
薄板坯连铸连轧生产集装箱板的方法.pdf

书生****66


1/8

2/8

3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄板坯连铸连轧生产集装箱板的方法.pdf
本发明公开了一种薄板坯连铸连轧生产集装箱板的方法,其包括转炉冶炼、LF精炼、薄板坯连铸、加热炉加热和热连轧工序,所述LF精炼工序中,控制出钢钢水成分的质量百分比为:C?0.05~0.09%,Si?0.30~0.50%,Mn?0.40~0.60%,P?0.070~0.120%,S?0.001~0.015%,Cr?0.30~0.50%,Ni?0.03~0.10%,Cu?0.25~0.40%,余量为Fe和不可避免的杂质。本方法采用上述工艺,从全流程工艺角度出发,消除连铸坯的内部偏析、降低合金加入量,降低全工序能
基于ESP薄板坯连铸连轧流程生产薄规格花纹钢板的方法.pdf
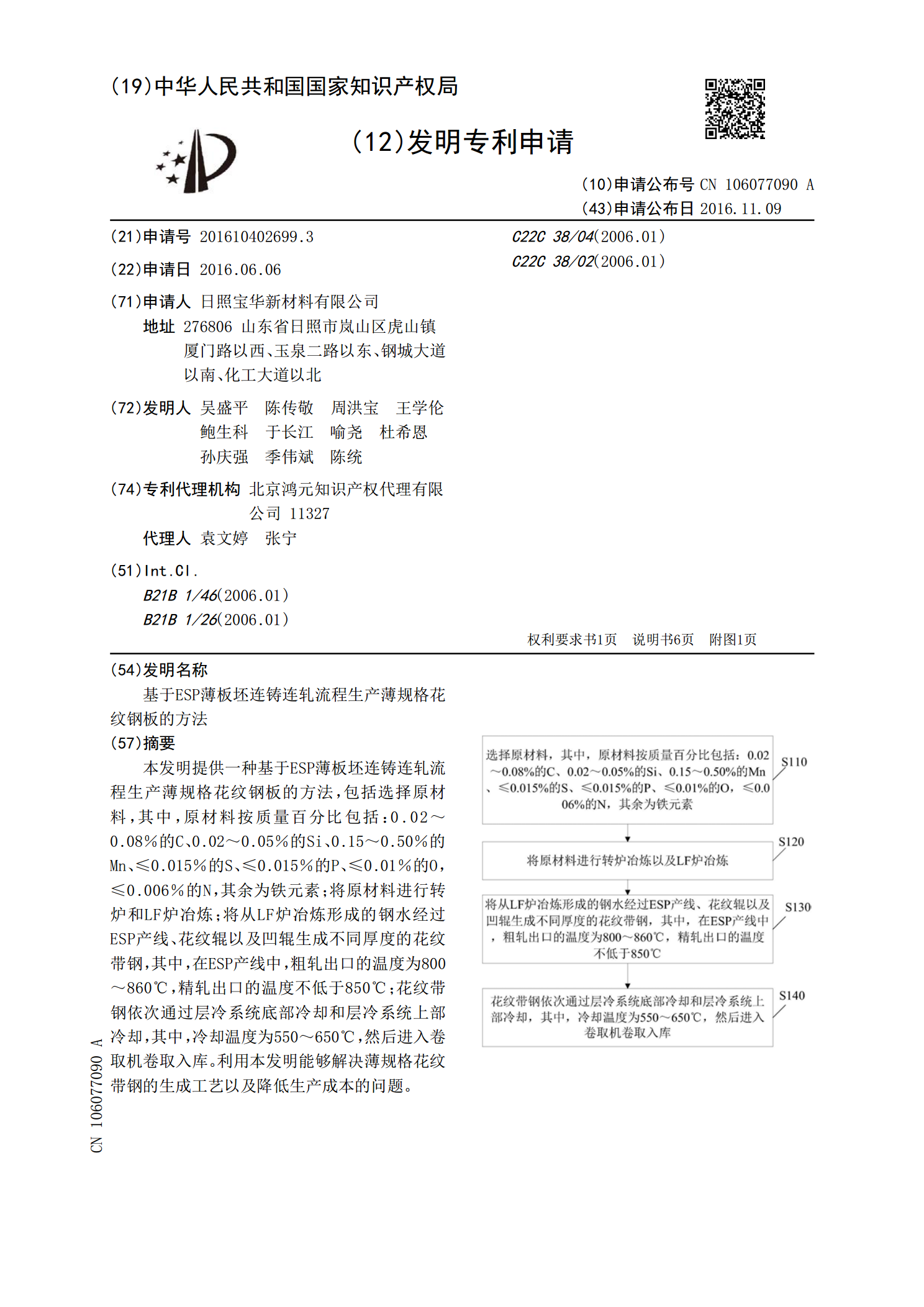
