
中碳高速切割锯片基体钢及其制造方法.pdf

青团****青吖

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
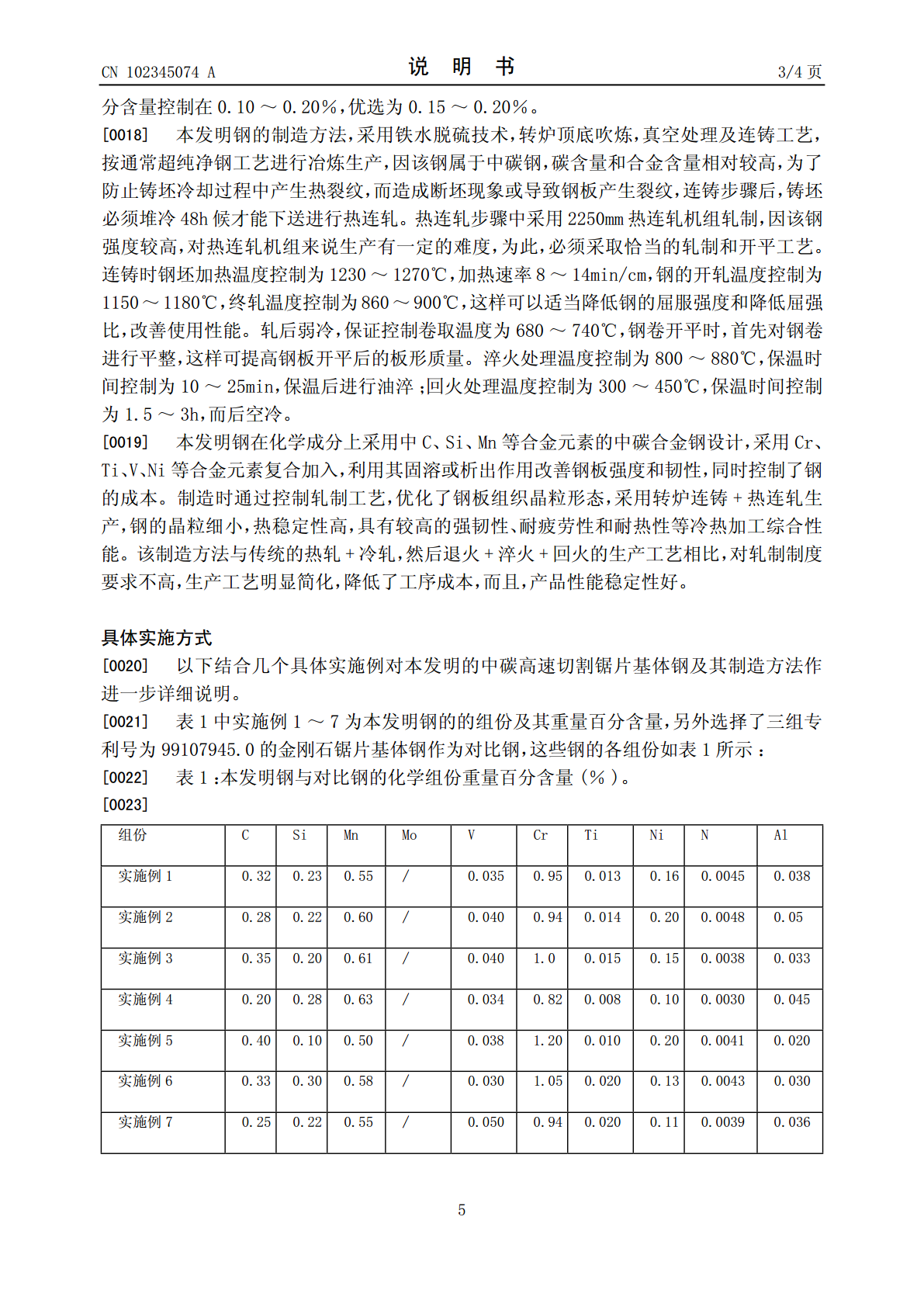
中碳高速切割锯片基体钢及其制造方法.pdf
本发明公开了一种中碳高速切割锯片基体钢及其制造方法,该钢中各组分的重量百分比为:C:0.20~0.40、Si:0.10~0.30、Mn:0.45~0.63、P≤0.010、S≤0.005、Ti:0.008~0.020、Cr:0.80~1.20、N≤0.005、Al:0.020~0.050,Ni:0.10~0.20、V:0.030~0.050,其余为Fe及不可避免的夹杂,而且,Als/N≥3.0,Mn+Cr=1.45~1.85。