
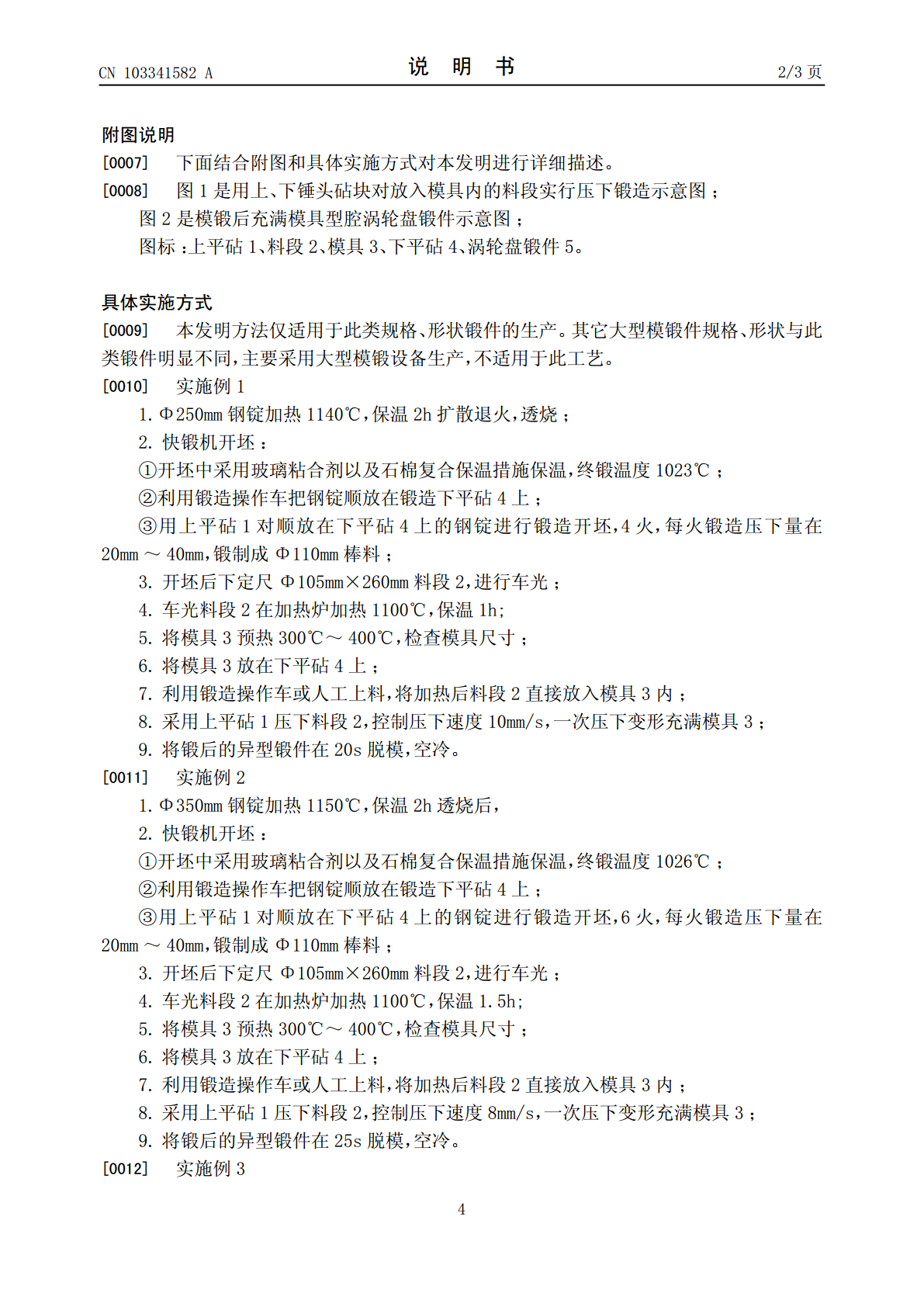
高温合金GH4742涡轮盘锻件的模锻成型方法.pdf

努力****弘毅


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高温合金GH4742涡轮盘锻件的模锻成型方法.pdf
本发明公开一种高温合金GH4742涡轮盘锻件的模锻成型方法,目的在于利用现有锻制设备,采用静压力一次压下成最终产品。本发明采用下述锻制工艺:⑴将钢锭加热,保温,扩散退火;⑵快锻机开坯:⑶开坯后下定尺料段,进行车光;⑷将车光料段加热;⑸将模具提前预热;⑹将加热后的料段放在模具型腔内;⑺控制压下速度,一次将料段压下,并充满模具;⑻将模锻后的涡轮盘锻件脱模,进行空冷,散放。本发明的有益效果在于:采用现有锻制设备、设计简单的模具;采取静压力一次模锻成型,解决了合金变形过程裂纹问题;锻造操作简便,控制准确、灵活,通

