
低压铸造方法及设备.pdf

是笛****加盟

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
低压铸造方法及设备.pdf
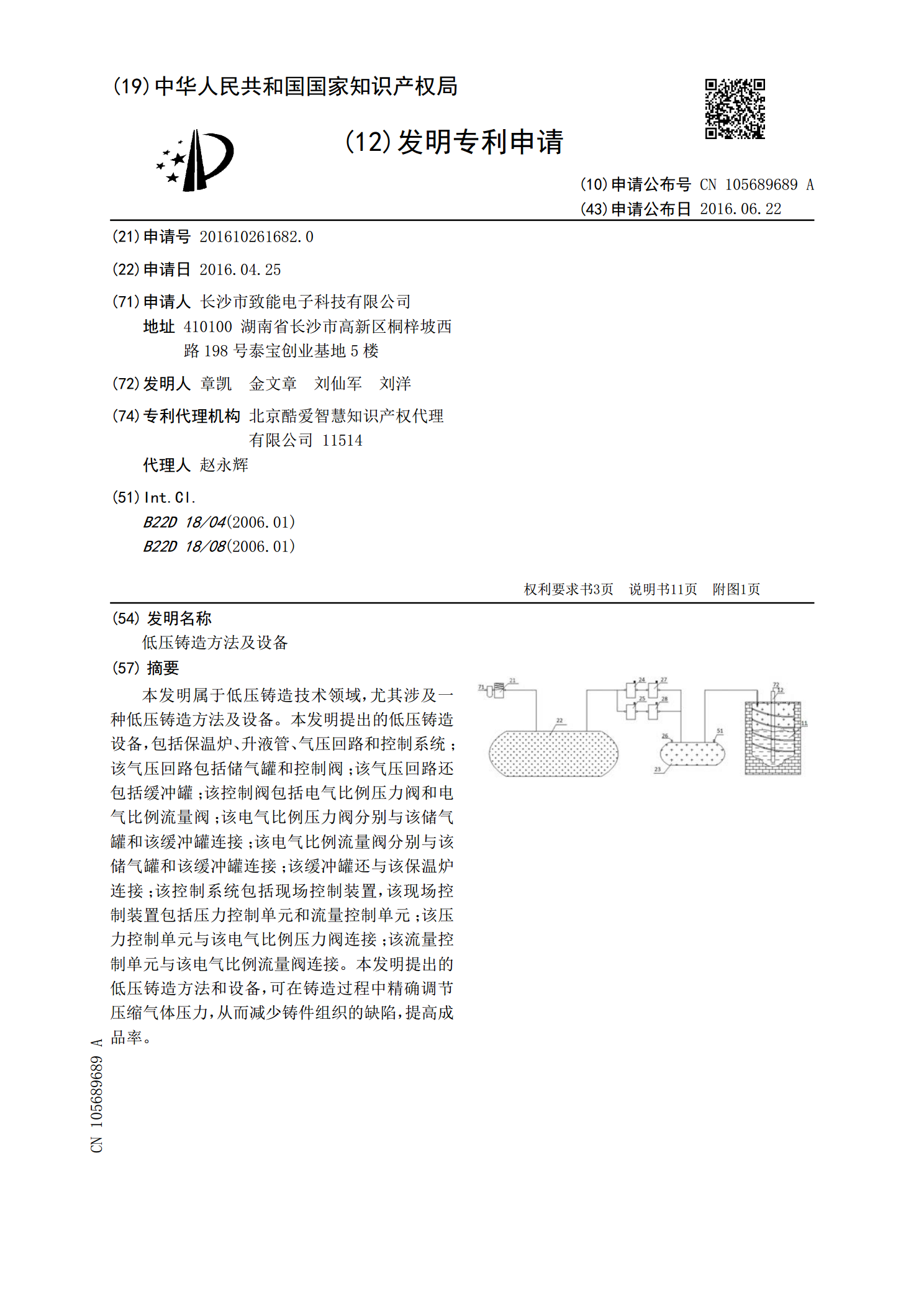
本发明属于低压铸造技术领域,尤其涉及一种低压铸造方法及设备。本发明提出的低压铸造设备,包括保温炉、升液管、气压回路和控制系统;该气压回路包括储气罐和控制阀;该气压回路还包括缓冲罐;该控制阀包括电气比例压力阀和电气比例流量阀;该电气比例压力阀分别与该储气罐和该缓冲罐连接;该电气比例流量阀分别与该储气罐和该缓冲罐连接;该缓冲罐还与该保温炉连接;该控制系统包括现场控制装置,该现场控制装置包括压力控制单元和流量控制单元;该压力控制单元与该电气比例压力阀连接;该流量控制单元与该电气比例流量阀连接。本发明提出的低压铸

铸造方法概述及低压铸造.ppt
铸造方法及低压铸造235671112131415161718铸造方法铸造方法铸造方法铸造方法232426272829303132333435363738394041424