
能消除锻件中的粗晶,获得均匀细小晶粒组织的锻造方法.pdf

含秀****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
能消除锻件中的粗晶,获得均匀细小晶粒组织的锻造方法.pdf
本发明涉及一种能消除锻件中的粗晶,获得均匀细小晶粒组织的锻造方法,将钢锭或坯料加热至锻造温度,保温,按原工艺方式锻造生产,锻造将近成型尺寸后留有等于或小于7%的变形量,停止锻造,空气冷却至500℃~550℃;进行锻后热处理,正火+回火或等温退火热处理,炉温≤350℃时,出炉;再次进炉加热,升温至650℃~700℃保温3小时,再加热升温至该钢种材料的Ac3或Acm以上60~200℃,保温;转至压机上采用上下圆弧砧锻造,每次压下量为锻件等效直径的3%-4%,压至工艺尺寸后进行热处理。本发明可以有效解决锻件粗晶

均匀细化锻件晶粒度的锻造控制方法.pdf
本发明涉及一种均匀细化锻件晶粒度的锻造控制方法,对大锻件锻造过程采取特殊的锻造控制、返炉加热方式,使锻件表面、心部温度趋于一致,使锻件心部组织完全转变,实现均匀细化大锻件内部组织,采取锻前高温加热,第一火次镦粗拔长锻造后,将锻件空冷到一定温度,使锻件内外表面温度趋于一致,返高温炉加热;在第二火次镦粗拔长后,将锻件空冷到一定温度,在锻件内外表面温度趋于一致后,返低温炉加热;低温炉保温一定时间后出炉锻造成型,使用该锻造控制方法,可在不增加生产成本的情况下,均匀细化大锻件内部组织,解决了大锻件粗晶、混晶的难题,
用于改善基于In783的环锻件的局部粗晶的锻造方法.pdf
