
一种轴承套圈余温退火工艺.pdf

一吃****春晓


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承套圈余温退火工艺.pdf
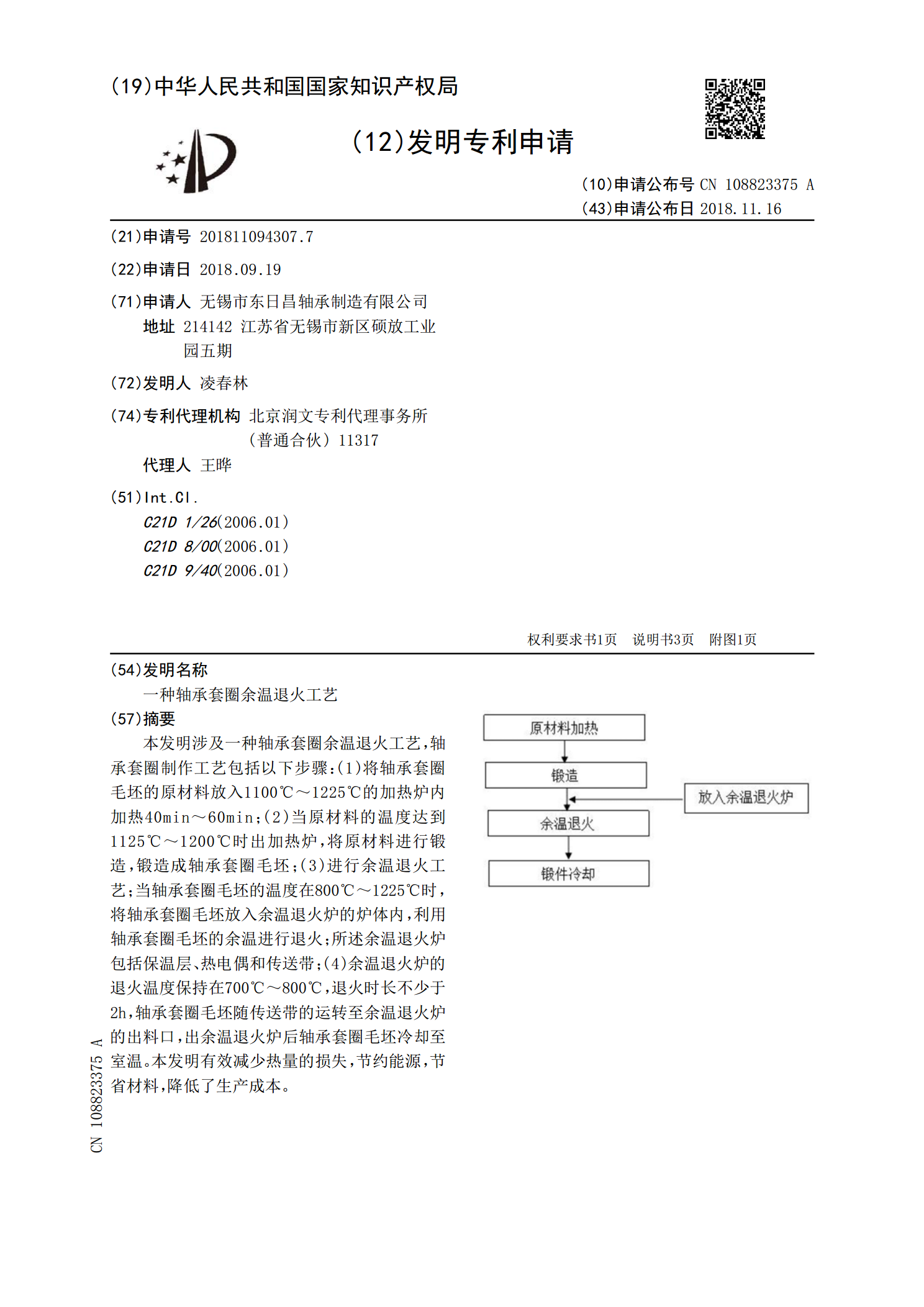
本发明涉及一种轴承套圈余温退火工艺,轴承套圈制作工艺包括以下步骤:(1)将轴承套圈毛坯的原材料放入1100℃~1225℃的加热炉内加热40min~60min;(2)当原材料的温度达到1125℃~1200℃时出加热炉,将原材料进行锻造,锻造成轴承套圈毛坯;(3)进行余温退火工艺;当轴承套圈毛坯的温度在800℃~1225℃时,将轴承套圈毛坯放入余温退火炉的炉体内,利用轴承套圈毛坯的余温进行退火;所述余温退火炉包括保温层、热电偶和传送带;(4)余温退火炉的退火温度保持在700℃~800℃,退火时长不少于2h,轴

轴承套圈退火工艺探讨.docx
轴承套圈退火工艺探讨轴承套圈是一种经常使用的机械零件,具有承载能力和减少摩擦损耗的重要作用。在制造轴承套圈的过程中,常常需要应用退火工艺来改善其性能。本文将探讨轴承套圈退火工艺的应用和影响因素,并提出一种改进的退火工艺方案。一、轴承套圈退火工艺的应用1.提高材料的塑性:轴承套圈在使用过程中需要承受较大的载荷,因此材料需要具备较好的塑性,以避免在负载下产生塑性变形。通过退火工艺可以使材料的晶粒细化,并消除内部应力,提高材料的塑性。2.降低材料硬度:轴承套圈常常需要在高速旋转时与其他部件发生摩擦,为了降低摩擦

一种轴承套圈快速球化退火工艺.pdf
本发明涉及一种轴承套圈快速球化退火工艺,包括以下工序:先淬火,轴承套圈淬火加热至825~840℃,保温50min~60min后油淬;再清洗,将轴承套圈清洗;然后回火,清洗后的轴承套圈放置在回火炉加热至680~700℃,保温2~3h后取出空冷至常温,且保证轴承套圈淬火与回火时间间隔在2h以内。本发明的快速球化退火工艺下,可得到均匀细密的马氏体组织,有效改善了锻造后粗大不均匀的晶粒;经淬火和高温回火后的套圈,得到均匀细密的球化组织,可有效改善或消除套圈在原材料坯料或锻造时的成分或组织不均匀,提高工艺性能,有效

轮毂轴承单元套圈锻造余温正火工艺.pdf
本发明公开了一种轮毂轴承单元套圈锻造余温正火工艺,通过锻件温度、锻造时间及冷却时间和温度,该工艺的实施能够使得轮毂轴承单元套圈的基体硬度达到240HB以上,屈服强度达到450MPa以上,抗拉强度达到800MPa以上,断后延伸率达到13%以上,基体组织晶粒度不低于3.5级,组织均匀性在1-4级范围内,提升现有轮毂轴承单元套圈零件的基体硬度和强度,并细化晶粒。

轴承套圈氮基气氛退火设备与工艺.docx
轴承套圈氮基气氛退火设备与工艺轴承套圈在制造过程中,经历了多道工艺的加工与处理,其中一个重要的工艺环节就是氮基气氛退火。氮基气氛退火是一种在无氧环境中进行的加热处理,通过控制温度和气氛组成,可以达到调整材料性能和改善材料表面状态的目的。根据轴承套圈的具体材料组成和硬度要求,可以选择不同的气氛退火方法,其中最常用的是氮基气氛退火。氮气在退火过程中能够有效地保护材料,防止氧化和表面污染的发生。同时,氮气作为一种惰性气体,具有良好的热传递性能,能够保持较为均匀的退火温度分布。在轴承套圈的氮基气氛退火过程中,主要