
手表壳体制造方法.pdf

努力****晓骞

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
手表壳体制造方法.pdf
本发明公开了一种手表壳体制造方法,包括以下步骤:a.进料检验:检验原料,检查原料中的有害物质、元素含量和收缩率;b.注塑工艺:将原料放入注塑机中进行注塑,注塑完成后获得表壳毛坯品;c.催化脱脂工艺:将表壳毛坯品的表壳圆面朝上,摆放在高铝板上,然后在摆放到催化盘上,然后放入催化炉中,通酸一定时间,对表壳毛坯品进行催化;d.烧结工艺:将催化完成后的表壳毛坯品圆面朝上放置在高铝板上,通过连续炉烧结,烧结完成后得到手表壳体成品;e.整形检验包装工艺:对步骤d获得的手表壳体成品在整形机上进行整形,整形完成后检验包装

手表壳体加工方法以及手表壳体.pdf
本发明涉及一种手表壳体加工方法以及手表壳体,手表壳体由该方法加工而成,加工方法包括以下步骤:选择毛坯料;在所述毛坯料上加工内腔;在所述毛坯料上加工手表壳体的外部形状,所述外部形状包括第一加工面和第二加工面,所述第一加工面和所述第二加工面通过圆弧过渡,加工所述外部形状时,至少存在车刀沿着斜面走刀的步骤,以使沿着车刀的进给方向,车削掉的废料的厚度逐渐变薄。车刀沿着进给的方向车削的废料的厚度逐渐变薄,因此随着车刀逐渐伸入工件内部,车刀受到的阻力增加不会很大,进而减小了车刀的震动,最终使加工后的产品上不容易留下震

壳体及其制造方法.pdf
一种壳体,包括下壳及设置于下壳上的上壳,下壳包括连接面,上壳包括底面,下壳的连接面焊接固定于上壳的底面上,底面上对应连接面处开设有容纳槽,以容纳焊接过程中产生的熔渣。一种上述壳体的制造方法,包括以下步骤:提供两块板材分别成型得到上壳及下壳;在上壳的底面上对应于下壳的连接面的焊接处形成容纳槽;将上壳置于下壳上,使底面贴合连接面,并使容纳槽对准连接面;提供激光源,使激光源发出的激光束投射于底面与连接面之间,以将下壳与上壳焊接于一起。底面上开设容纳槽,使得将下壳焊接于上壳时,焊接过程中产生的熔渣可随熔体流入容纳

壳体及其制造方法.pdf
一种壳体,包括基体及形成在基体上的阳极氧化层,该基体上形成有若干盲孔,该阳极氧化层上开设有贯通其表面的通槽,所述若干盲孔分别与所述通槽连通,该壳体还包括粘结层及导电油墨层,该粘结层形成在通槽的槽壁及所述若干盲孔的孔壁上;所述导电油墨层形成于该粘结层上,并填充所述通槽和若干盲孔。本发明还提供一种所述壳体的制造方法。
电池壳体及电池壳体的制造方法.pdf
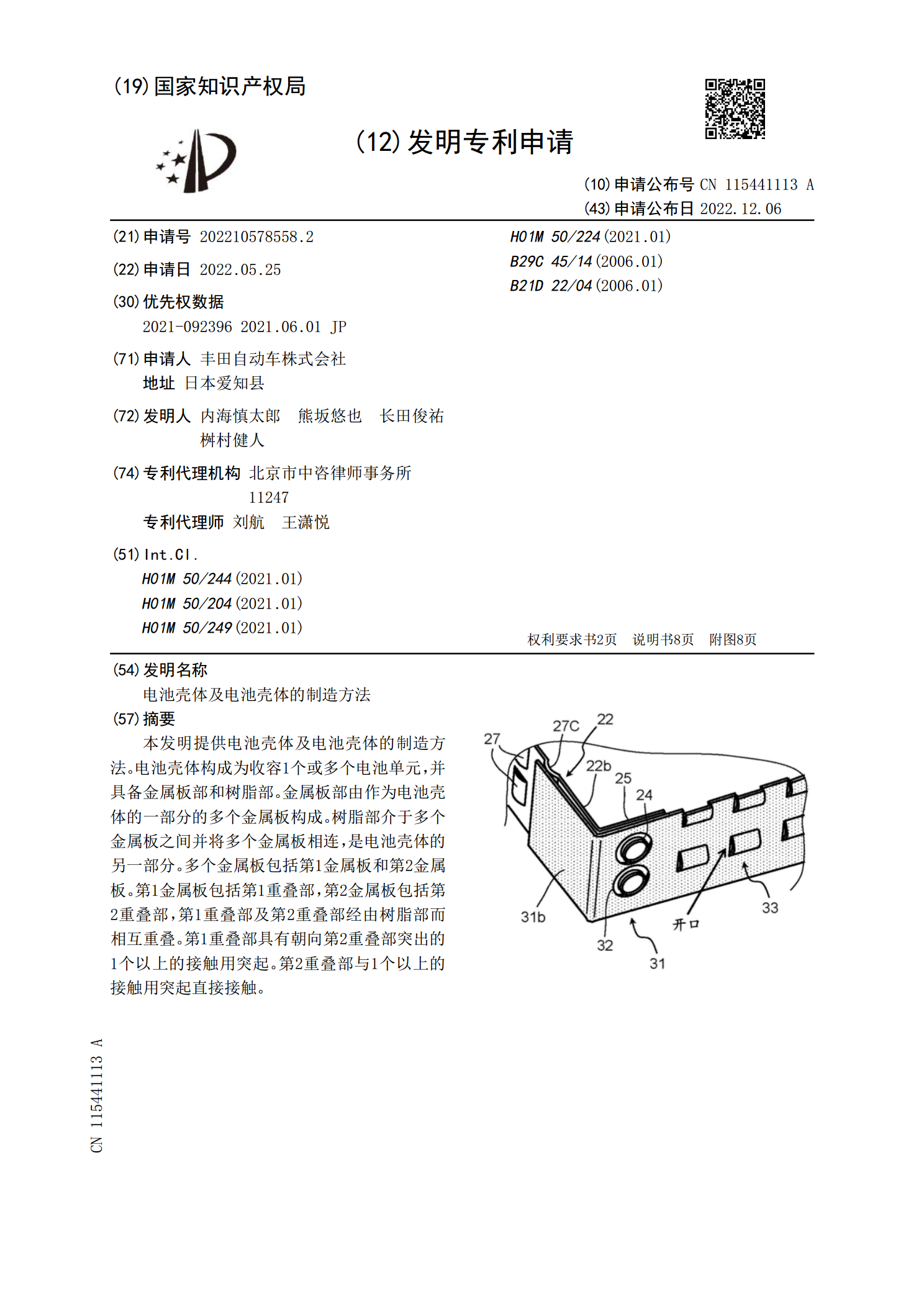
本发明提供电池壳体及电池壳体的制造方法。电池壳体构成为收容1个或多个电池单元,并具备金属板部和树脂部。金属板部由作为电池壳体的一部分的多个金属板构成。树脂部介于多个金属板之间并将多个金属板相连,是电池壳体的另一部分。多个金属板包括第1金属板和第2金属板。第1金属板包括第1重叠部,第2金属板包括第2重叠部,第1重叠部及第2重叠部经由树脂部而相互重叠。第1重叠部具有朝向第2重叠部突出的1个以上的接触用突起。第2重叠部与1个以上的接触用突起直接接触。