
无风斑式弯钢化玻璃成型装置.pdf

鹏飞****可爱


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
无风斑式弯钢化玻璃成型装置.pdf
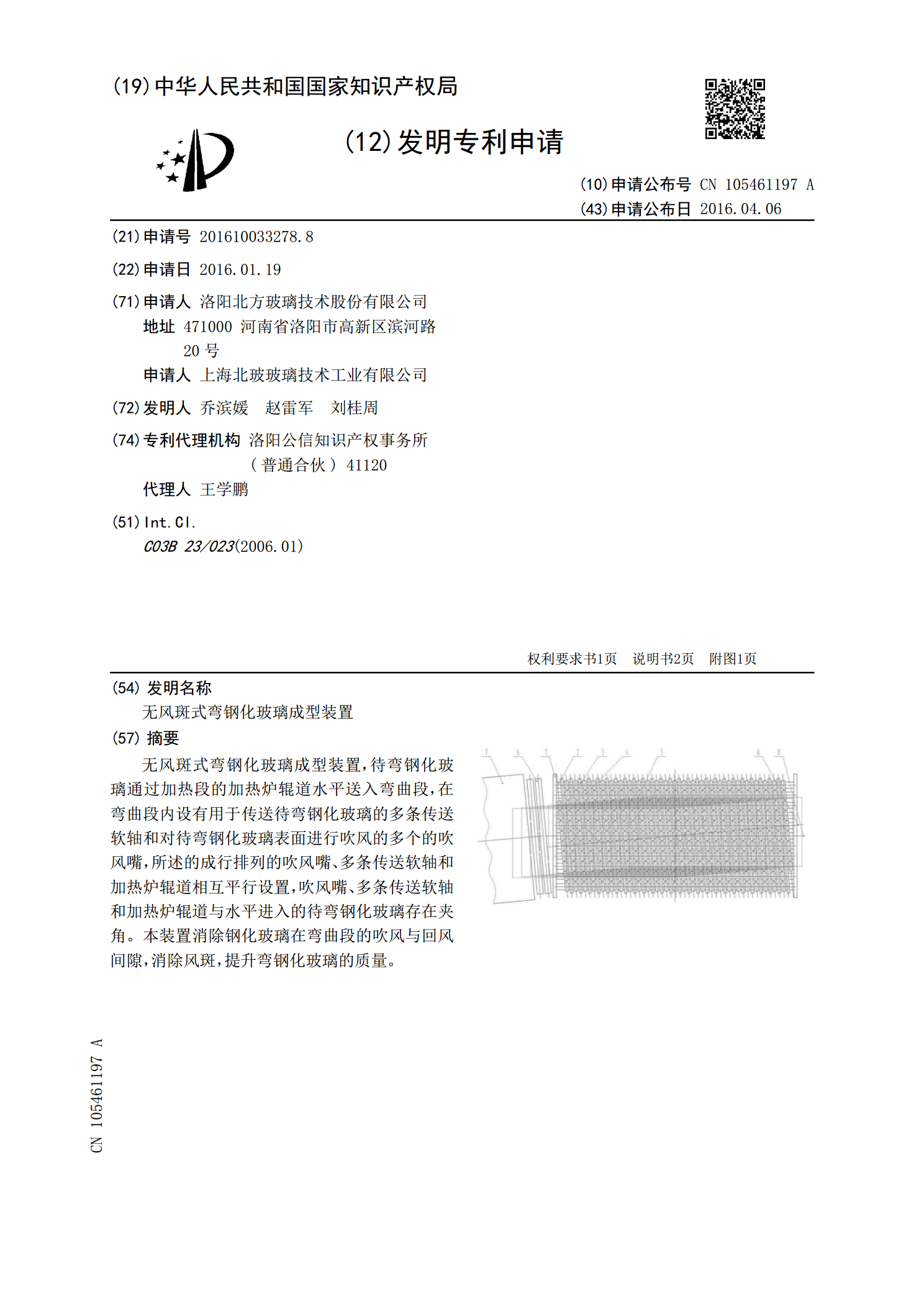
无风斑式弯钢化玻璃成型装置,待弯钢化玻璃通过加热段的加热炉辊道水平送入弯曲段,在弯曲段内设有用于传送待弯钢化玻璃的多条传送软轴和对待弯钢化玻璃表面进行吹风的多个的吹风嘴,所述的成行排列的吹风嘴、多条传送软轴和加热炉辊道相互平行设置,吹风嘴、多条传送软轴和加热炉辊道与水平进入的待弯钢化玻璃存在夹角。本装置消除钢化玻璃在弯曲段的吹风与回风间隙,消除风斑,提升弯钢化玻璃的质量。
