
一种适用于高炉炉役后期局部炉皮冷却壁破损修复的方法.pdf

努力****骞北


1/8

2/8

3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于高炉炉役后期局部炉皮冷却壁破损修复的方法.pdf
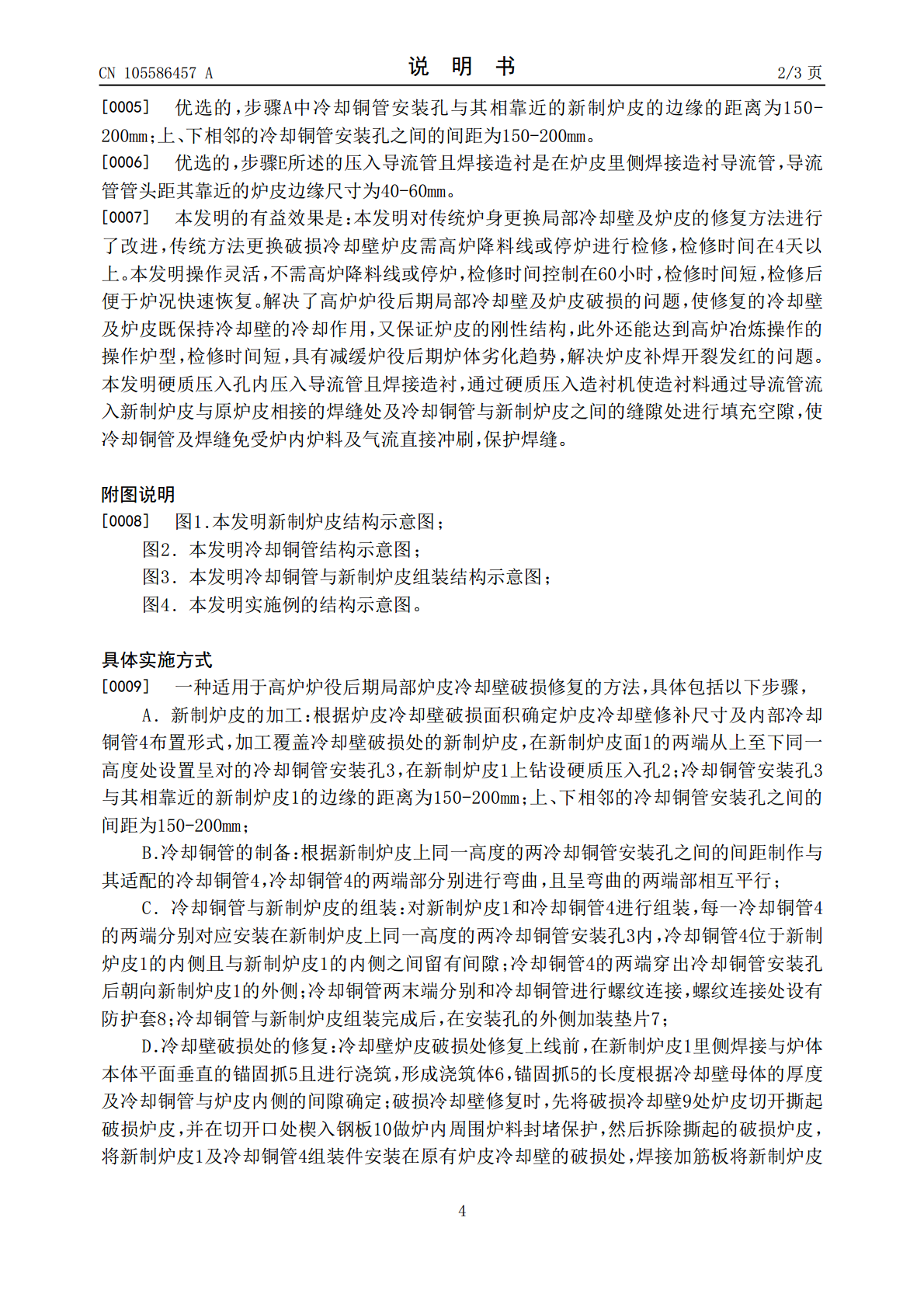
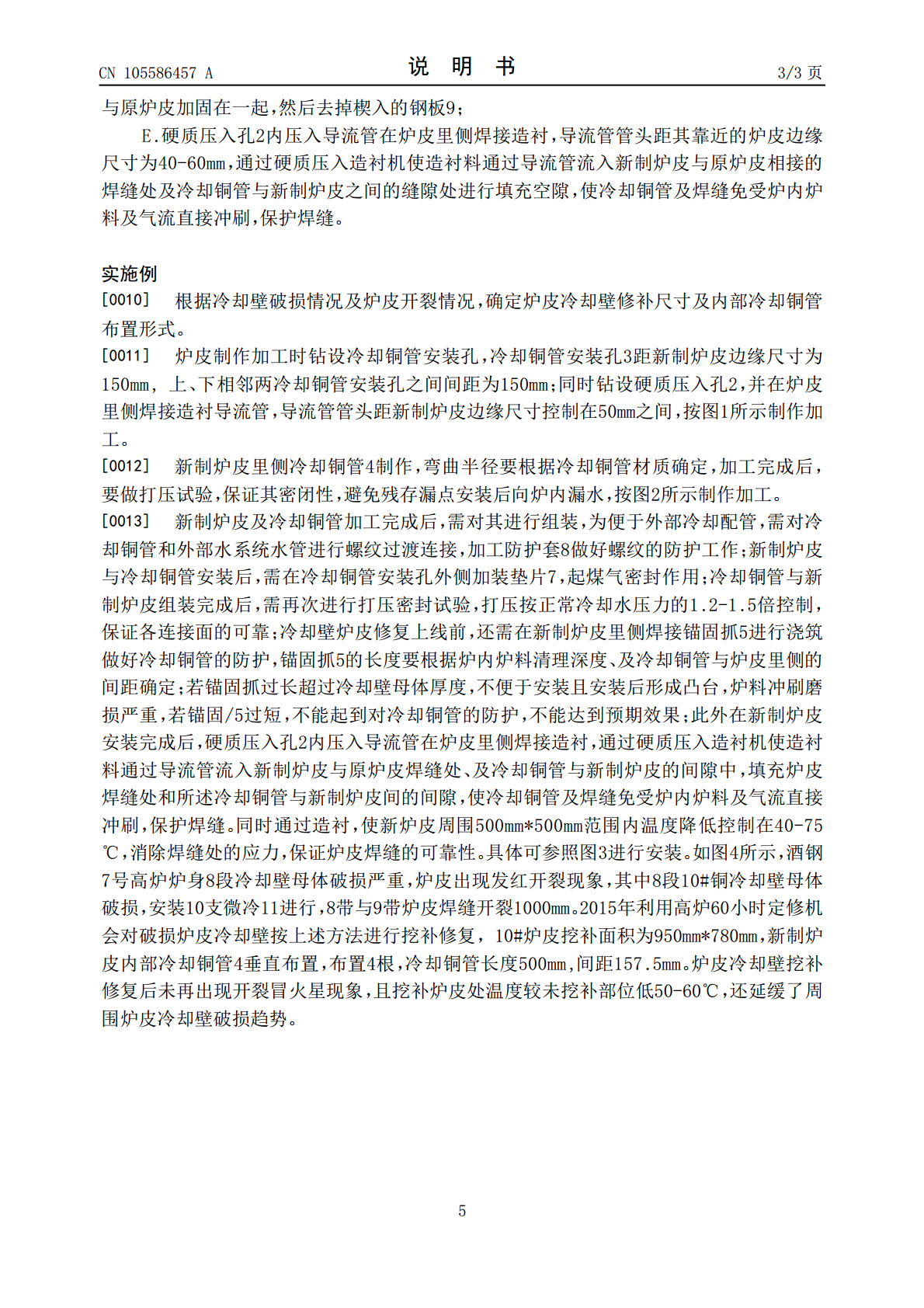