GH4169合金涡轮盘模锻件工艺成型研究的中期报告.docx
GH4169合金涡轮盘模锻件工艺成型研究的中期报告I.研究背景涡轮盘是航空发动机的重要部件之一,其材料需要具备高温下的良好耐腐蚀和高强度等特点。GH4169合金是一种具备以上特点的高温合金,因此被广泛用于涡轮盘等高端航空部件中。涡轮盘的制造工艺一般采用模锻工艺,具有高密度、高强度和低缺陷率等优点。本研究旨在探究GH4169合金涡轮盘模锻件的工艺成型,为优化工艺提供理论基础。II.研究内容1.GH4169合金的力学性能和变形能力测试本研究首先对GH4169合金进行了力学性能测试,并通过模拟实验研究了其变形能
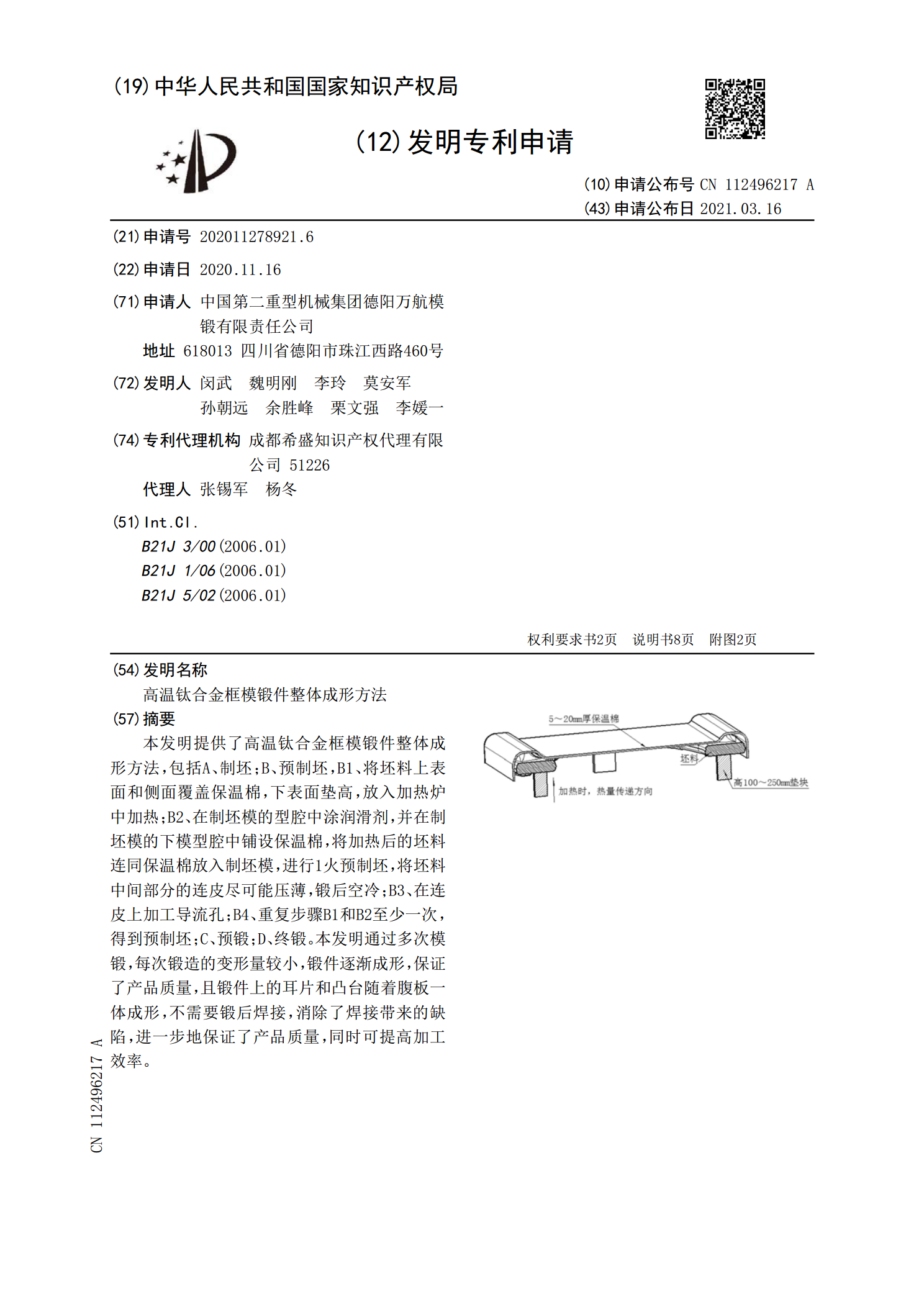
高温钛合金框模锻件整体成形方法.pdf
