
高温钛合金框模锻件整体成形方法.pdf

傲丝****账号

1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高温钛合金框模锻件整体成形方法.pdf
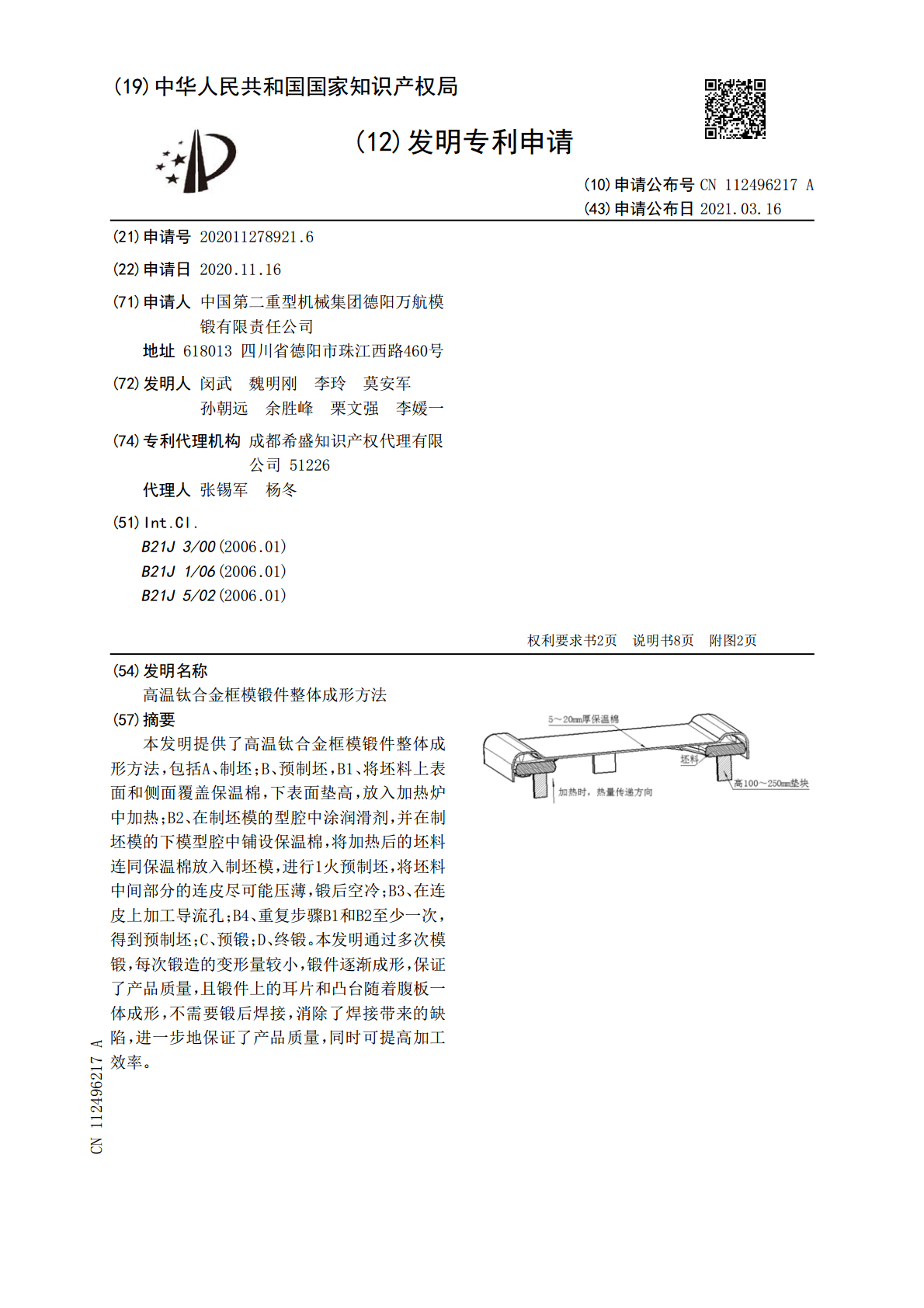
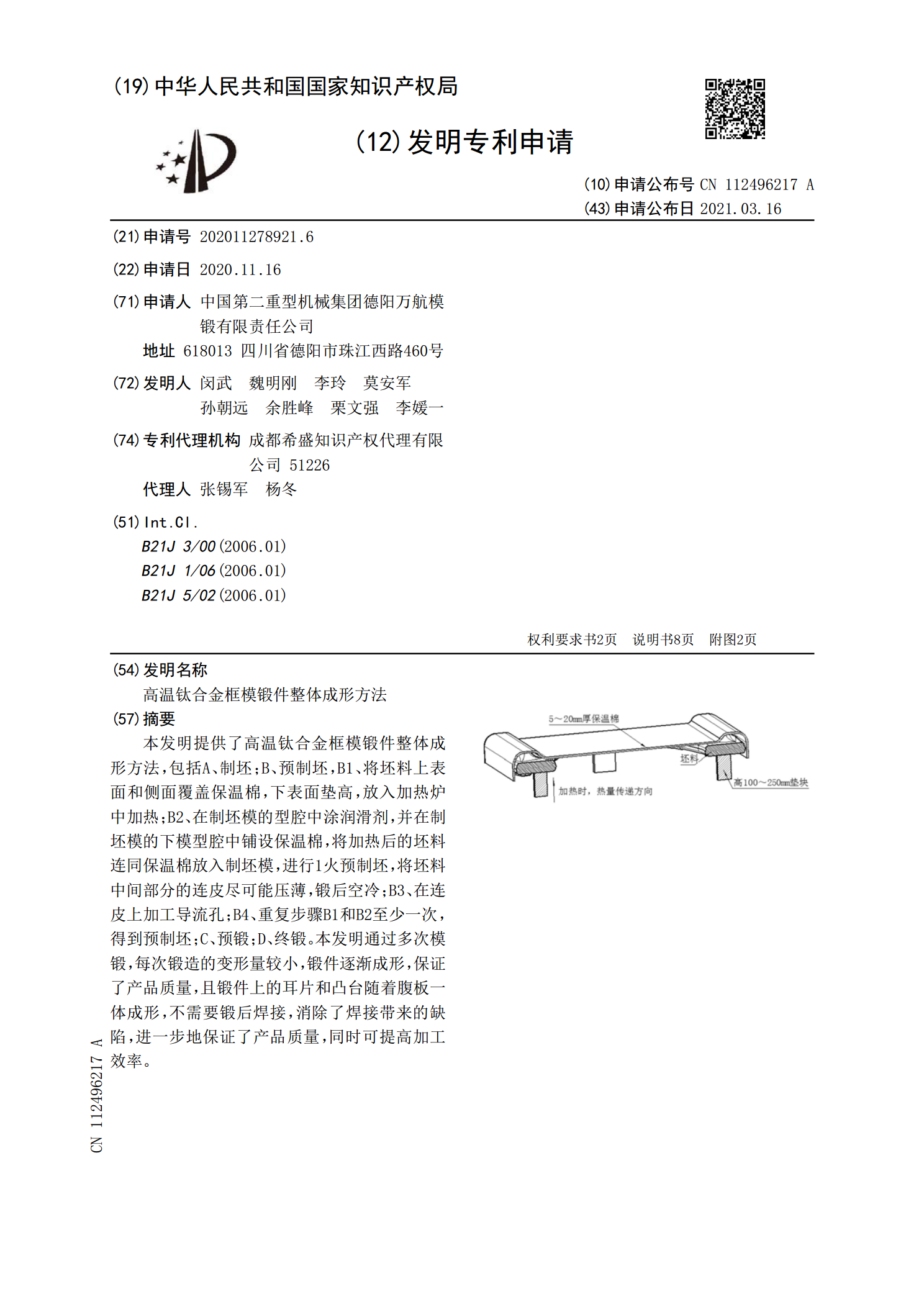
本发明提供了高温钛合金框模锻件整体成形方法,包括A、制坯;B、预制坯,B1、将坯料上表面和侧面覆盖保温棉,下表面垫高,放入加热炉中加热;B2、在制坯模的型腔中涂润滑剂,并在制坯模的下模型腔中铺设保温棉,将加热后的坯料连同保温棉放入制坯模,进行1火预制坯,将坯料中间部分的连皮尽可能压薄,锻后空冷;B3、在连皮上加工导流孔;B4、重复步骤B1和B2至少一次,得到预制坯;C、预锻;D、终锻。本发明通过多次模锻,每次锻造的变形量较小,锻件逐渐成形,保证了产品质量,且锻件上的耳片和凸台随着腹板一体成形,不需要锻后焊