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格花纹钢板的方法,包括选择原材料,其中,原材料按质量百分比包括:0.02~0.08%的C、0.02~0.05%的Si、0.15~0.50%的Mn、≤0.015%的S、≤0.015%的P、≤0.01%的O,≤0.006%的N,其余为铁元素;将原材料进行转炉和LF炉冶炼;将从LF炉冶炼形成的钢水经过ESP产线、花纹辊以及凹辊生成不同厚度的花纹带钢,其中,在ESP产线中,粗轧出口的温度为800~860℃,精轧出口的温度不低于850℃;花纹带钢依次通过层冷系统底部
基于ESP薄板坯连铸连轧流程生产薄规格高碳钢的方法.pdf
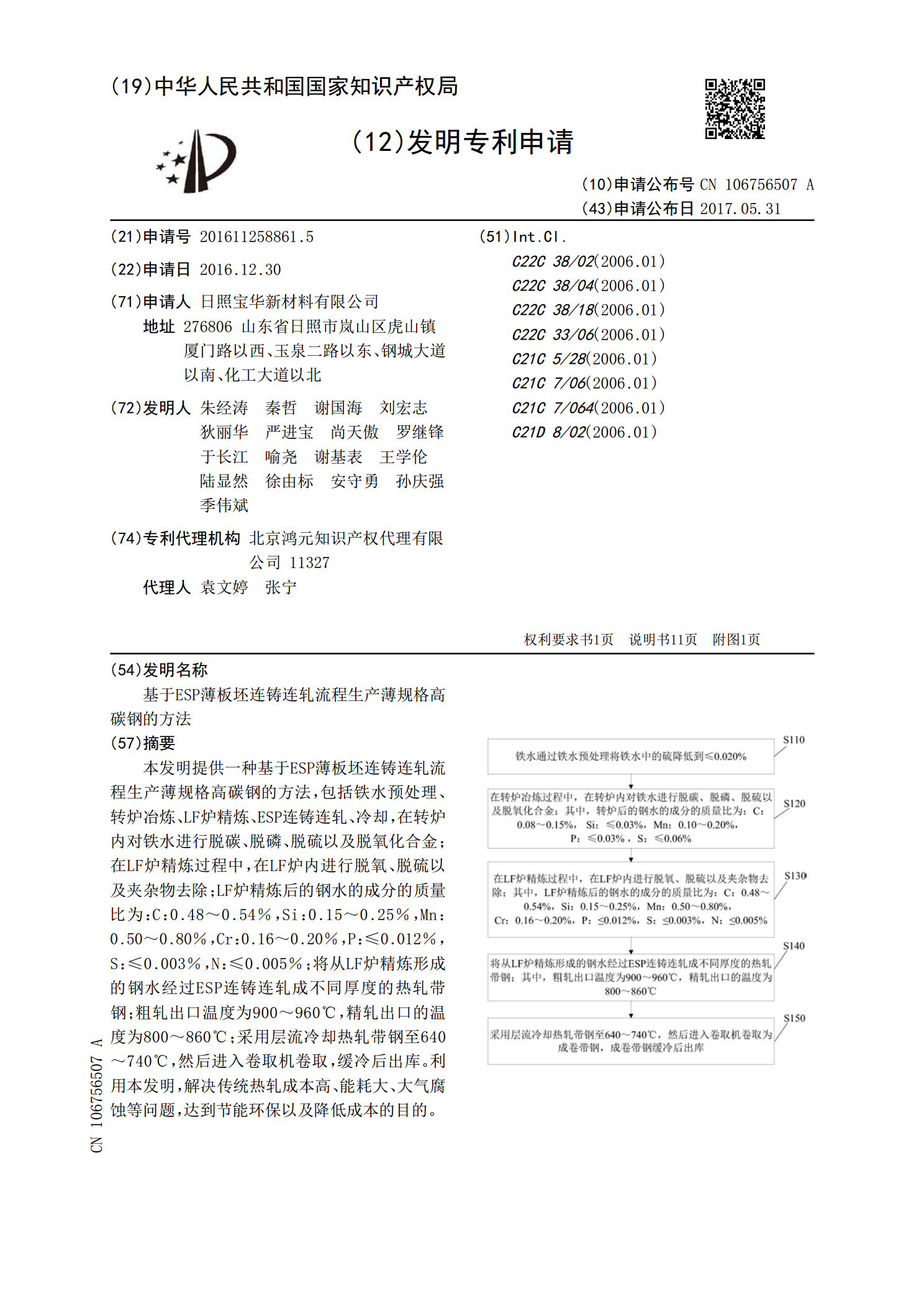
