
一种反击破高铬板锤的制备方法.pdf

努力****向丝


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种反击破高铬板锤的制备方法.pdf
本发明公开了一种反击破高铬板锤的制备方法,采用水玻璃砂型铸造工艺生产,包括以下步骤:在板锤的浇注系统中加入过滤组件;钢水炉前变质处理,浇注孕育处理;型腔内放置内冷铁骨架,型腔处放置外冷铁。采用以上综合工艺,彻底解决了板锤在使用过程中经常断裂的问题,耐磨性能明显提高。成本下降3000元/吨左右。本发明开辟了在反击破高铬板锤制作工艺过程中使用过滤装置的先例,有效的净化了钢水;采用本发明工艺,晶粒明显细化,耐磨性能提高20-40%,冲击功是原来3~4倍,达到8~16J。
一种半固态挤压过共晶高铬板锤.pdf
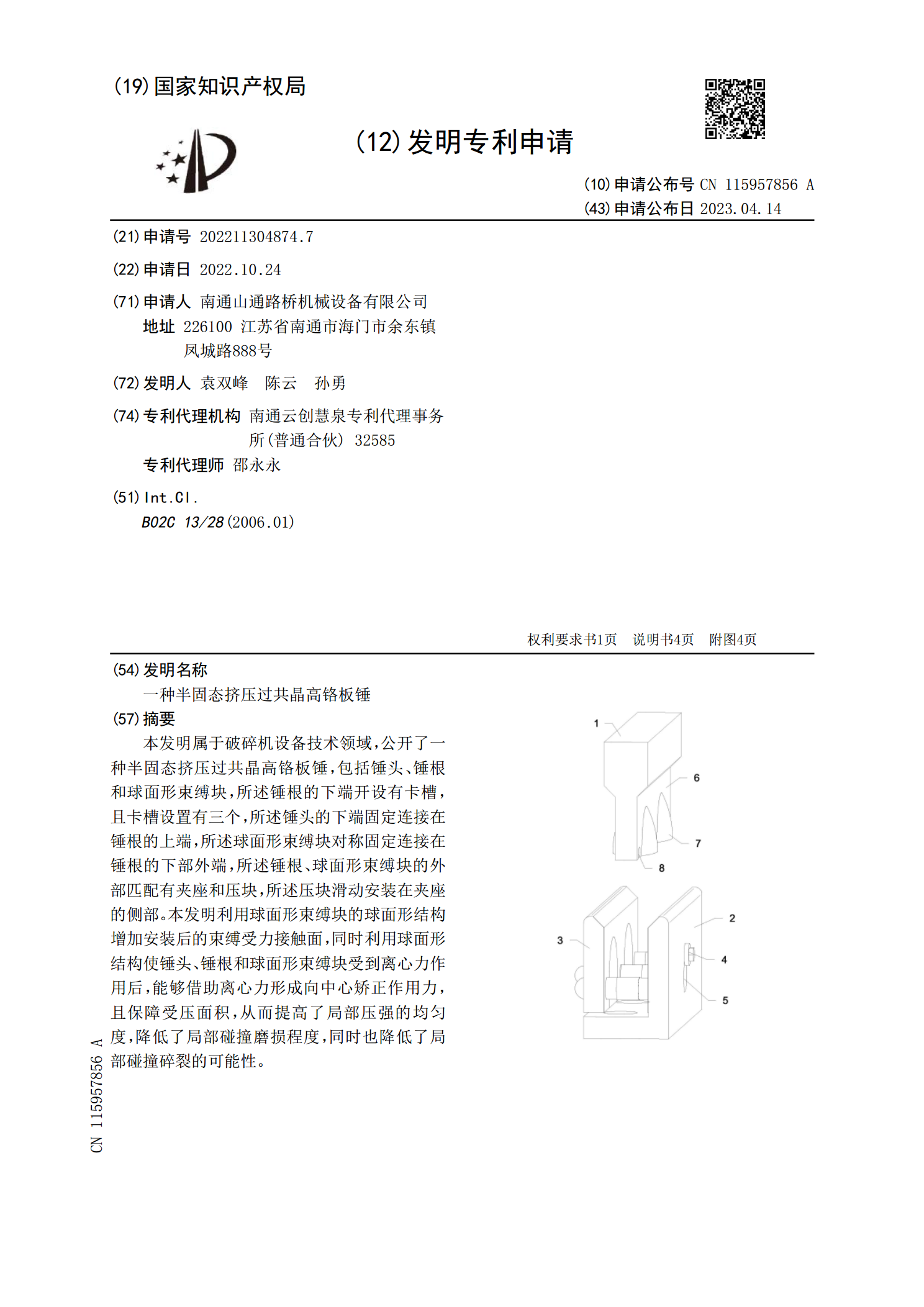
本发明属于破碎机设备技术领域,公开了一种半固态挤压过共晶高铬板锤,包括锤头、锤根和球面形束缚块,所述锤根的下端开设有卡槽,且卡槽设置有三个,所述锤头的下端固定连接在锤根的上端,所述球面形束缚块对称固定连接在锤根的下部外端,所述锤根、球面形束缚块的外部匹配有夹座和压块,所述压块滑动安装在夹座的侧部。本发明利用球面形束缚块的球面形结构增加安装后的束缚受力接触面,同时利用球面形结构使锤头、锤根和球面形束缚块受到离心力作用后,能够借助离心力形成向中心矫正作用力,且保障受压面积,从而提高了局部压强的均匀度,降低了局
一种合金板锤的智能制备方法.pdf
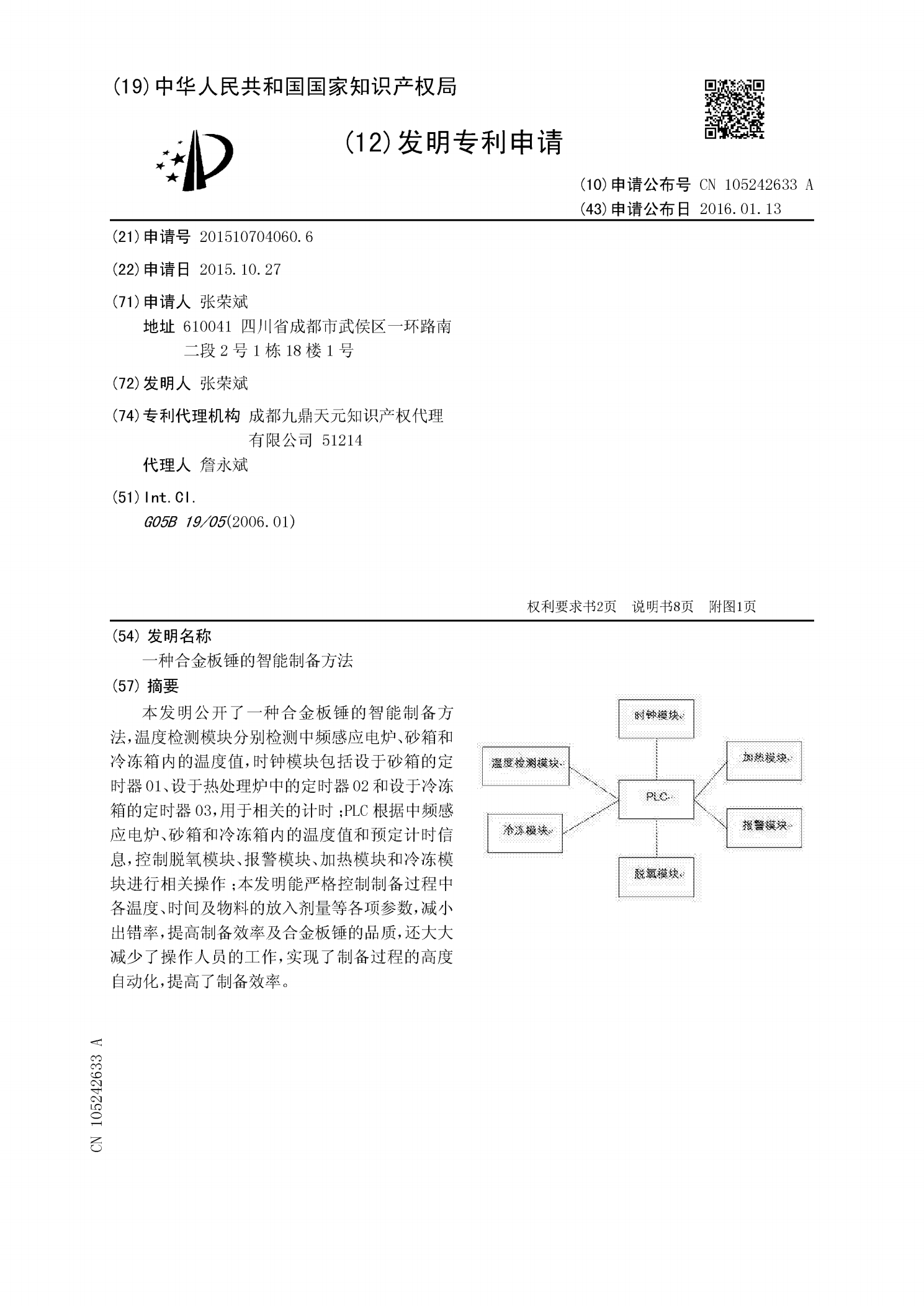