一种预成型的弯钢化玻璃辅助变弧设备.pdf
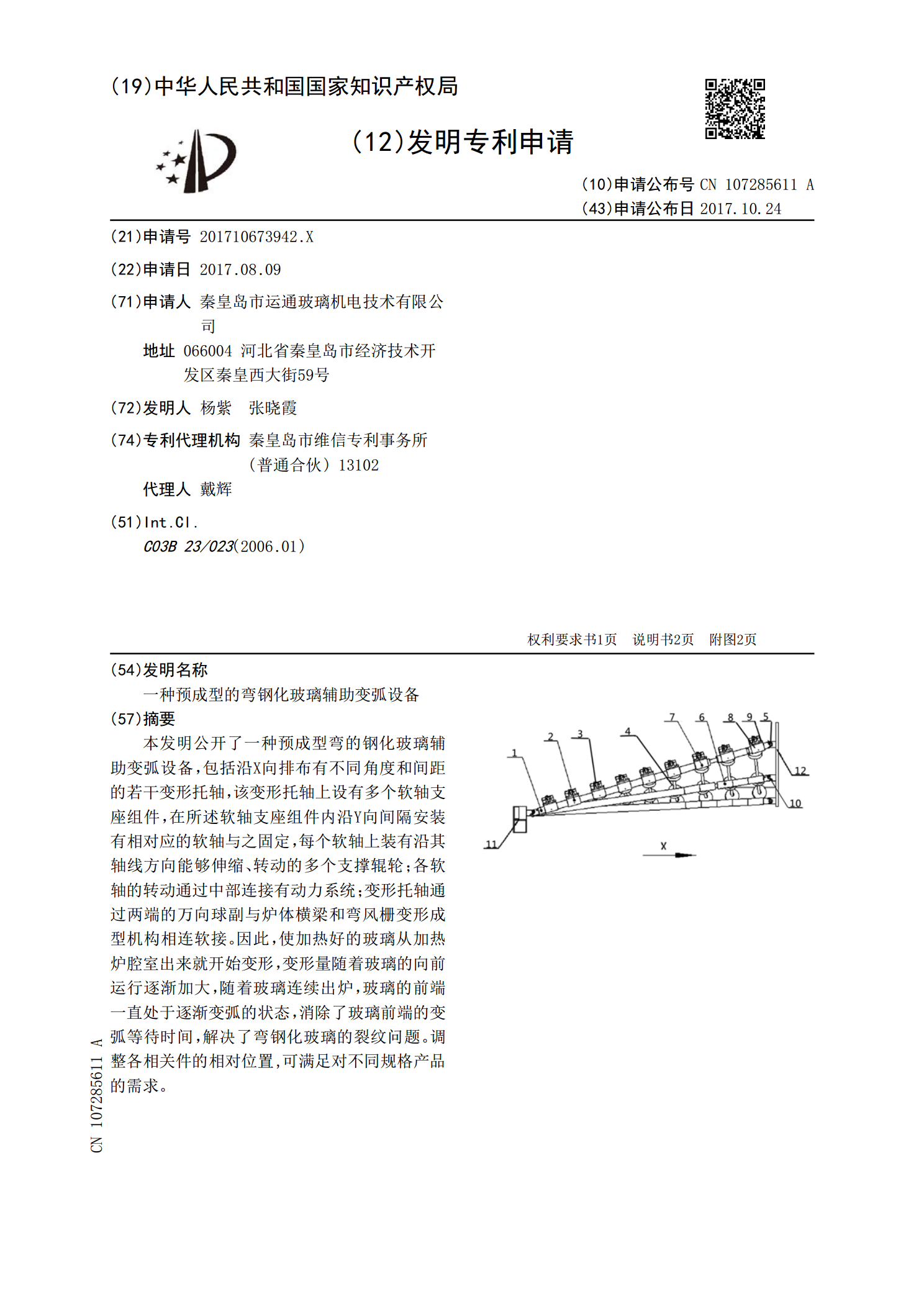
本发明公开了一种预成型弯的钢化玻璃辅助变弧设备,包括沿X向排布有不同角度和间距的若干变形托轴,该变形托轴上设有多个软轴支座组件,在所述软轴支座组件内沿Y向间隔安装有相对应的软轴与之固定,每个软轴上装有沿其轴线方向能够伸缩、转动的多个支撑辊轮;各软轴的转动通过中部连接有动力系统;变形托轴通过两端的万向球副与炉体横梁和弯风栅变形成型机构相连软接。因此,使加热好的玻璃从加热炉腔室出来就开始变形,变形量随着玻璃的向前运行逐渐加大,随着玻璃连续出炉,玻璃的前端一直处于逐渐变弧的状态,消除了玻璃前端的变弧等待时间,解