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格高碳钢的方法,包括铁水预处理、转炉冶炼、LF炉精炼、ESP连铸连轧、冷却,在转炉内对铁水进行脱碳、脱磷、脱硫以及脱氧化合金;在LF炉精炼过程中,在LF炉内进行脱氧、脱硫以及夹杂物去除;LF炉精炼后的钢水的成分的质量比为:C:0.48~0.54%,Si:0.15~0.25%,Mn:0.50~0.80%,Cr:0.16~0.20%,P:≤0.012%,S:≤0.003%,N:≤0.005%;将从LF炉精炼形成的钢水经过ESP连铸连轧成不同厚度的热轧带钢;粗轧
薄板坯连铸连轧工艺生产薄规格耐磨钢NM450的方法.pdf
本发明公开了一种薄板坯连铸连轧工艺生产薄规格耐磨钢NM450的方法,包括步骤:高炉铁水、铁水预处理、转炉冶炼、RH炉精炼、LF炉精炼、薄板坯连铸、加热炉、高压水除磷、热连轧机组、超快速冷却、卷取、开平、加热、淬火、回火、精整、检验。本发明通过合理的合金化设计,选用微量的Cu、Mo、Cr、Nb、Ti、B合金进行微合金化,通过控制轧制后超快速冷却淬火控制微观组织,充