
GH864高温合金模锻方法.pdf

沛芹****ng

1/7

2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
GH864高温合金模锻方法.pdf
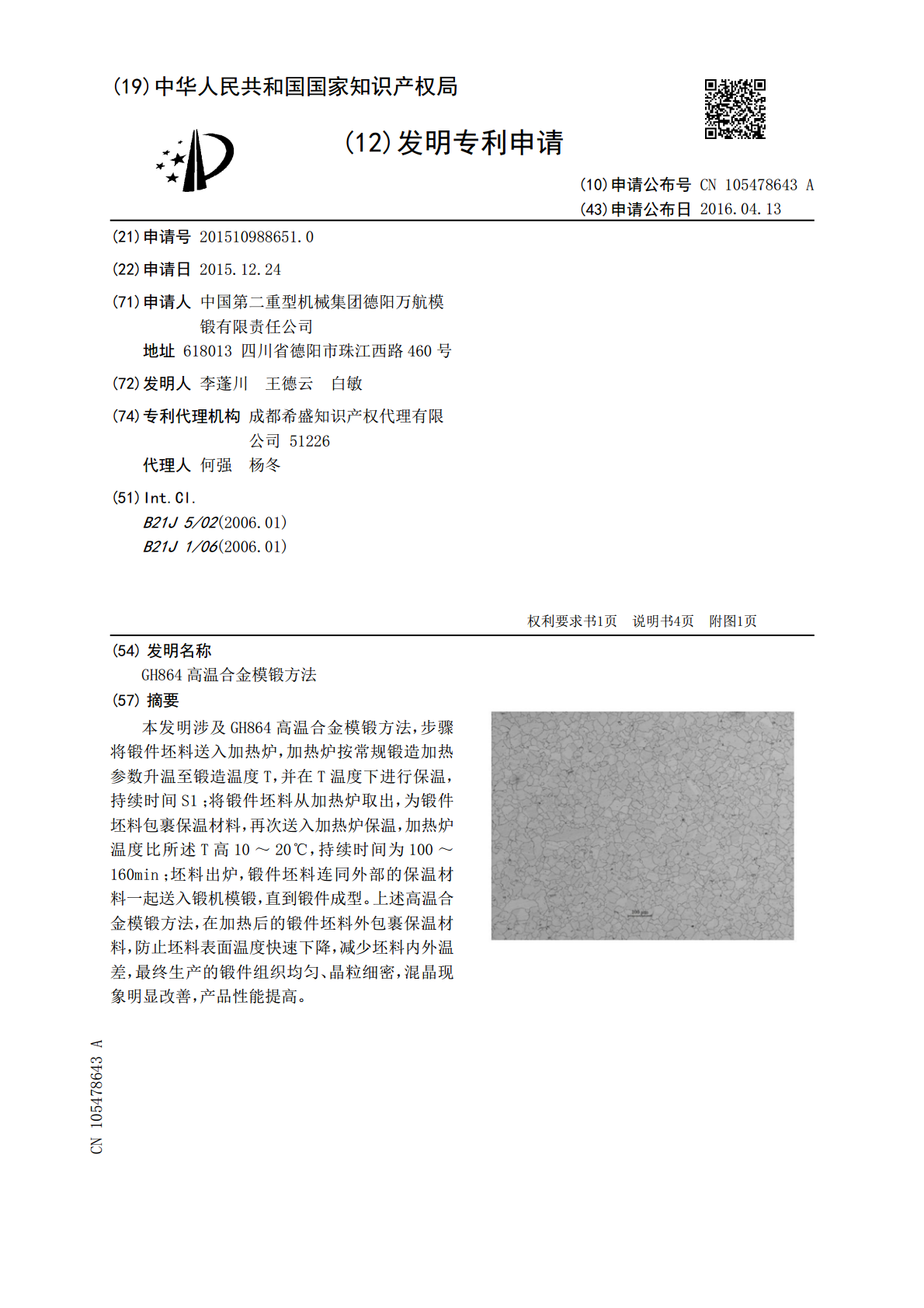
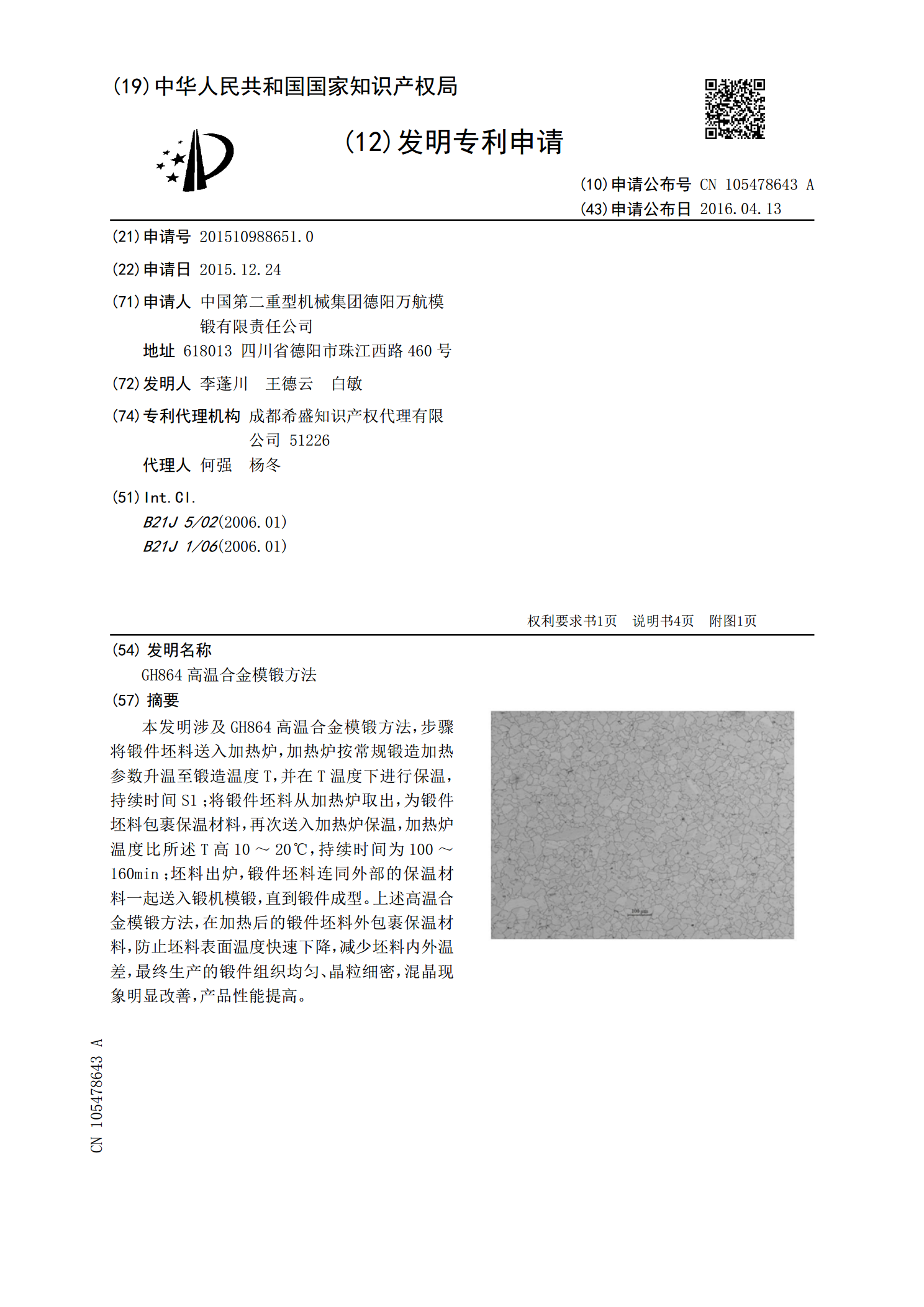
本发明涉及GH864高温合金模锻方法,步骤将锻件坯料送入加热炉,加热炉按常规锻造加热参数升温至锻造温度T,并在T温度下进行保温,持续时间S1;将锻件坯料从加热炉取出,为锻件坯料包裹保温材料,再次送入加热炉保温,加热炉温度比所述T高10~20℃,持续时间为100~160min;坯料出炉,锻件坯料连同外部的保温材料一起送入锻机模锻,直到锻件成型。上述高温合金模锻方法,在加热后的锻件坯料外包裹保温材料,防止坯料表面温度快速下降,减少坯料内外温差,最终生产的锻件组织均匀、晶粒细密,混晶现象明显改善,产品性能提高。