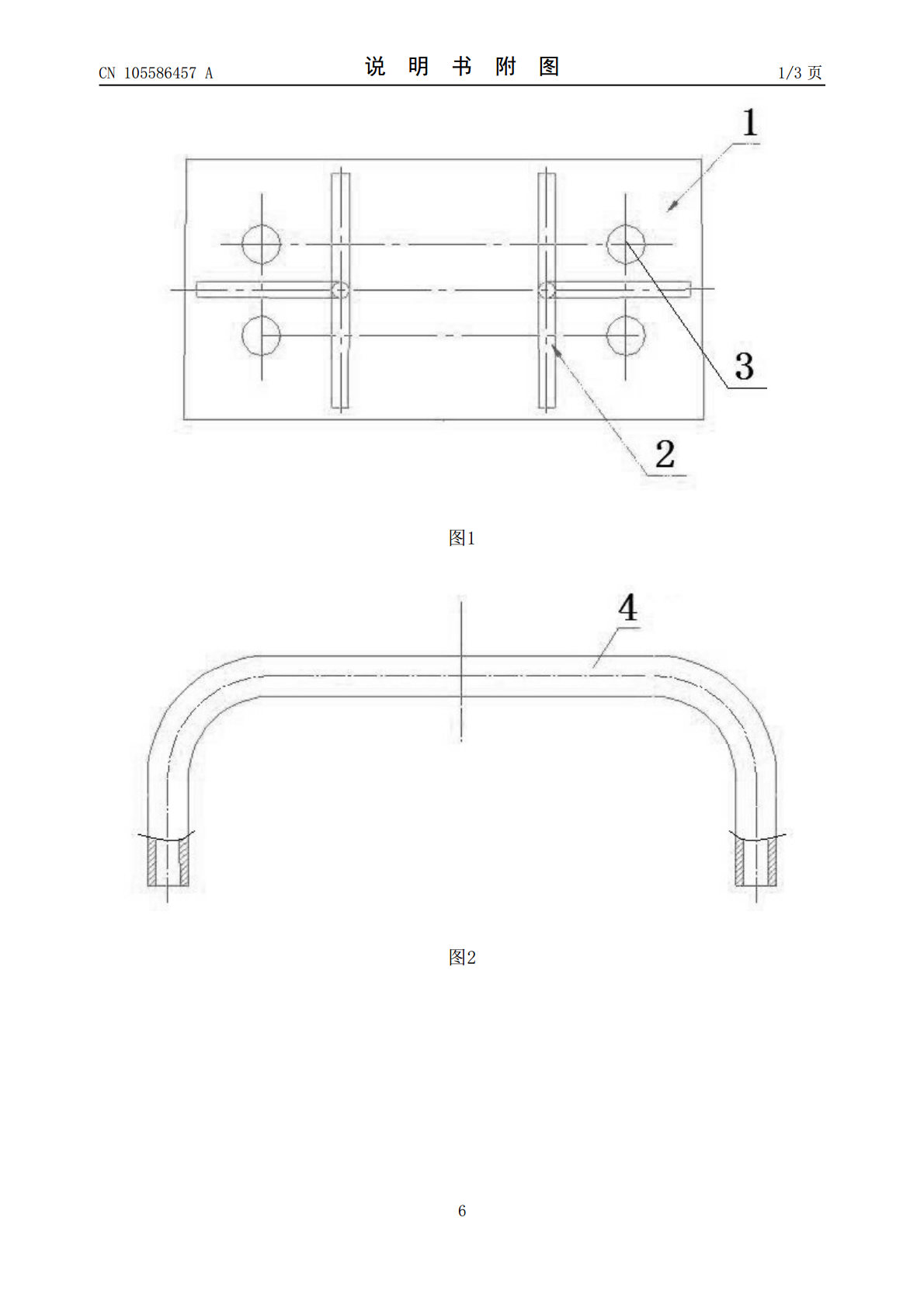
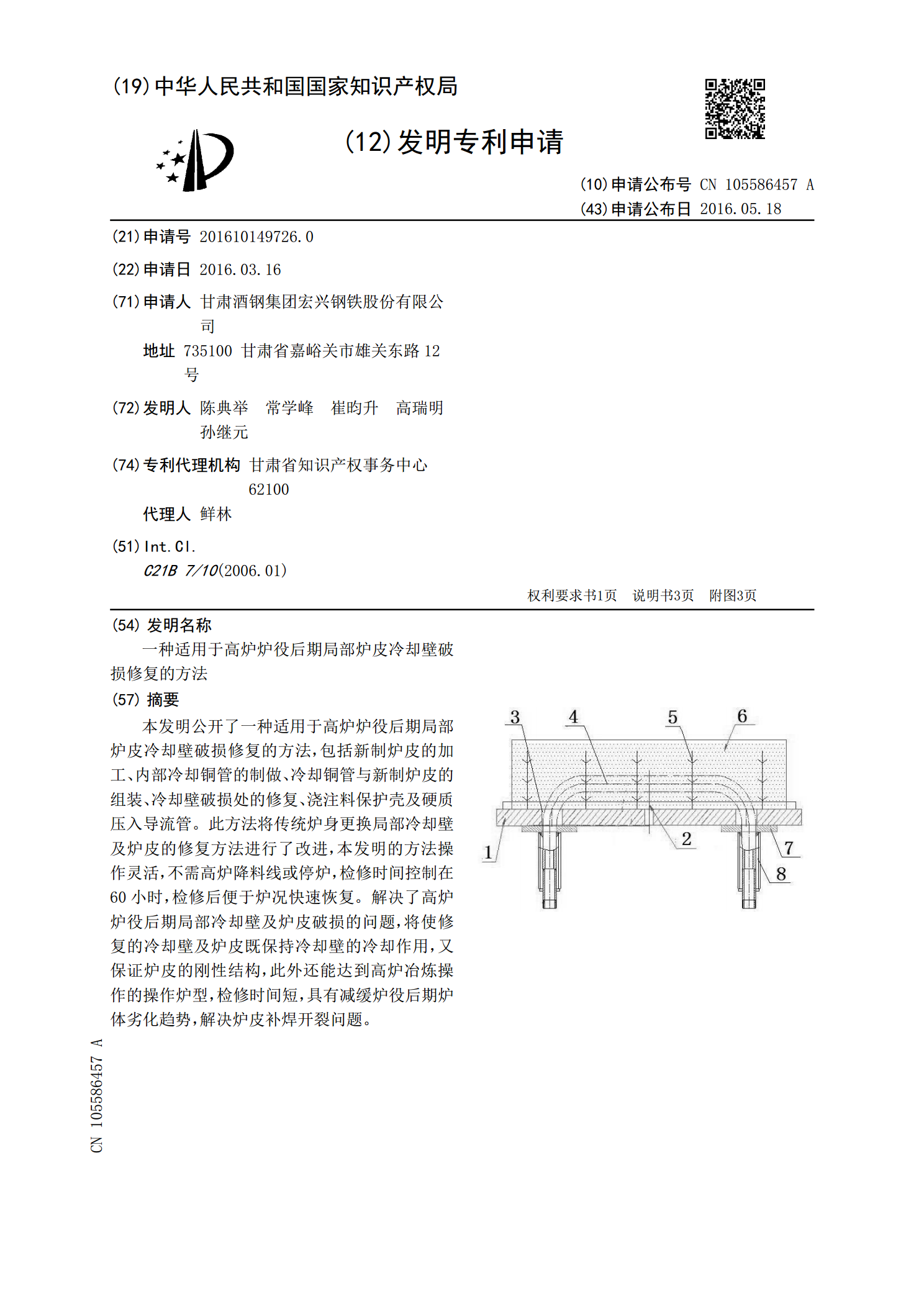
本发明公开了一种适用于高炉炉役后期局部炉皮冷却壁破损修复的方法,包括新制炉皮的加工、内部冷却铜管的制做、冷却铜管与新制炉皮的组装、冷却壁破损处的修复、浇注料保护壳及硬质压入导流管。此方法将传统炉身更换局部冷却壁及炉皮的修复方法进行了改进,本发明的方法操作灵活,不需高炉降料线或停炉,检修时间控制在60小时,检修后便于炉况快速恢复。