344454647484950515253二、低压铸造成型方法及工艺低压铸造1.1原理使液体金属在不大的外界压力(20~80kPa)作用下,从型腔底部充填型腔,以形成铸件的一种方法,由于所用的压力较低,所以叫做低压铸造。1.2、低压铸造的优点(重力浇注的进步)1.3、低压铸造的发展金属型:大批量生产的有色金属铸件非金属铸型:如砂型,石墨型
低压铸造设备.pdf
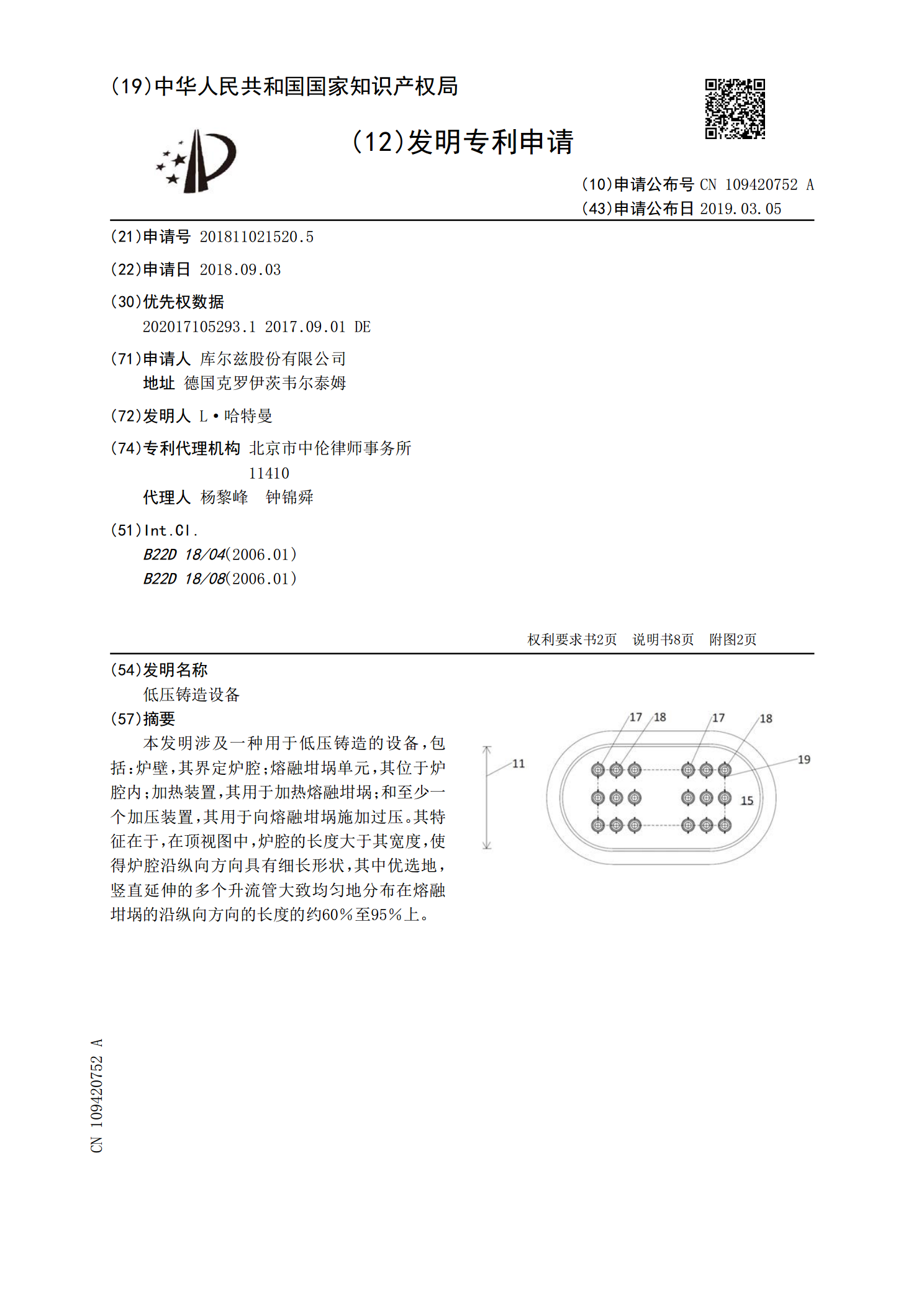
本发明涉及一种用于低压铸造的设备,包括:炉壁,其界定炉腔;熔融坩埚单元,其位于炉腔内;加热装置,其用于加热熔融坩埚;和至少一个加压装置,其用于向熔融坩埚施加过压。其特征在于,在顶视图中,炉腔的长度大于其宽度,使得炉腔沿纵向方向具有细长形状,其中优选地,竖直延伸的多个升流管大致均匀地分布在熔融坩埚的沿纵向方向的长度的约60%至95%上。

低压铸造模具及铸造轮毂的方法.pdf
本发明提供一种低压铸造模具及铸造轮毂的方法,低压铸造模具包括:下模、多个边模、上模和控制装置;多个边模与下模配合形成与待铸轮毂的轮辋相对应的轮辋腔和流道