钛合金复杂模锻件多向锻造成形方法.pdf
本发明公开了一种钛合金复杂模锻件多向锻造成形方法,其特征在于,采用多向锻造装置对钛合金复杂模锻件进行成形,使锻件垂直方向与水平方向同时变形,确保金属材料充分朝多个方向流动,使晶粒内部相互交错,破碎后,能够充分进行回复再结晶,从而达到细化晶粒,提高组织性能的目的。该方法适用于钛合金复杂模锻件多向锻造成形。

TA15钛合金整体框等温精密模锻件的试制研究.docx
TA15钛合金整体框等温精密模锻件的试制研究摘要:本文以TA15钛合金整体框等温精密模锻件的试制研究为研究点,详细介绍了TA15钛合金的特性,以及等温精密模锻工艺的基本原理和应用情况。针对TA15钛合金整体框的制造需求,本文设计了一种基于等温精密模锻工艺的制造方案,并进行了试制研究。试制结果表明,该方案可以满足TA15钛合金整体框的制造需求,具有很强的应用价值。关键词:TA15钛合金;整体框;等温精密模锻;试制研究;应用价值正文:1.引言TA15钛合金是一种高强度、高韧性、耐腐蚀性好的材料,在航空航天、船

特大型钛合金整框模锻件热成形用热包套工艺.pdf
本发明涉及大型模锻件的锻造领域,公开了一种特大型钛合金整框模锻件热成形用热包套工艺。该工艺采用包括如下步骤:预热坯料、涂刷防护润滑剂、加热坯料至锻造温度并保温、采用粘接剂将包套材料包裹于钛合金坯料外表面、热包套完成后将坯料重新装入电炉加热,加热至锻造温度后即可出炉锻造。该工艺操作简单,成本低廉,可以防止转运及生产过程中的坯料表面温度下降过快,确保模锻时坯料处于较高的始锻温度,有利于锻件的材料流动,有利于降低设备吨位,可以解决目前特大型钛合金整框模锻件生产中锻件充满不佳及组织性能不均匀的问题。

一种钛合金卡箍类模锻件的成形方法.pdf
本发明的目的在于解决现有技术中存在的问题,提供了一种钛合金卡箍类模锻件的成形方法,属于钛合金材料锻造领域。该方法将钛合金菱形荒坯经过清理表面缺陷,于加热炉中加热至930~950℃并保温0.5~2h后,在自由锻机进行冲孔,得到中心有通孔的菱形荒坯;将中心有通孔的菱形荒坯置于锻模内,用模锻锻机锻造成卡箍类模锻件,再经切边工序、冲孔工序获得最终产品。该方法极大降低了模锻所需的成形载荷,提高了模具寿命,同时降低了贵重原材料的消耗,保证了钛合金锻件质量。