解决了高炉炉役后期局部冷却壁及炉皮破损的问题,将使修复的冷却壁及炉皮既保持冷却壁的冷却作用,又保证炉皮的刚性结构,此外还能达到高炉冶炼操作的操作炉型,检修时间短,具有减缓炉役后期炉
减缓高炉炉缸局部冷却壁破损的冷却系统.pdf
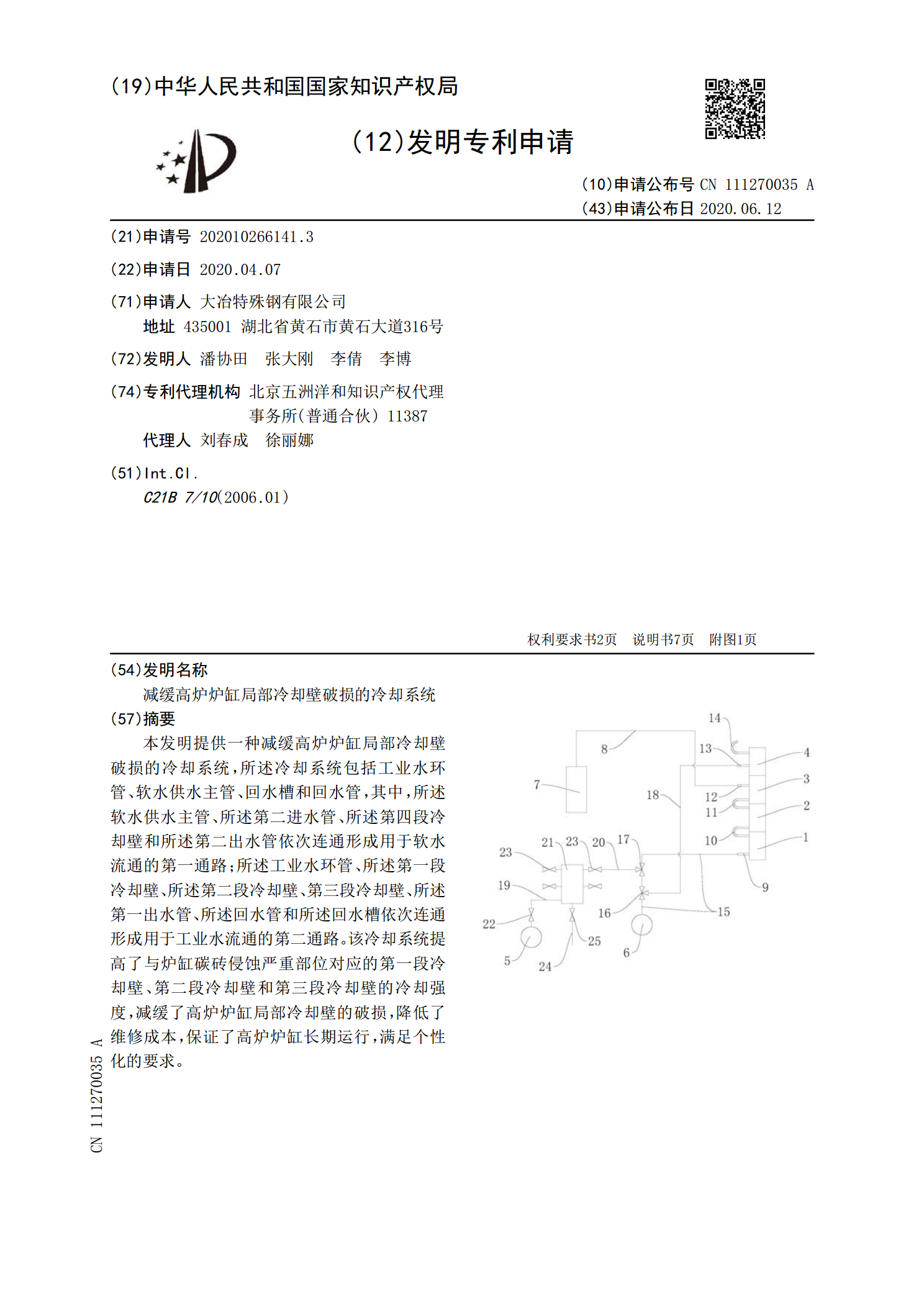
本发明提供一种减缓高炉炉缸局部冷却壁破损的冷却系统,所述冷却系统包括工业水环管