一种渐变成型的弯钢化玻璃变弧设备.pdf
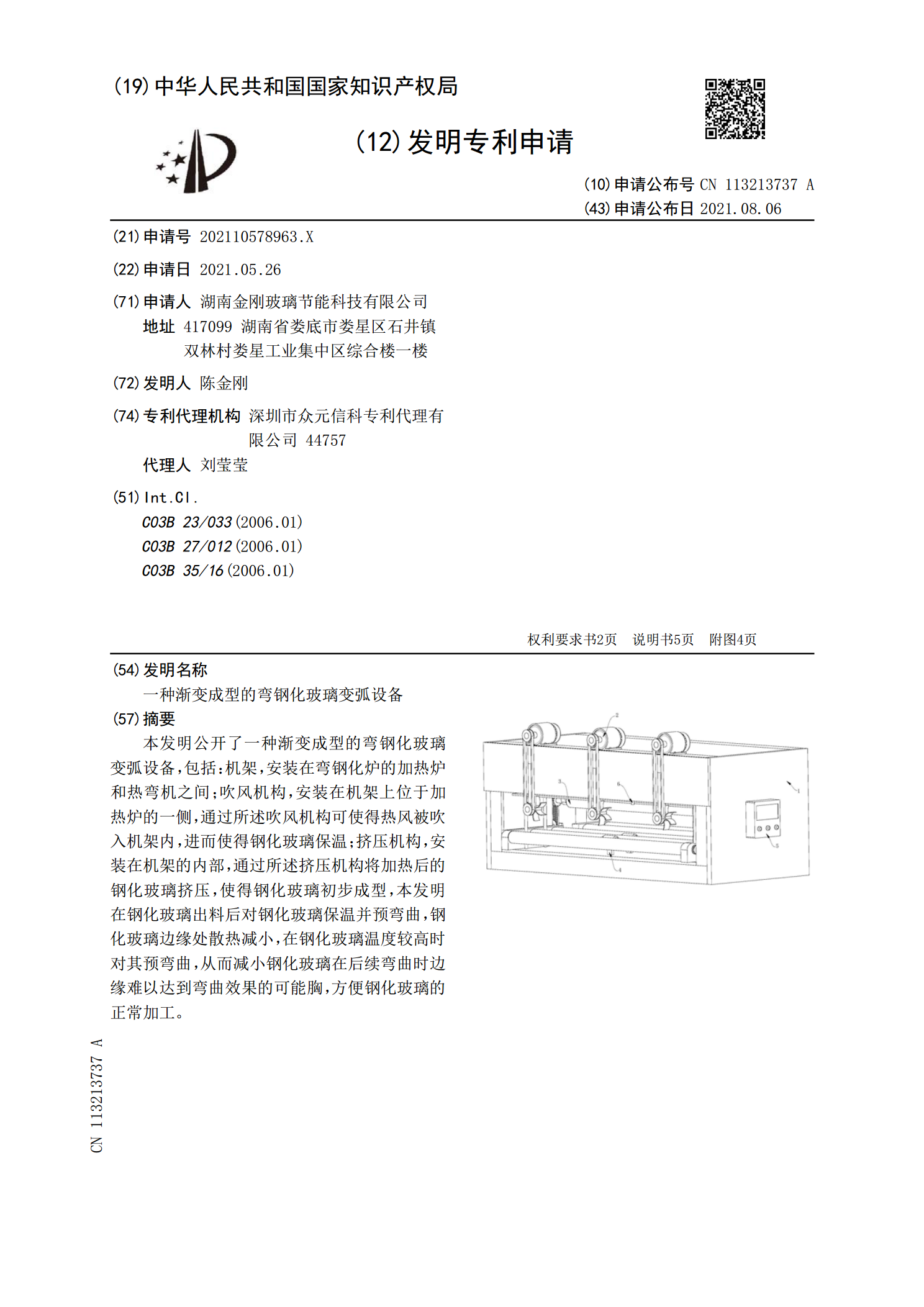
本发明公开了一种渐变成型的弯钢化玻璃变弧设备,包括:机架,安装在弯钢化炉的加热炉和热弯机之间;吹风机构,安装在机架上位于加热炉的一侧,通过所述吹风机构可使得热风被吹入机架内,进而使得钢化玻璃保温;挤压机构,安装在机架的内部,通过所述挤压机构将加热后的钢化玻璃挤压,使得钢化玻璃初步成型,本发明在钢化玻璃出料后对钢化玻璃保温并预弯曲,钢化玻璃边缘处散热减小,在钢化玻璃温度较高时对其预弯曲,从而减小钢化玻璃在后续弯曲时边缘难以达到弯曲效果的可能胸,方便钢化玻璃的正常加工。

