
一种轴承退火工艺.pdf

小新****ou


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承退火工艺.pdf
本发明公开了一种轴承退火工艺,所述轴承放入退火炉前,先将炉子抽成真空,使其真空度维持在1×10
一种轴承套圈余温退火工艺.pdf
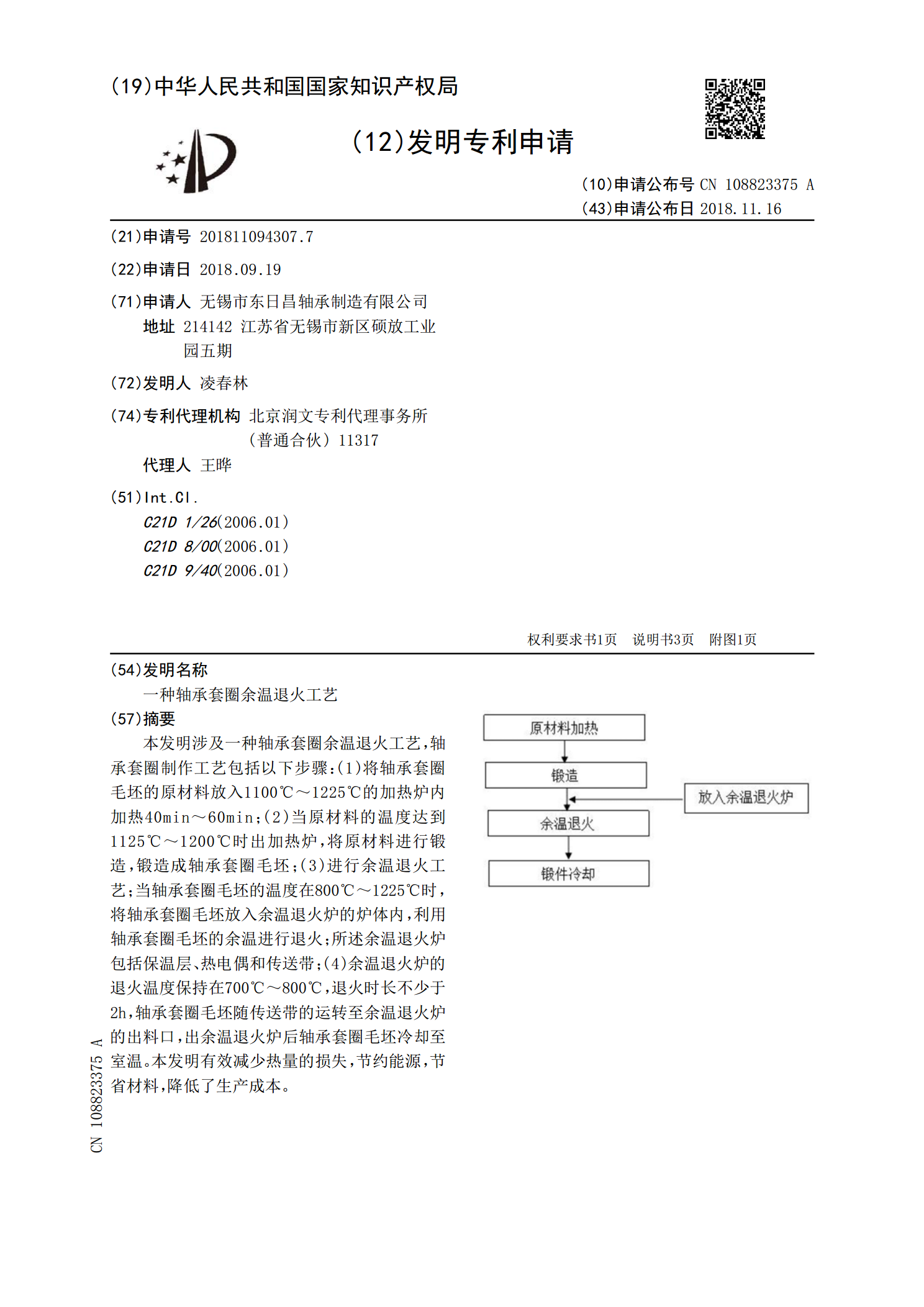
本发明涉及一种轴承套圈余温退火工艺,轴承套圈制作工艺包括以下步骤:(1)将轴承套圈毛坯的原材料放入1100℃~1225℃的加热炉内加热40min~60min;(2)当原材料的温度达到1125℃~1200℃时出加热炉,将原材料进行锻造,锻造成轴承套圈毛坯;(3)进行余温退火工艺;当轴承套圈毛坯的温度在800℃~1225℃时,将轴承套圈毛坯放入余温退火炉的炉体内,利用轴承套圈毛坯的余温进行退火;所述余温退火炉包括保温层、热电偶和传送带;(4)余温退火炉的退火温度保持在700℃~800℃,退火时长不少于2h,轴
一种轴承座圈高效退火工艺.pdf
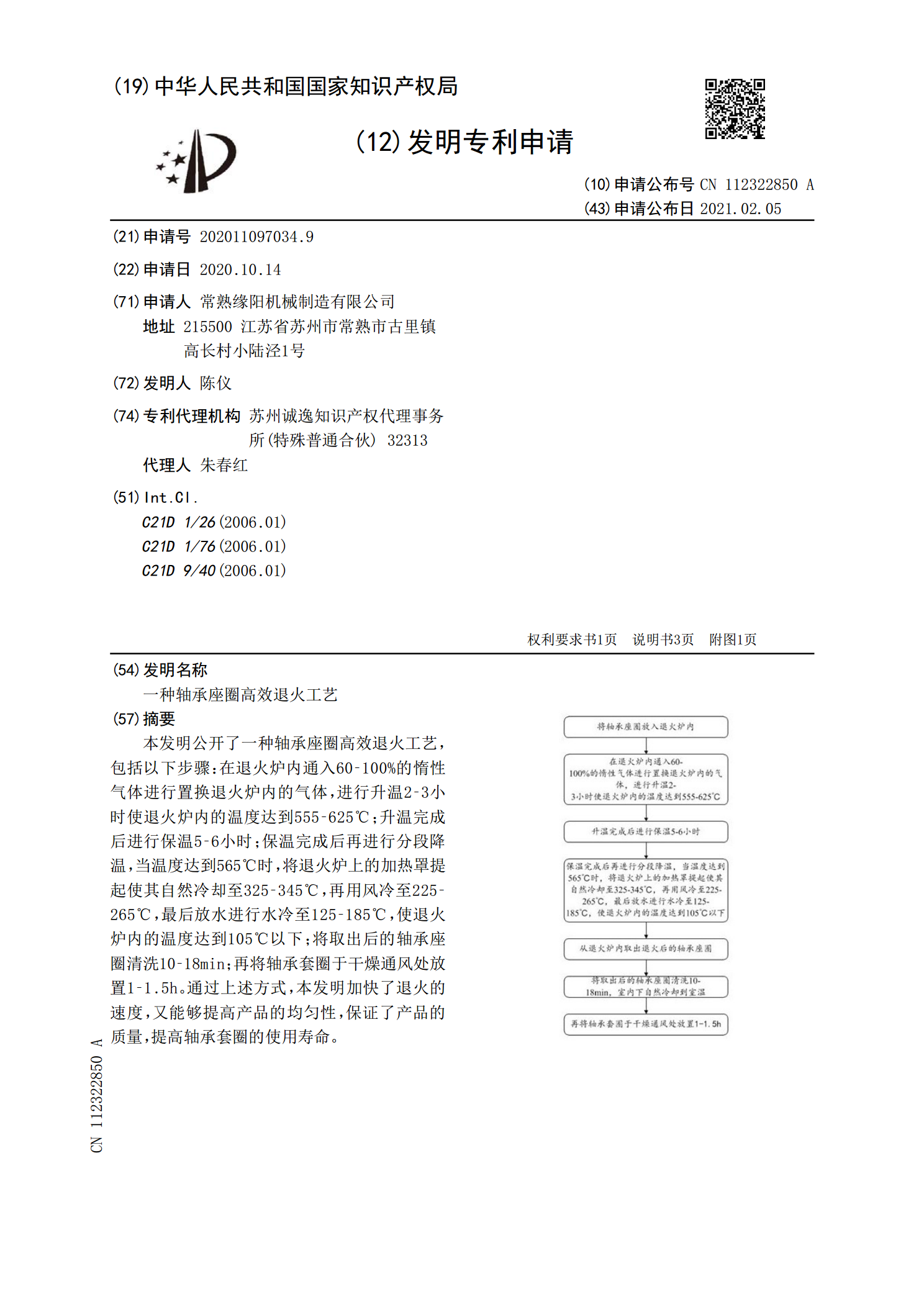
本发明公开了一种轴承座圈高效退火工艺,包括以下步骤:在退火炉内通入60‑100%的惰性气体进行置换退火炉内的气体,进行升温2‑3小时使退火炉内的温度达到555‑625℃;升温完成后进行保温5‑6小时;保温完成后再进行分段降温,当温度达到565℃时,将退火炉上的加热罩提起使其自然冷却至325‑345℃,再用风冷至225‑265℃,最后放水进行水冷至125‑185℃,使退火炉内的温度达到105℃以下;将取出后的轴承座圈清洗10‑18min;再将轴承套圈于干燥通风处放置1‑1.5h。通过上述方式,本发明加快了退