本发明公开了一种合金板锤的智能制备方法,温度检测模块分别检测中频感应电炉、砂箱和冷冻箱内的温度值,时钟模块包括设于砂箱的定时器01、设于热处理炉中的定时器02和设于冷冻箱的定时器03,用于相关的计时;PLC根据中频感应电炉、砂箱和冷冻箱内的温度值和预定计时信息,控制脱氧模块、报警模块、加热模块和冷冻模块进行相关操作;本发明能严格控制制备过程中各温度、时间及物料的放入剂量等各项参数,减小出错率,提高制备效率及合金板锤的品质,还大大减少了操作人员的工作,实现了制备过程的高度自动化,提高了制备效率。

一种高铬复合轧辊的制备方法.pdf
一种高铬复合轧辊的制备方法,涉及一种轧辊的制备方法,通过采用单炉冶炼出符合轧辊所需的铁水,一部分铁水通过在外部加高碳铬铁颗粒,使用离心法制备出高铬铸铁环,另一部分铁水进行辊芯的制备,以此来达到获得复合轧辊的目的;本发明制作流程简单,实用性强,操作起来比较方便,节约了轧辊制备的空间以及制备方法,简化了流程,极大提高了工作效率。
一种高铬铸铁及其制备方法.pdf
本发明涉及一种高铬铸铁及其制备方法,所述高铬铸铁按重量百分比计的化学成分如下:C:2.86~2.95%,Cr:24.5~24.9%,Si:0.72~0.83%,Mn:2.15~2.35%,Mo:0.25~0.35%,Cu:0.35~0.40%,Ni:0.85~1.25%,P:0.03~0.04%,S:0.01~0.02%,余量为铁,所述高铬铸铁的制备方法包括配料、熔炼、炉前分析、脱氧出炉,浇包,静置浇铸在内的加工步骤。本发明提出的高铬铸铁的制备方法,工艺简单,能耗低,生产周期短,生产效率高,制备出来的高铬