
低压铸造设备.pdf

是你****辉呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
低压铸造设备.pdf
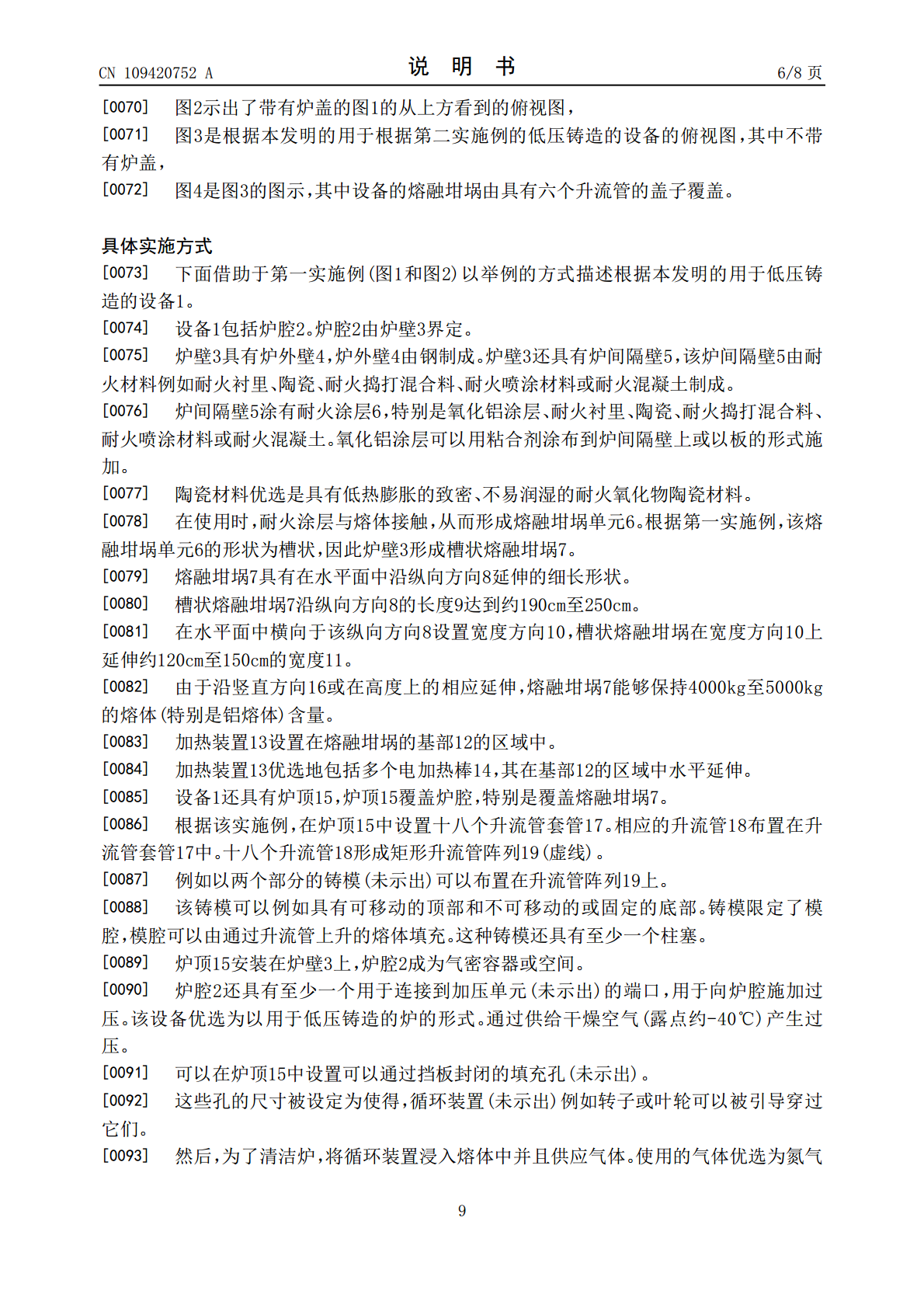
本发明涉及一种用于低压铸造的设备,包括:炉壁,其界定炉腔;熔融坩埚单元,其位于炉腔内;加热装置,其用于加热熔融坩埚;和至少一个加压装置,其用于向熔融坩埚施加过压。其特征在于,在顶视图中,炉腔的长度大于其宽度,使得炉腔沿纵向方向具有细长形状,其中优选地,竖直延伸的多个升流管大致均匀地分布在熔融坩埚的沿纵向方向的长度的约60%至95%上。
低压铸造方法及设备.pdf
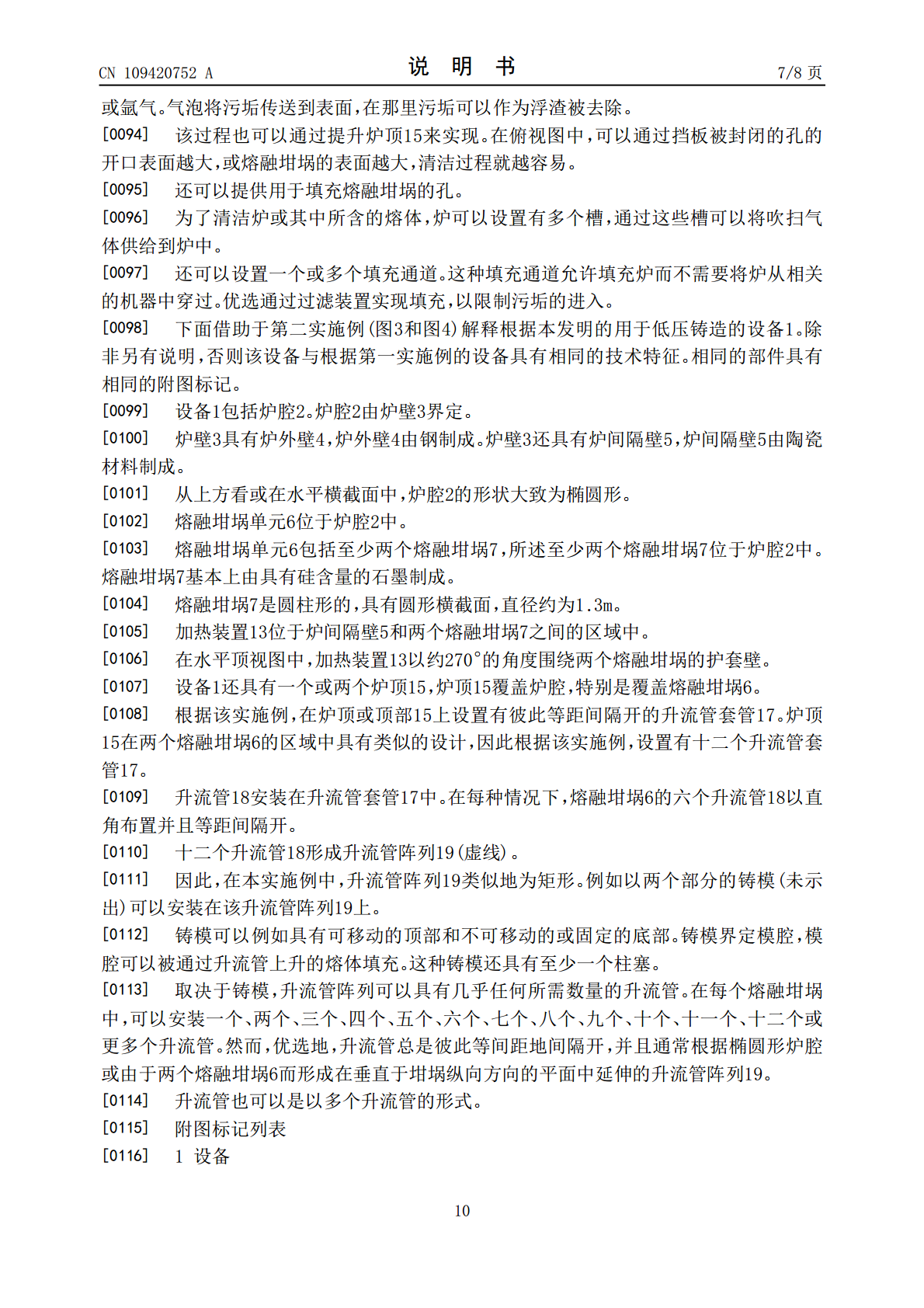
本发明属于低压铸造技术领域,尤其涉及一种低压铸造方法及设备。本发明提出的低压铸造设备,包括保温炉、升液管、气压回路和控制系统;该气压回路包括储气罐和控制阀;该气压回路还包括缓冲罐;该控制阀包括电气比