分发挥合金的性能强化作用,减少合金的加入量及贵重合金的使用量,采用此方法与传统工艺相比较,降低了能耗,缩短了工艺流程,减少了合金加入量,提高了钢的
基于ESP薄板坯连铸连轧流程生产薄规格SAPH440钢的方法.pdf
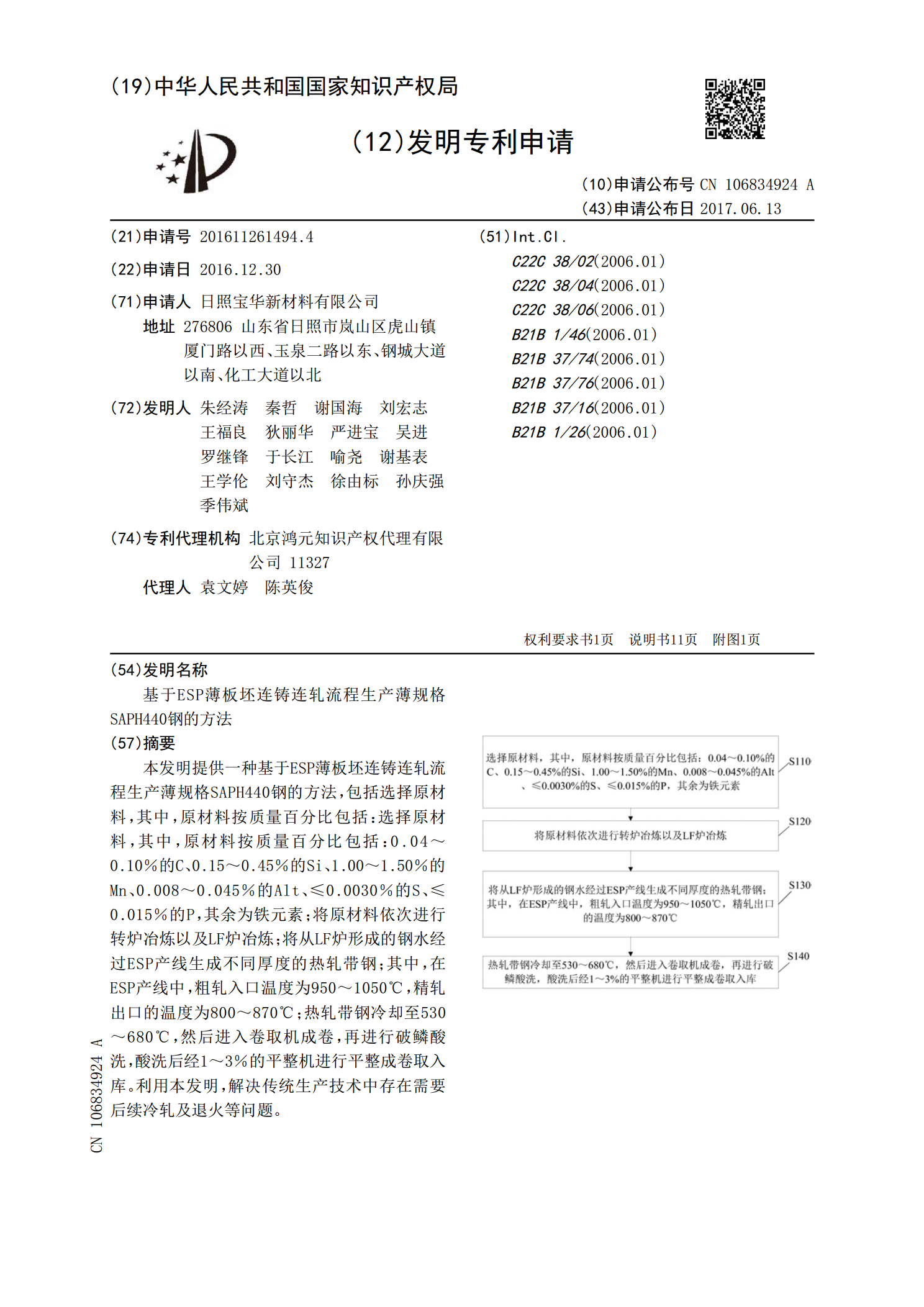
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格SAPH440钢的方法,包括选择原材料,其中,原材料按质量百分比包括:选择原材料,其中,原材料按质量百分比包括:0.04~0.10%的C、0.15~0.45%的Si、1.00~1.50%的Mn、0.008~0.045%的Alt、≤0.0030%的S、≤0.015%的P,其余为铁元素;将原材料依次进行转炉冶炼以及LF炉冶炼;将从LF炉形成的钢水经过ESP产线生成不同厚度的热轧带钢;其中,在ESP产线中,粗轧入口温度为950~1050℃,精轧出口的温度为80