高温钛合金框模锻件整体成形方法.pdf
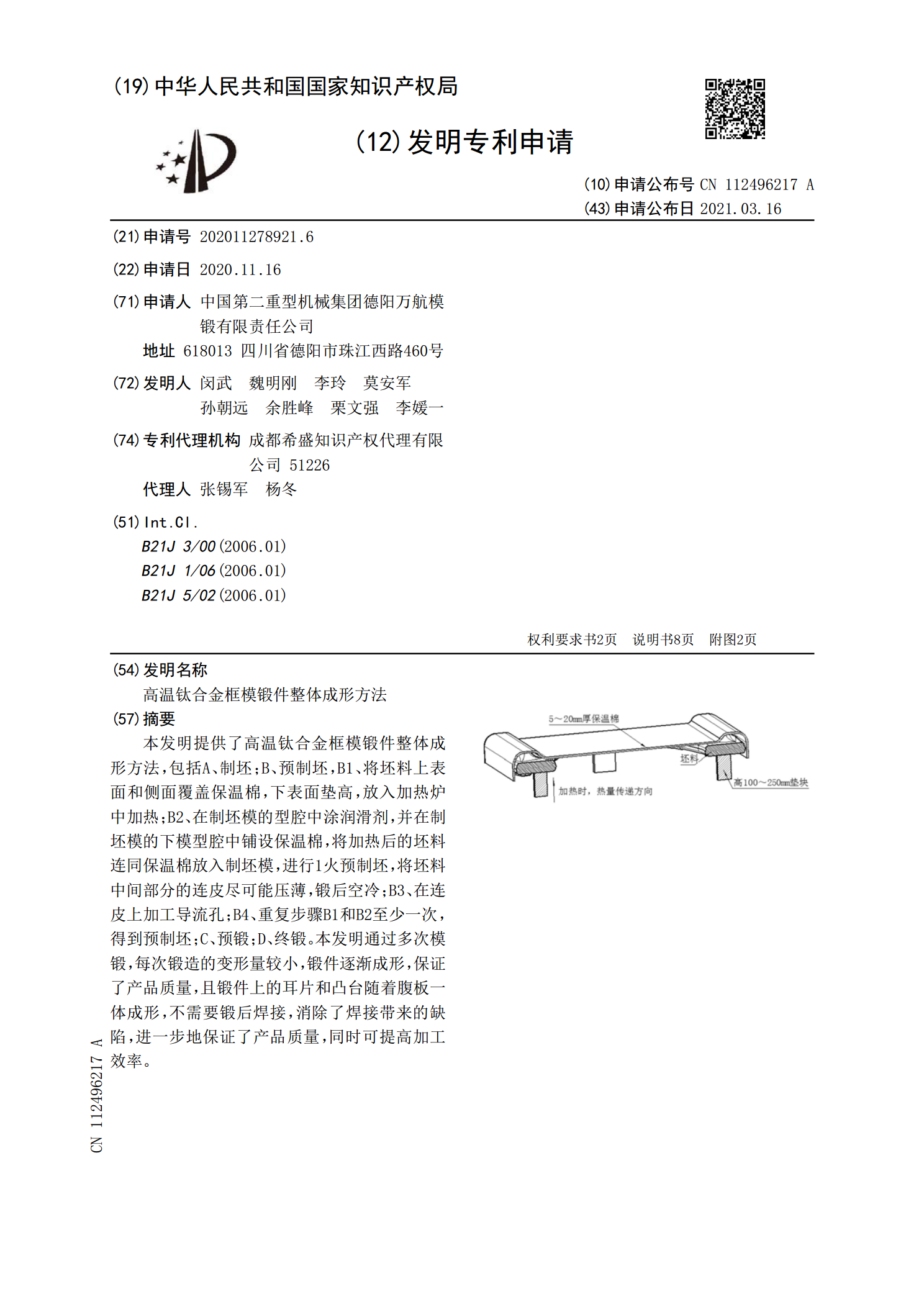
本发明提供了高温钛合金框模锻件整体成形方法,包括A、制坯;B、预制坯,B1、将坯料上表面和侧面覆盖保温棉,下表面垫高,放入加热炉中加热;B2、在制坯模的型腔中涂润滑剂,并在制坯模的下模型腔中铺设保温棉,将加热后的坯料连同保温棉放入制坯模,进行1火预制坯,将坯料中间部分的连皮尽可能压薄,锻后空冷;B3、在连皮上加工导流孔;B4、重复步骤B1和B2至少一次,得到预制坯;C、预锻;D、终锻。本发明通过多次模锻,每次锻造的变形量较小,锻件逐渐成形,保证了产品质量,且锻件上的耳片和凸台随着腹板一体成形,不需要锻后焊
一种高温合金盘件的模锻方法.pdf
