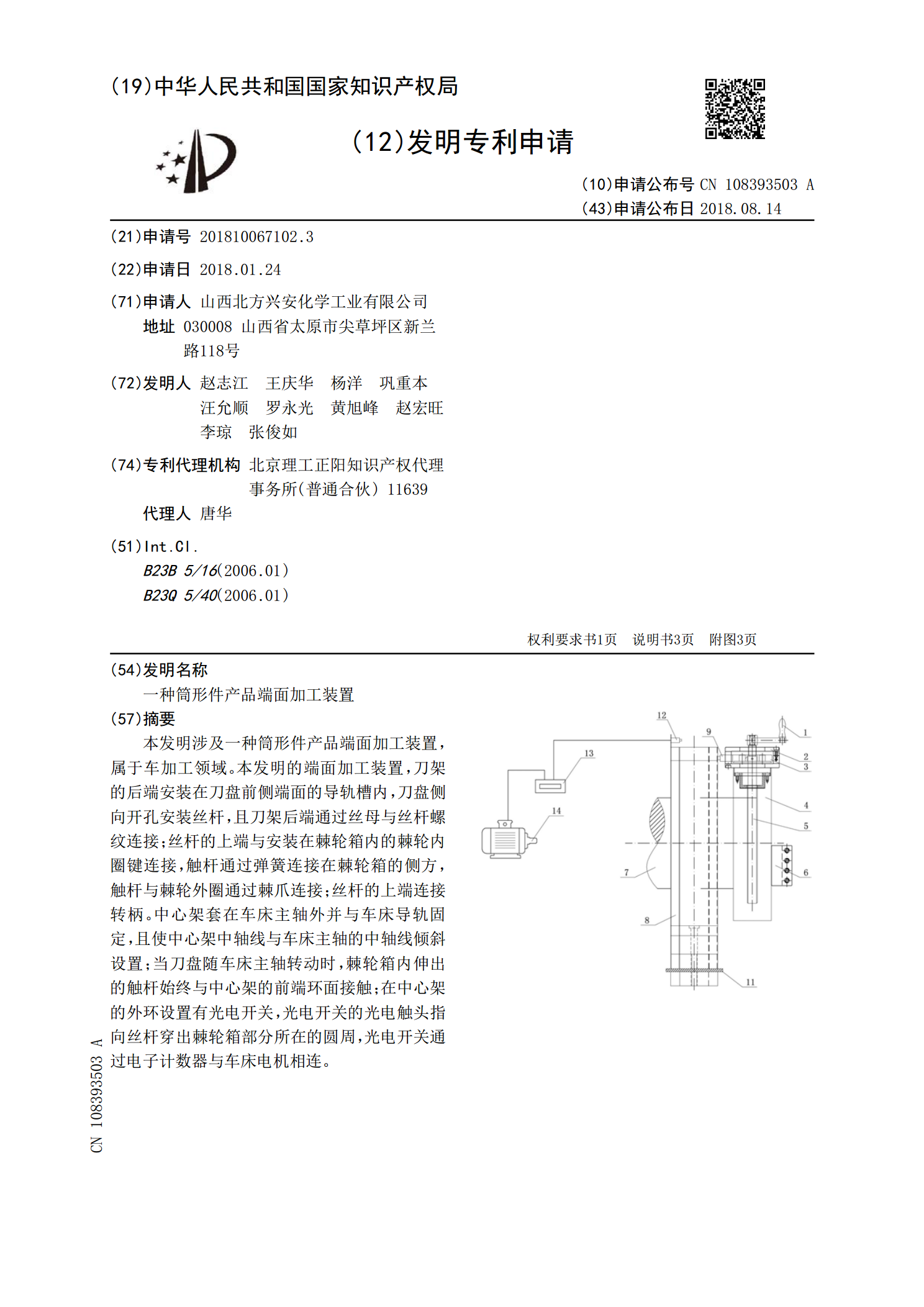
本发明涉及一种筒形件产品端面加工装置,属于车加工领域。本发明的端面加工装置,刀架的后端安装在刀盘前侧端面的导轨槽内,刀盘侧向开孔安装丝杆,且刀架后端通过丝母与丝杆螺纹连接;丝杆的上端与安装在棘轮箱内的棘轮内圈键连接,触杆通过弹簧连接在棘轮箱的侧方,触杆与棘轮外圈通过棘爪连接;丝杆的上端连接转柄。中心架套在车床主轴外并与车床导轨固定,且使中心架中轴线与车床主轴的中轴线倾斜设置;当刀盘随车床主轴转动时,棘轮箱内伸出的触杆始终与中心架的前端环面接触;在中心架的外环设置有光电开关,光电开关的光电触头指向丝杆穿出棘