一种渐变成型的弯钢化玻璃变弧设备.pdf
本发明公开了一种渐变成型的弯钢化玻璃变弧设备,包括机架,所述机架内固定连接有加热炉,且加热炉上方设置有软化段,所述软化段的一侧设置有弯化段,所述弯化段包括上边条和下边条,所述上边条和下边条的内壁均转动连接有多个弯化辊,所述机架的上端内壁设置有伺服电机,所述伺服电机的输出端与机架的内壁固定连接设置。本发明涉及化玻璃生产设备技术领域,通过设置弯化段,利用伺服电机带动绳轴旋转,通过拉动上边条和下边条折弯,从而在软化后的玻璃通过弯化段时,将玻璃折弯,从而制成弧形玻璃,并且在无需玻璃反复移动,缩短了玻璃占用辊道的时
全曲面钢化玻璃成型装置及钢化炉.pdf
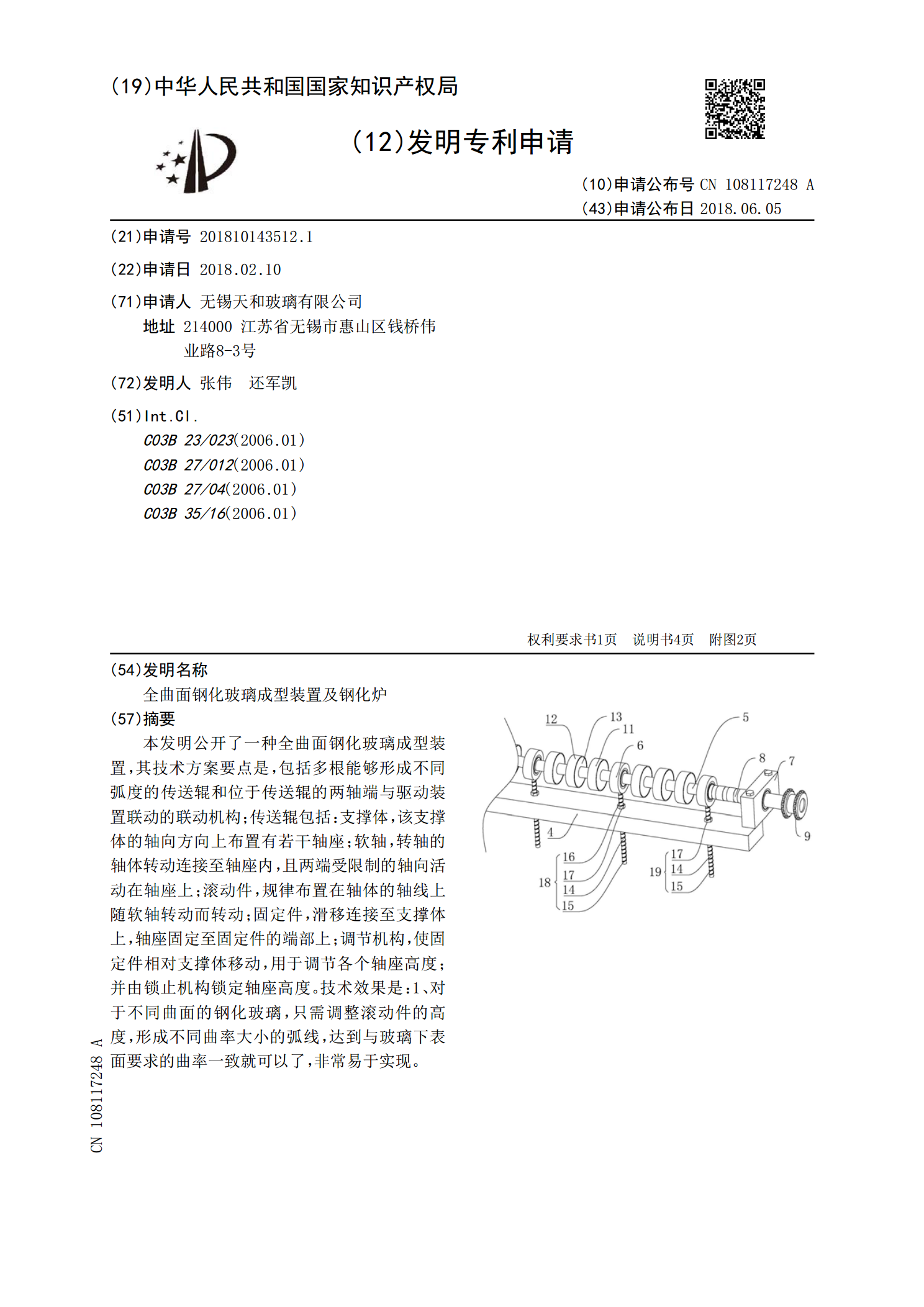
本发明公开了一种全曲面钢化玻璃成型装置,其技术方案要点是,包括多根能够形成不同弧度的传送辊和位于传送辊的两轴端与驱动装置联动的联动机构;传送辊包括:支撑体,该支撑体的轴向方向上布置有若干轴座;软轴,转轴的轴体转动连接至轴座内,且两端受限制的轴向活动在轴座上;滚动件,规律布置在轴体的轴线上随软轴转动而转动;固定件,滑移连接至支撑体上,轴座固定至固定件的端部上;调节机构,使固定件相对支撑体移动,用于调节各个轴座高度;并由锁止机构锁定轴座高度。技术效果是:1、对于不同曲面的钢化玻璃,只需调整滚动件的高度,形成不