本发明提供了高温钛合金框模锻件整体成形方法,包括A、制坯;B、预制坯,B1、将坯料上表面和侧面覆盖保温棉,下表面垫高,放入加热炉中加热;B2、在制坯模的型腔中涂润滑剂,并在制坯模的下模型腔中铺设保温棉,将加热后的坯料连同保温棉放入制坯模,进行1火预制坯,将坯料中间部分的连皮尽可能压薄,锻后空冷;B3、在连皮上加工导流孔;B4、重复步骤B1和B2至少一次,得到预制坯;C、预锻;D、终锻。本发明通过多次模锻,每次锻造的变形量较小,锻件逐渐成形,保证了产品质量,且锻件上的耳片和凸台随着腹板一体成形,不需要锻后焊
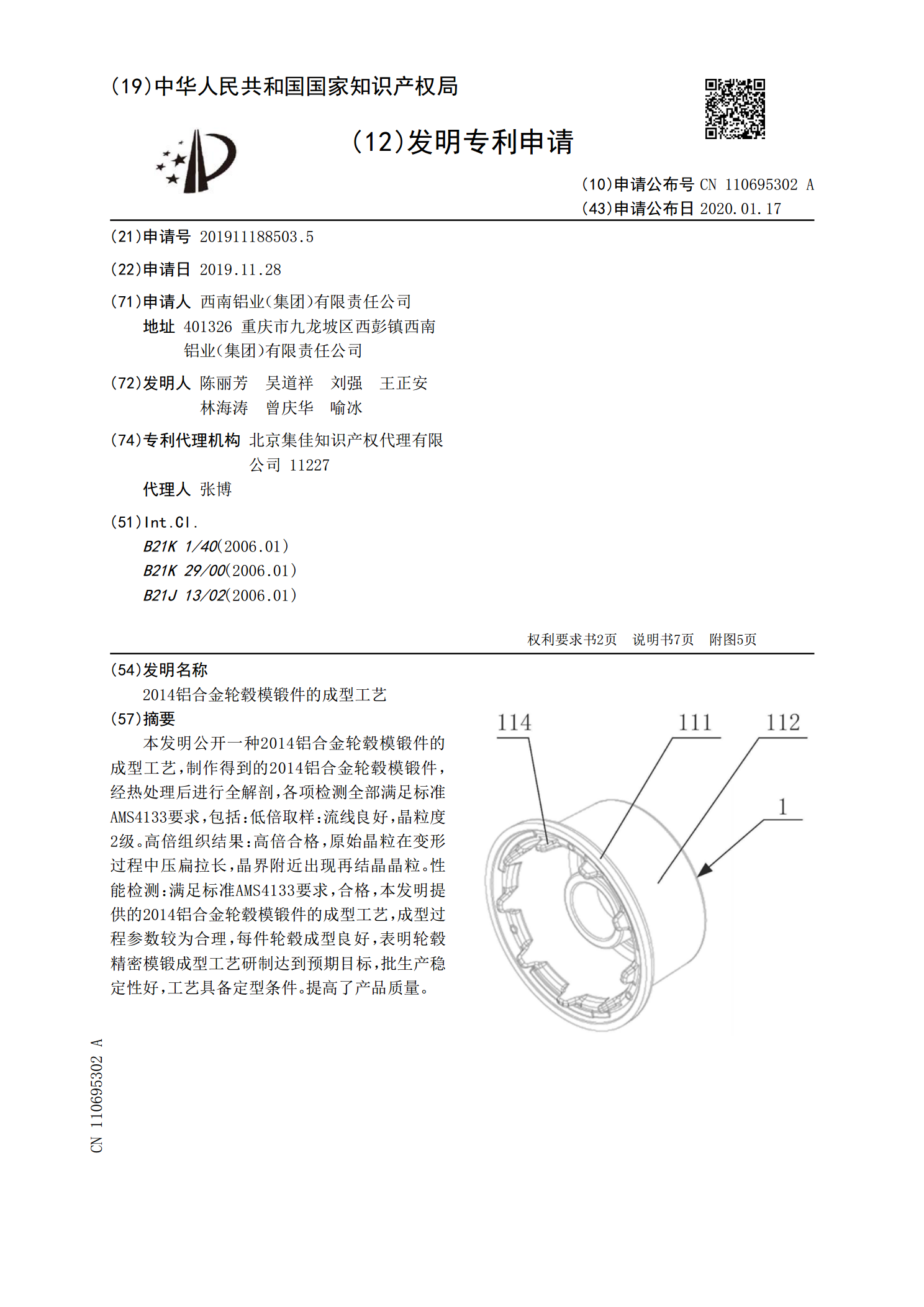
2014铝合金轮毂模锻件的成型工艺.pdf
本发明公开一种2014铝合金轮毂模锻件的成型工艺,制作得到的2014铝合金轮毂模锻件,经热处理后进行全解剖,各项检测全部满足标准AMS4133要求,包括:低倍取样:流线良好,晶粒度2级。高倍组织结果:高倍合格,原始晶粒在变形过程中压扁拉长,晶界附近出现再结晶晶粒。性能检测:满足标准AMS4133要求,合格,本发明提供的2014铝合金轮毂模锻件的成型工艺,成型过程参数较为合理,每件轮毂成型良好,表明轮毂精密模锻成型工艺研制达到预期目标,批生产稳定性好,工艺具备定型条件。提高了产品质量。

一种铝合金模锻件制备方法.pdf
本发明一种铝合金模锻件制备方法,属于铝合金热加工工艺。本发明解决了现有大型模锻件在制备过程中由于变形程度不同带来的组织、性能均匀性的差异问题。本发明将轧制后/挤压后/初步锻压后制备的坯材,冷却至室温后,重新加热到一定温度下保温一段时间,然后进行一定量变形量的变形。变形完毕后的坯料进行高温保温后,随炉降温至锻造温度进行模锻至最终所需的形状。本发明在坯料制备过程中引入一定量的中温变形,结合后续的高温加热处理,可以使坯料发生一定程度的再结晶,消除坯料中的部分组织缺陷,同时,改善坯料不同方向上组织及性能的差异性,