其制造方法包括铁水脱硫、转炉冶炼、真空处理、连铸、热连轧、冷却、卷取、开平、淬火
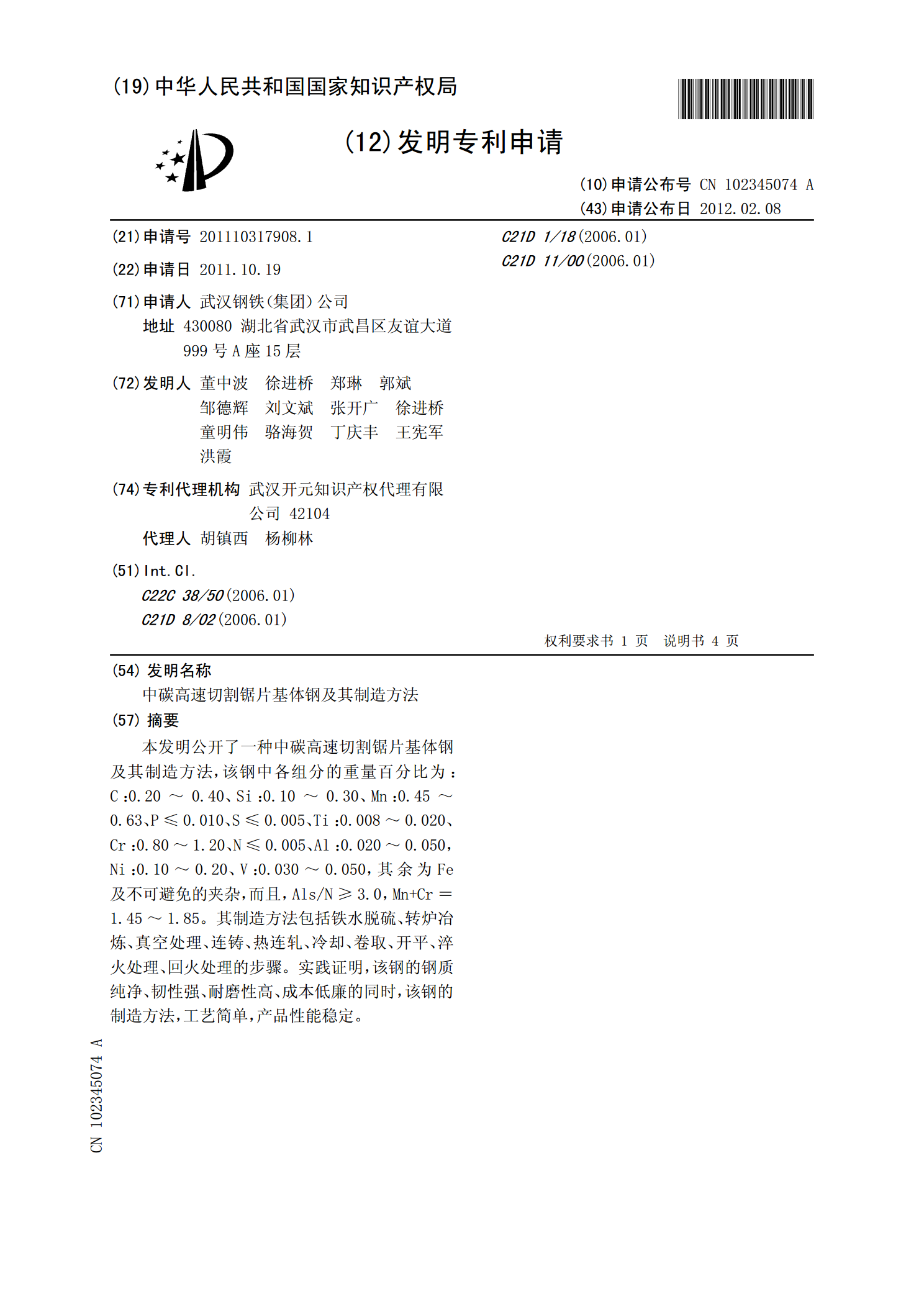
一种含硼高碳锯片用钢及其制造方法.pdf
一种含硼高碳锯片用钢及其制造方法,属于锯片用钢技术领域。其化学成分重量百分比为,C:0.25%~0.32%;Si:0.20%~0.50%;Mn:0.60%~1.00%;Alt:0.010%~0.050%;B:0.0010%~0.0020%;Ca:0.0010%~0.0030%;P:≤0.010%;S:≤0.0050%;N:≤0.0050