
一种含硼高碳锯片用钢及其制造方法.pdf

书生****文章

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含硼高碳锯片用钢及其制造方法.pdf
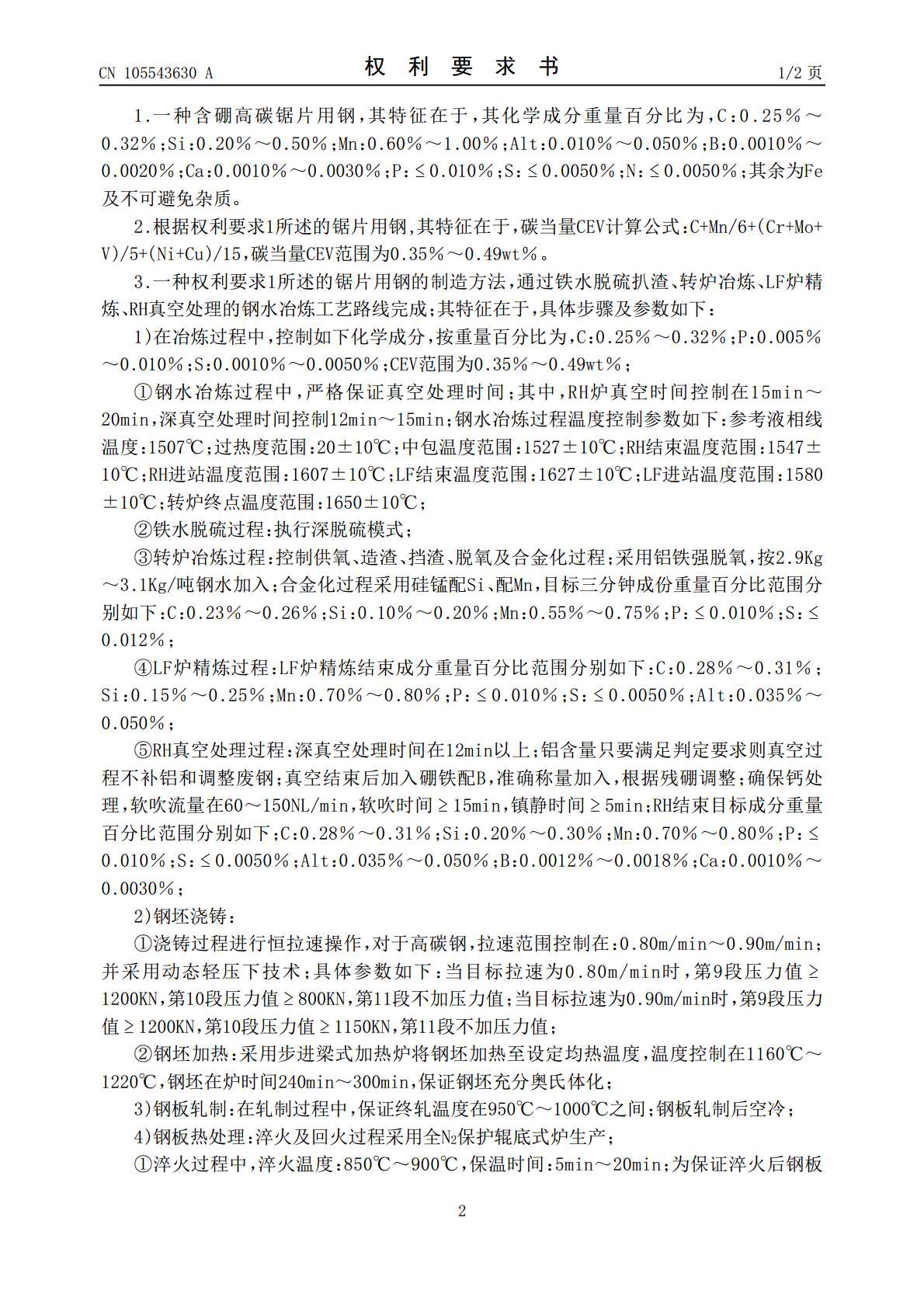
一种含硼高碳锯片用钢及其制造方法,属于锯片用钢技术领域。其化学成分重量百分比为,C:0.25%~0.32%;Si:0.20%~0.50%;Mn:0.60%~1.00%;Alt:0.010%~0.050%;B:0.0010%~0.0020%;Ca:0.0010%~0.0030%;P:≤0.010%;S:≤0.0050%;N:≤0.0050%;碳当量CEV范围为0.35%~0.49%,其余为Fe及不可避免杂质;通过铁水脱硫扒渣、转炉冶炼、LF炉精炼、RH真空处理的钢水冶炼工艺路线完成。优点在于:质量良好,综合
中碳高速切割锯片基体钢及其制造方法.pdf
本发明公开了一种中碳高速切割锯片基体钢及其制造方法,该钢中各组分的重量百分比为:C:0.20~0.40、Si:0.10~0.30、Mn:0.45~0.63、P≤0.010、S≤0.005、Ti:0.008~0.020、Cr:0.80~1.20、N≤0.005、Al:0.020~0.050,Ni:0.10~0.20、V:0.030~0.050,其余为Fe及不可避免的夹杂,而且,Als/N≥3.0,Mn+Cr=1.45~1.85。其制造方法包括铁水脱硫、转炉冶炼、真空处理、连铸、热连轧、冷却、卷取、开平、淬火
一种高碳锰铬锯片钢及其生产方法.pdf
本发明公开一种高碳锰铬锯片钢及其生产方法,其中公开的高碳锰铬锯片钢的化学成分按质量百分比包括:C:0.71‑0.82%,Si:0.20‑0.30%,Mn:0.62‑1.21%,Cr:0.20‑0.80%,Al:0.02‑0.08%,O≤0.0015%,P≤0.020%,S≤0.012%,其余为Fe和不可避免的杂质。公开的生产方法中在LF精炼炉采用高碱度精炼渣系及有铝脱氧工艺,最终生产获得一种抗拉强度≥1000MPa,延伸率A≥12%的高碳锰铬锯片钢,可用于切割木材及大理石等材料。

一种撑断连杆用高碳非调质钢及其制造方法.pdf
本发明公开了一种撑断连杆用高碳非调质钢及其制造方法,其化学元素(wt.%)为:C:0.65%-0.85%,Si:0.15%-0.25%,Mn:0.50%-0.60%,P:0.010%-0.045%,S:0.060%-0.070%,Cr:0.10%-0.20%,Ni:0.55%-0.80%,V:0.03%-0.04%,W:0.10%-0.20%,N:0.0120%-0.0160%,Re:0.0001-0.0004%;余量为Fe以及不可避免杂质。本发明所公开的撑断连杆用高碳非调质钢的制造方法,其包括步骤:电炉
一种高碳锯片用冷轧钢带的生产方法.pdf
本发明涉及一种高碳锯片用冷轧钢带的生产方法,工艺过程包括钢水冶炼、连铸、热轧、罩式炉一次退火、酸轧联合机组轧制、罩式炉二次退火和可逆轧机轧制:具体包括:1)钢水化学成分控制;2)热轧工艺参数控制:3)罩式炉一次退火工艺参数控制:4)酸轧联合机组轧制过程冷轧一次压下率控制:5)罩式炉二次退火工艺参数控制:6)可逆轧机轧制二次压下率控制:本发明通过调整工艺过程和参数,消除了冷轧钢带断带现象,提高了成材率;同时同一钢卷的屈服强度相差小于30MPa,完全满足使用要求。