本发明属于高温合金模锻技术领域,尤其涉及一种高温合金涡轮盘锻件组织和性能的热加工方法。本发明提出一种预成型模锻+扩孔+模锻的锻造方法,包括确定终锻所需荒形的规格和尺寸,终锻模具和预成型模锻模具的制备,预成型模锻,扩孔至终锻所需的荒形,终锻的过程;按照锻件形状确定环坯作为荒形;采用预成型模具完成钛合金棒材首火锻造,该火次合并了传统的镦饼、冲孔、马扩过程;去除与成型模锻后预成型锻件芯料;将预成型锻件直接扩孔,扩至终锻所需的荒形尺寸;终锻一火至成型。本发明避免高温合金涡轮盘锻件,较多火次、较小变形量制坯过程导致

高温合金GH4742涡轮盘锻件的模锻成型方法.pdf
本发明公开一种高温合金GH4742涡轮盘锻件的模锻成型方法,目的在于利用现有锻制设备,采用静压力一次压下成最终产品。本发明采用下述锻制工艺:⑴将钢锭加热,保温,扩散退火;⑵快锻机开坯:⑶开坯后下定尺料段,进行车光;⑷将车光料段加热;⑸将模具提前预热;⑹将加热后的料段放在模具型腔内;⑺控制压下速度,一次将料段压下,并充满模具;⑻将模锻后的涡轮盘锻件脱模,进行空冷,散放。本发明的有益效果在于:采用现有锻制设备、设计简单的模具;采取静压力一次模锻成型,解决了合金变形过程裂纹问题;锻造操作简便,控制准确、灵活,通

一种GH864镍基高温合金组织精确控制的热加工方法.pdf
本发明一种GH864镍基高温合金组织精确控制的热加工方法,属于镍基高温合金热加工领域,特别适用于难变形GH864合金热加工温度的确定。这种精确控制的热加工工艺特征为:确定GH864合金热变形的温度下限Tγ'和上限TMC。由每个炉批次不同成分,根据最佳热加工控制温度模型Tohw=Tγ'+n(TMC-Tγ'),即获得所对应的最佳热加工温度值。GH864合金的热加工方法,经本模型控制热加工温度,接着进行适当固溶及时效热处理,并保证温度及时间的最佳化。最后得到的热处理态GH864合金组织良好,晶粒度较为均匀和晶界