%;碳当量CEV范围为0.35%~0.49%,其余为Fe及不可避免杂质;通过铁水脱硫扒渣、转炉冶炼、LF炉精炼、RH真空处理的钢水冶炼工艺路线完成。优点在于:质量良好,综合
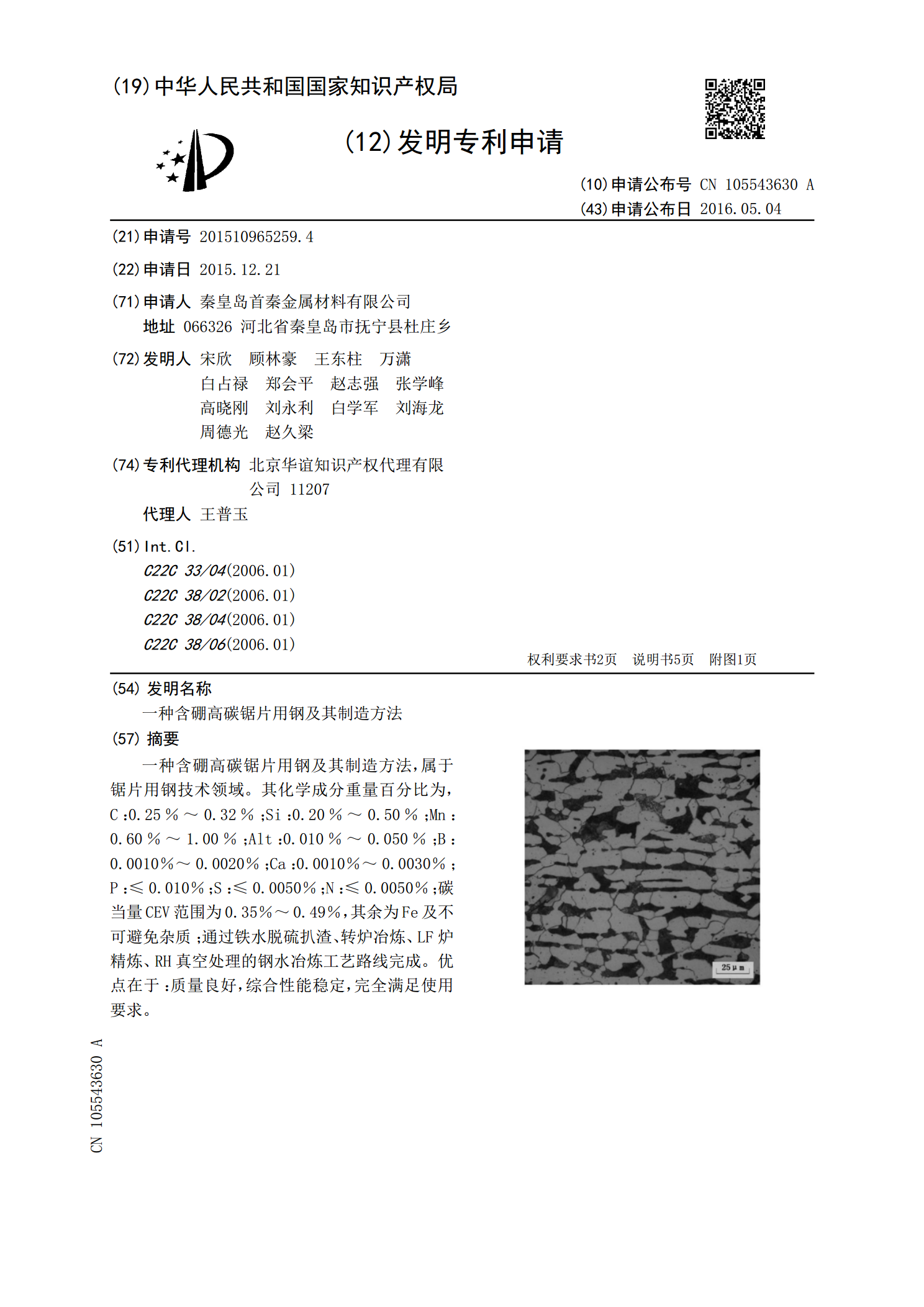
一种锯片基体用钢中氮的控制方法.pdf
一种锯片基体用钢中氮的控制方法:铁水进行脱硫及扒渣;转炉冶炼;当出钢到钢水总量的1/4时,加入锰铁、硅铁、铬铁、碳粉;并搅拌至出钢结束;氩站进行处理;LF炉精炼,并加入铝线或铝丸,N的含量小于55PPm;在氩气保护下进行浇铸。本发明打破了传统的定式思维,改变了在合金化过程中的合金加入顺序及流程,即在前期转炉出钢过程中不用Al-Fe、Al合金化脱氧,改为在LF炉后期加铝方式。