、软水供水主管、回水槽和回水管,其中,所述软水供水主管、所述第二进水管、所述第四段冷却壁和所述第二出水管依次连通形成用于软水流通的第一通路;所述工业水环管、所述第一段冷却壁、所述第二段冷却壁、第三段冷却壁、所述第一出水管、所述回水管和所述回水槽依次连通形成用于工业水流通的第二通路。该冷却系统提高了与炉缸碳砖侵蚀严重部位对应的第一段冷却壁、第二段冷却壁和第三段冷却壁的冷却强度,减缓了高炉炉缸局部冷却壁的破损,降低了维修成本,保证了

一种高炉冷却壁烧损后炉皮保护修复方法.pdf
本发明公开了高炉冷却壁烧损后炉皮保护修复方法,本发明根据受损的高炉炉皮面积大小,并制作好的冷却设备安装于该受损的高炉炉皮,然后将受损炉皮移位取出或者开孔,再将炉内炉料进行封堵和焊补。这种不需要更换冷却壁,而只要采用这种结构形式简单的冷却设备,通过冷却设备结构优化,增加了区域的冷却设备的冷却效果,弥补了冷却壁脱落造成的炉内热冲击。本发明的修复方法能在线修复高炉炉皮,方法简单易行,造价低廉。尤其是在受损的高炉炉皮上,将冷却板设置为五个为一组,五个冷却板在受损炉皮上呈“X”型分布。呈X形状起到减少气流和炉料的供
一种快速修复高炉炉缸局部破损的方法.pdf
本发明公开了一种快速修复高炉炉缸局部破损的方法,用于快速修复炉缸局部的破损。该方法是判断高炉炉缸温度异常部位和炉缸破损,然后从高炉炉缸温度异常部位附近的风口处喷吹护炉原料,同时加大该高炉炉缸温度异常部位处冷却水的水流量和提高高炉富氧率,护炉原料使用含TiO