腔,上模与下模和边摸配合形成与待铸轮毂的轮辐相对应的轮辐腔和安装盘相对应的安装腔,与待铸轮毂的上轮唇相对应的上轮缘腔,底板上设有两个浇口腔,流道腔、上轮缘腔、轮辐腔、轮辋腔和安装腔相互连通组成待铸轮毂腔,待铸轮毂腔分别与两个浇口腔相连通。本发明提供的低压铸造模具,从两个浇口腔进料进行往上浇铸,缩短充型时间,稳定性好,采用低压铸造代替锻压得到旋压毛坯,相对锻
一种两室低压铸造保温炉及低压铸造方法.pdf
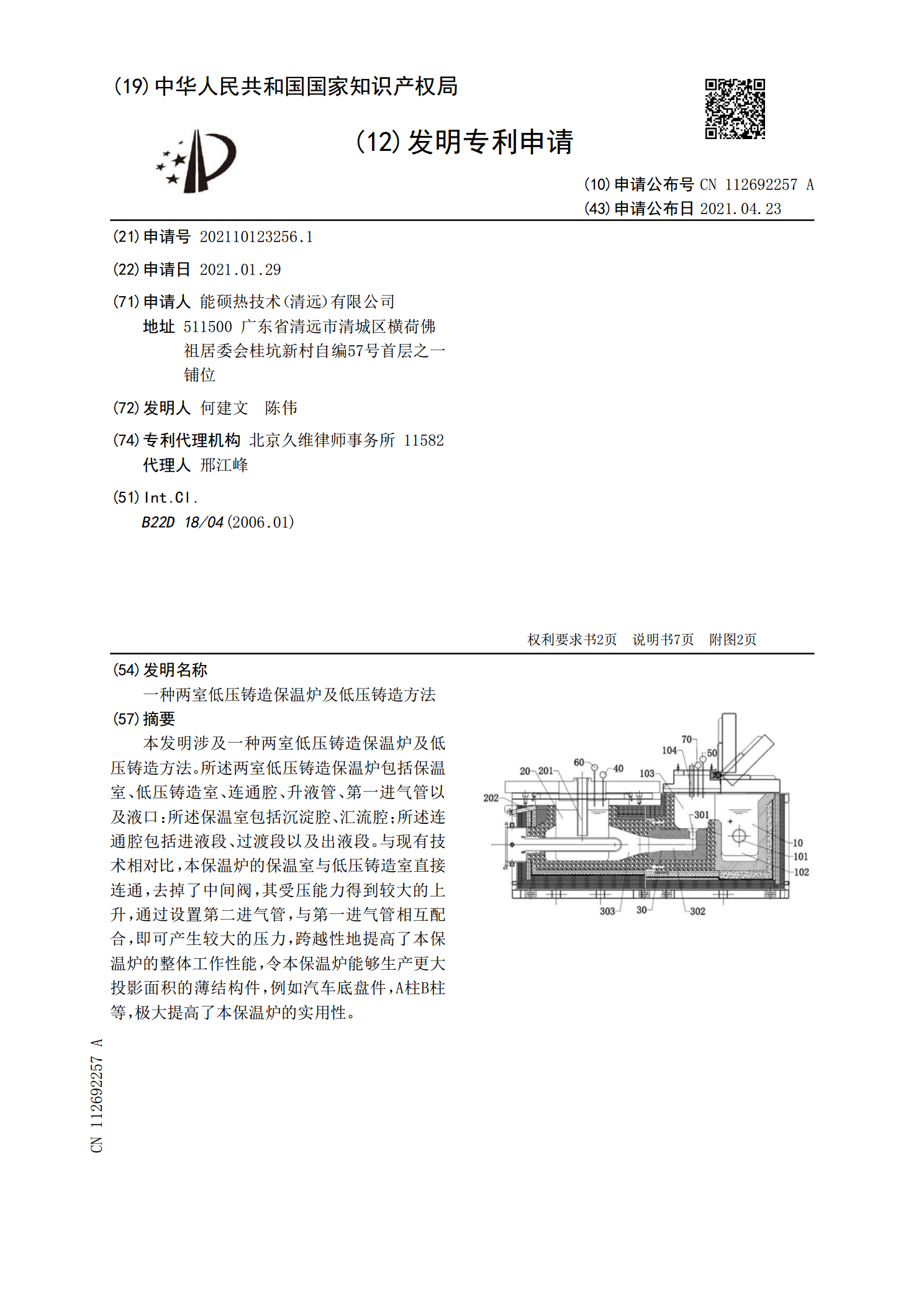
本发明涉及一种两室低压铸造保温炉及低压铸造方法。所述两室低压铸造保温炉包括保温室、低压铸造室、连通腔、升液管、第一进气管以及液口:所述保温室包括沉淀腔、汇流腔;所述连通腔包括进液段、过渡段以及出液段。与现有技术相对比,本保温炉的保温室与低压铸造室直接连通,去掉了中间阀,其受压能力得到较大的上升,通过设置第二进气管,与第一进气管相互配合,即可产生较大的压力,跨越性地提高了本保温炉的整体工作性能,令本保温炉能够生产更大投影面积的薄结构件,例如汽车底盘件,A柱B柱等,极大提高了本保温炉的实用性。