本发明提出了用于改善基于In783的环锻件的局部粗晶的锻造方法,通过控制接近相变点的温度对坯料进行冲孔和多次预轧成型,随后通过降温再对环锻件进行1‑2次的轧制,有效抑制晶粒长大,再进一步地对热处理后的环锻件进行冷校形,使得产品晶粒组织均匀,晶粒度控制在5级或者更细,不同晶粒组织差异不超过2级,从而精确控制产品的尺寸,保证产品的合格率提升至95%以上。
消除AF1410钢锻件组织混晶的方法.pdf
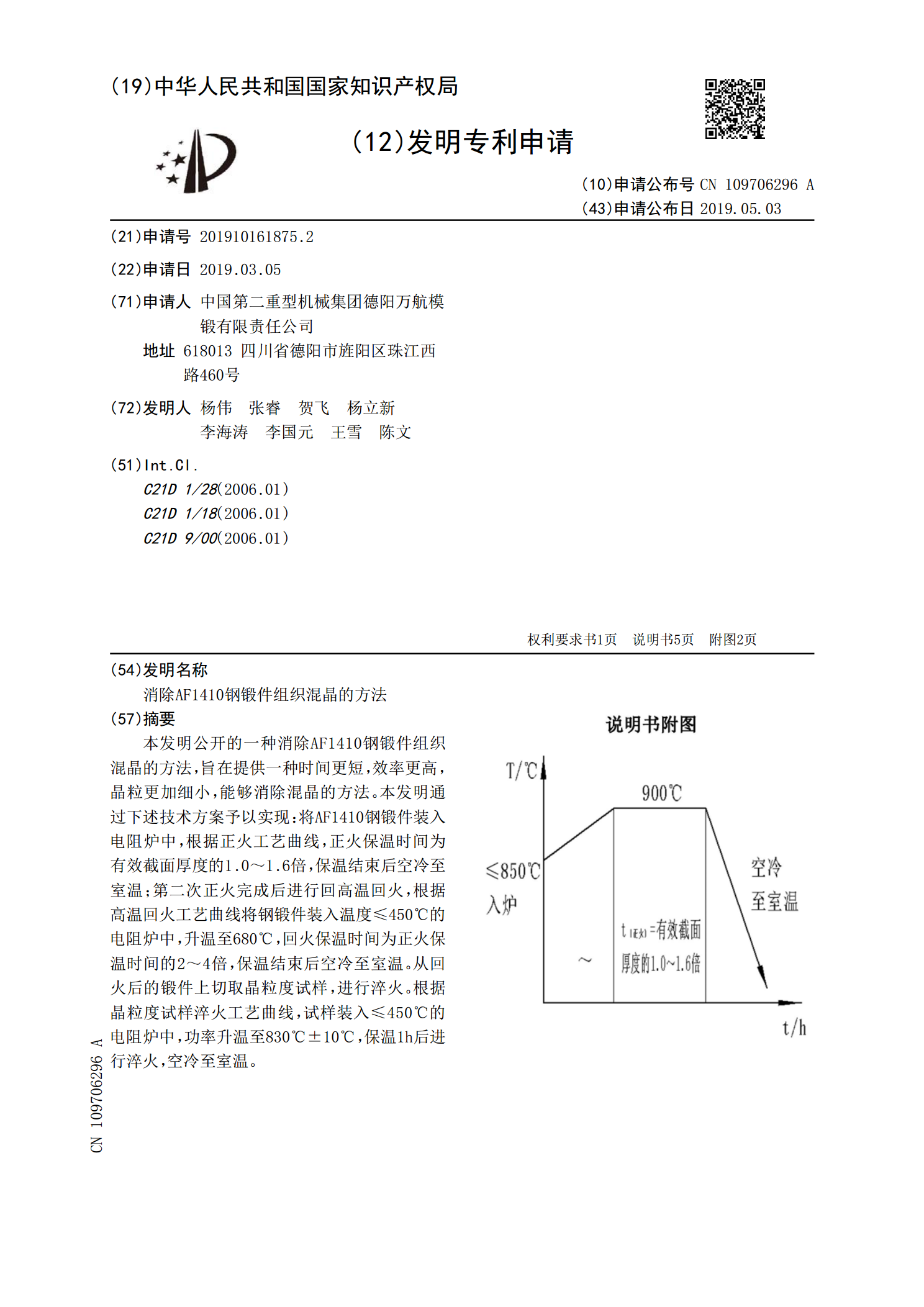
本发明公开的一种消除AF1410钢锻件组织混晶的方法,旨在提供一种时间更短,效率更高,晶粒更加细小,能够消除混晶的方法。本发明通过下述技术方案予以实现:将AF1410钢锻件装入电阻炉中,根据正火工艺曲线,正火保温时间为有效截面厚度的1.0~1.6倍,保温结束后空冷至室温;第二次正火完成后进行回高温回火,根据高温回火工艺曲线将钢锻件装入温度≤450℃的电阻炉中,升温至680℃,回火保温时间为正火保温时间的2~4倍,保温结束后空冷至室温。从回火后的锻件上切取晶粒度试样,进行淬火。根据晶粒度试样淬火工艺曲线,试

细化长棒类钢锻件晶粒度的锻造方法.pdf
本发明涉及一种细化长棒类钢锻件晶粒度的锻造方法,按照如下步骤进行:步骤1)、钢锭或电渣锭直接采用径向精锻机锻造,利用180频率或240频率,每道次压下量40mm‑60mm,将锻件直径锻造至Φ340mm‑Φ560mm,给60频率或90频率锻造留3‑5道次变形量;步骤2)、利用60频率或90频率,每道次压下量70mm‑100mm,将锻件直径锻造至锻件成品直径基础上加上30mm‑100mm的尺寸,给180频率或240频率精整锻造留1‑2道次变形量;步骤3)、利用180频率或240频率,每道次压下量30mm‑50