其加铝方式能使铝的用量比在转炉出钢的合金化中的用量能减少15%左右,不仅满足了要求,且降低了生产成本,更主要是钢中的氮含量小于50pp
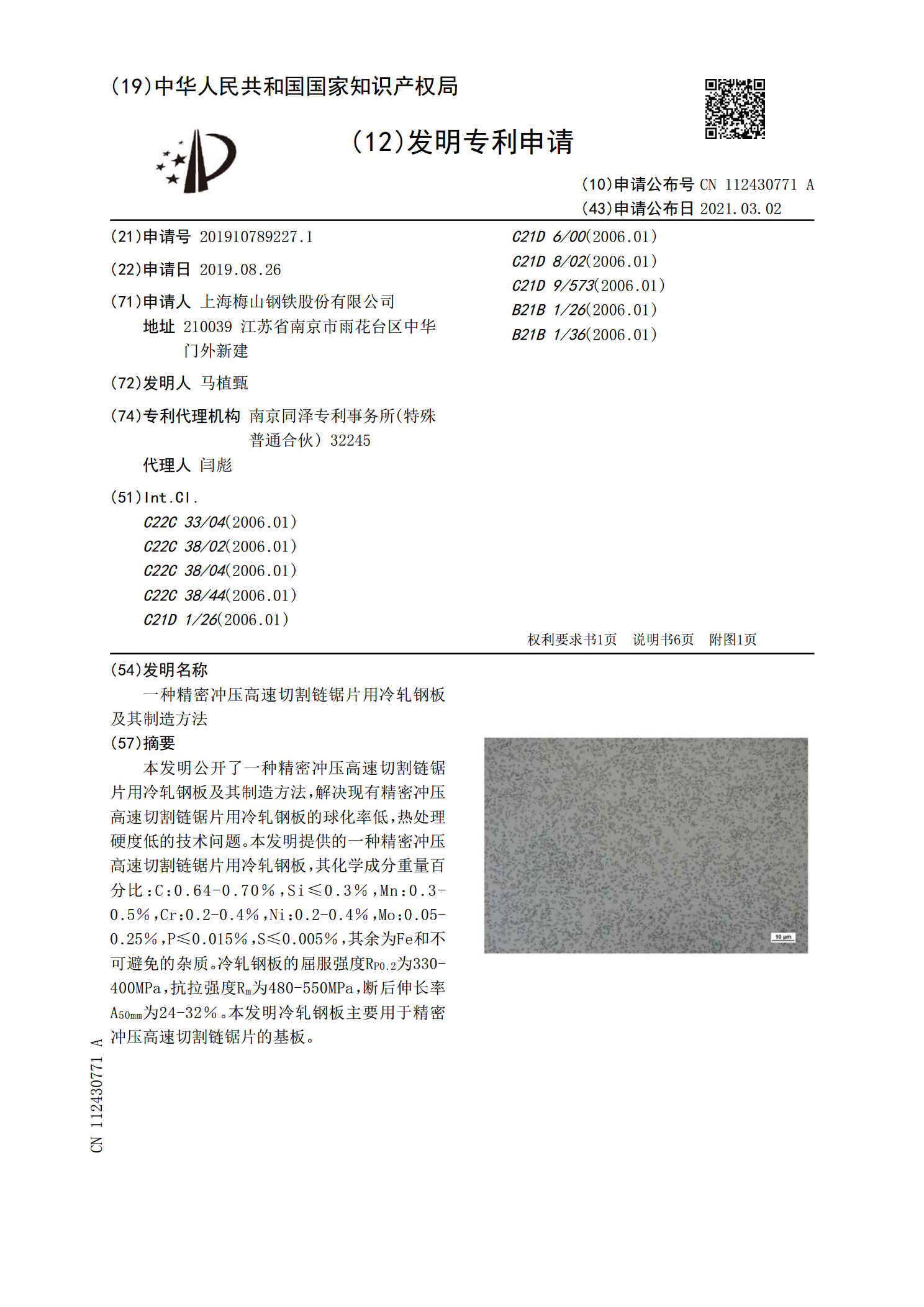
一种精密冲压高速切割链锯片用冷轧钢板及其制造方法.pdf
本发明公开了一种精密冲压高速切割链锯片用冷轧钢板及其制造方法,解决现有精密冲压高速切割链锯片用冷轧钢板的球化率低,热处理硬度低的技术问题。本发明提供的一种精密冲压高速切割链锯片用冷轧钢板,其化学成分重量百分比:C:0.64‑0.70%,Si≤0.3%,Mn:0.3‑0.5%,Cr:0.2‑0.4%,Ni:0.2‑0.4%,Mo:0.05‑0.25%,P≤0.015%,S≤0.005%,其余为Fe和不可避免的杂质。冷轧钢板的屈服强度R
一种高碳锰铬锯片钢及其生产方法.pdf
本发明公开一种高碳锰铬锯片钢及其生产方法,其中公开的高碳锰铬锯片钢的化学成分按质量百分比包括:C:0.71‑0.82%,Si:0.20‑0.30%,Mn:0.62‑1.21%,Cr:0.20‑0.80%,Al:0.02‑0.08%,O≤0.0015%,P≤0.020%,S≤0.012%,其余为Fe和不可避免的杂质。公开的生产方法中在LF精炼炉采用高碱度精炼渣系及有铝脱氧工艺,最终生产获得一种抗拉强度≥1000MPa,延伸率A≥12%的高碳锰铬锯片钢,可用于切割木材及大理石等材料。