一种轴承钢球化退火工艺.pdf
本发明公开了一种轴承钢球化退火工艺,包括如下步骤:将轴承钢放置到球化退火炉内桶中设有的料盘上,关上炉盖;按照8℃/min的加热速度将内桶中的温度升温至760℃;保温2.5小时;将内桶中的温度缓慢降温冷却至680℃,等温5小时,停止充入甲醇气体;将内桶中的温度强冷至500℃;打开炉盖,将轴承钢吊出炉外,利用水冷方式使其冷却至常温。本发明通过升温阶段最高温度不高于760℃,并且采用等温球化退火,缩短工艺周期、使得经过本发明工艺处理后的轴承钢球状组织均匀,能够严格轴承钢的硬度参数。

一种轴承零件的球化退火工艺.pdf
本发明公开的轴承零件球化退火工艺包括以下步骤:1)将轴承零件升温至805℃‑815℃后进行保温;2)关毕电源,打开炉门,冷却至仪表显示650‑680℃时,再关闭炉门升温至720℃±10℃时等温2h;3)关闭电源降温至650℃±10℃时,支起炉盖降温1h后出炉空冷,完成球化退火。本发明通过简化和改变轴承零件的球化退火参数和冷却方式,达到提高轴承零件球化退火效率,降低能耗的目的。