例压力阀和电气比例流量阀;该电气比例压力阀分别与该储气罐和该缓冲罐连接;该电气比例流量阀分别与该储气罐和该缓冲罐连接;该缓冲罐还与该保温炉连接;该控制系统包括现场控制装置,该现场控制装置包括压力控制单元和流量控制单元;该压力控制单元与该电气比例压力阀连接;该流量控制单元与该电气比例流量阀连接。本发明提出的低压铸
一种用于轮毂铸造的低压铸造设备.pdf
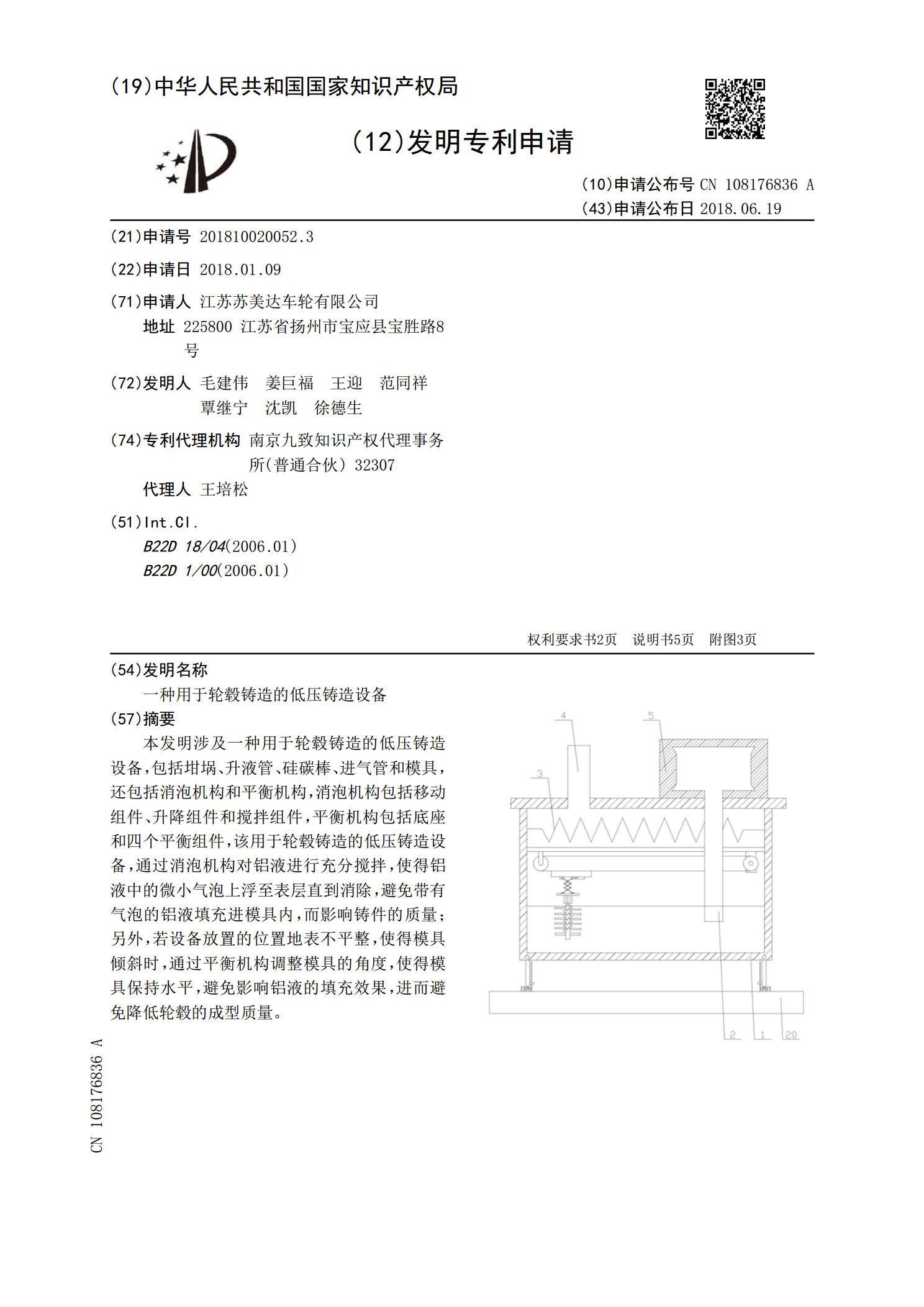
本发明涉及一种用于轮毂铸造的低压铸造设备,包括坩埚、升液管、硅碳棒、进气管和模具,还包括消泡机构和平衡机构,消泡机构包括移动组件、升降组件和搅拌组件,平衡机构包括底座和四个平衡组件,该用于轮毂铸造的低压铸造设备,通过消泡机构对铝液进行充分搅拌,使得铝液中的微小气泡上浮至表层直到消除,避免带有气泡的铝液填充进模具内,而影响铸件的质量;另外,若设备放置的位置地表不平整,使得模具倾斜时,通过平衡机构调整模具的角度,使得模具保持水平,避免影响铝液的填充效果,进而避免降低轮毂的成型质量。

高压铸造与低压铸造区别.doc
高压铸造与低压铸造区别1.高压铸造(简称压铸)的实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。压力铸造,有高压和高速充填压铸型的两大特点。它常用的压射比压是从几千至几万kPa,甚至高达2×105kPa。充填速度约在10~50m/s,有些时候甚至可达100m/s以上。充填时间很短,一般在0.01~0.2s范围内。与其它铸造方法相比,压铸有以下三方面优点:产品质量好铸件尺寸精度高,;表面光洁度好,一般相当于5~8级;强度和硬度较高,强度一般

一种低压铸造装置和低压铸造工艺.pdf
本发明公开了一种低压铸造装置,包括:模具密闭加压充气室;设置于所述模具密闭加压充气室内的模具;惰性气体储存罐,所述惰性气体储存罐与所述模具密闭加压充气室通过气管连通。本发明改善了铝液流动性,有效的减少或避免了在充型过程中形成的氧化夹渣缺陷,最终使良品率提高4~5%。本发明还公开了一种低压铸造工艺。