一种高炉炉役后期炉缸热电偶的修复方法.pdf
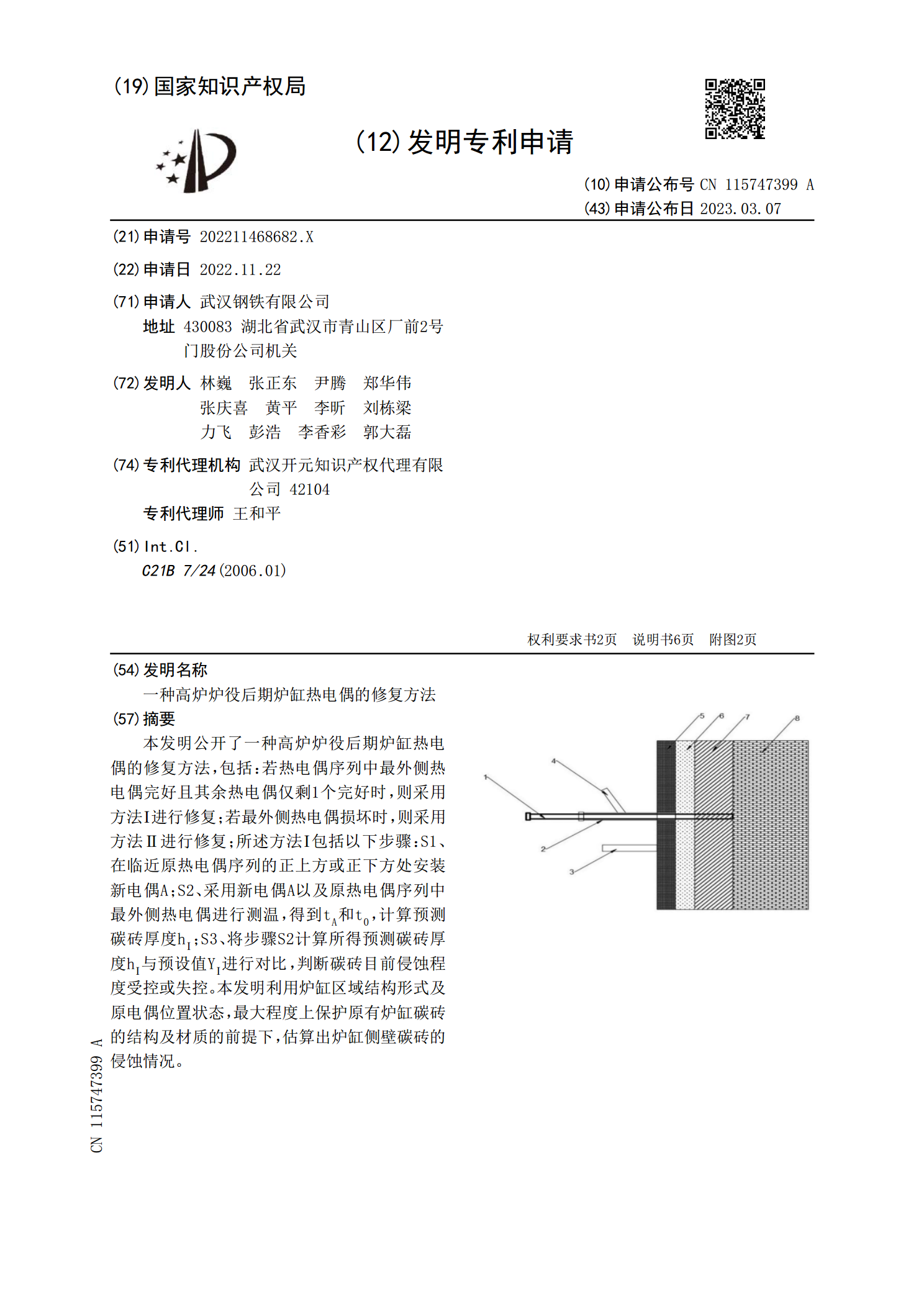
本发明公开了一种高炉炉役后期炉缸热电偶的修复方法,包括:若热电偶序列中最外侧热电偶完好且其余热电偶仅剩1个完好时,则采用方法Ⅰ进行修复;若最外侧热电偶损坏时,则采用方法Ⅱ进行修复;所述方法Ⅰ包括以下步骤:S1、在临近原热电偶序列的正上方或正下方处安装新电偶A;S2、采用新电偶A以及原热电偶序列中最外侧热电偶进行测温,得到t