
一种高效节能再生铅冶炼工艺.pdf

是来****文章

1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效节能再生铅冶炼工艺.pdf
本发明公开了一种高效节能再生铅冶炼工艺,其特征在于,包括如下步骤:步骤S1、冶炼用铅原料的制备,步骤S2、铅膏的处理,步骤S3、铅冶炼原料成型,步骤S4、熔炼处理,步骤S5、副产物后处理。本发明还公开了根据所述高效节能再生铅冶炼工艺制成的高效节能再生铅。本发明公开的高效节能再生铅冶炼工艺能高效、快捷、安全地将铅废件和废料冶炼成再生铅,实现资源再利用,变废为宝,解决了现有的再生铅冶炼过程中金属回收率低以及渣含铅高而且产生大量的含铅、二氧化硫和酸雾的烟气从而污染环境的问题,具有铅直收率、综合回收率和劳动生产率
一种高效节能再生铅冶炼工艺.pdf
本发明公开了一种高效节能再生铅冶炼工艺,所述一种高效节能再生铅冶炼工艺包括废铅蓄电池的收集和粉碎、废铅蓄电池粉碎后材料的筛选、材料的加工与分类处理、再生铅的制备以及制备过程中烟气的处理与排放。该高效节能再生铅冶炼工艺,通过将收集来的废铅蓄电池作为再生铅的原料,既避免废铅蓄电池随意乱丢污染环境,同时也给再生铅的生产过程降低了成本,有效的节约了铅矿资源,通过采用鼓风炉进行再生铅的冶炼,鼓风炉具有热效率高,单位生产率大,金属回收率高,成本低,占地面积小等特点从而使再生铅的冶炼效率提高,同时也节省了冶炼过程中的能
一种高效节能再生铅冶炼工艺.pdf
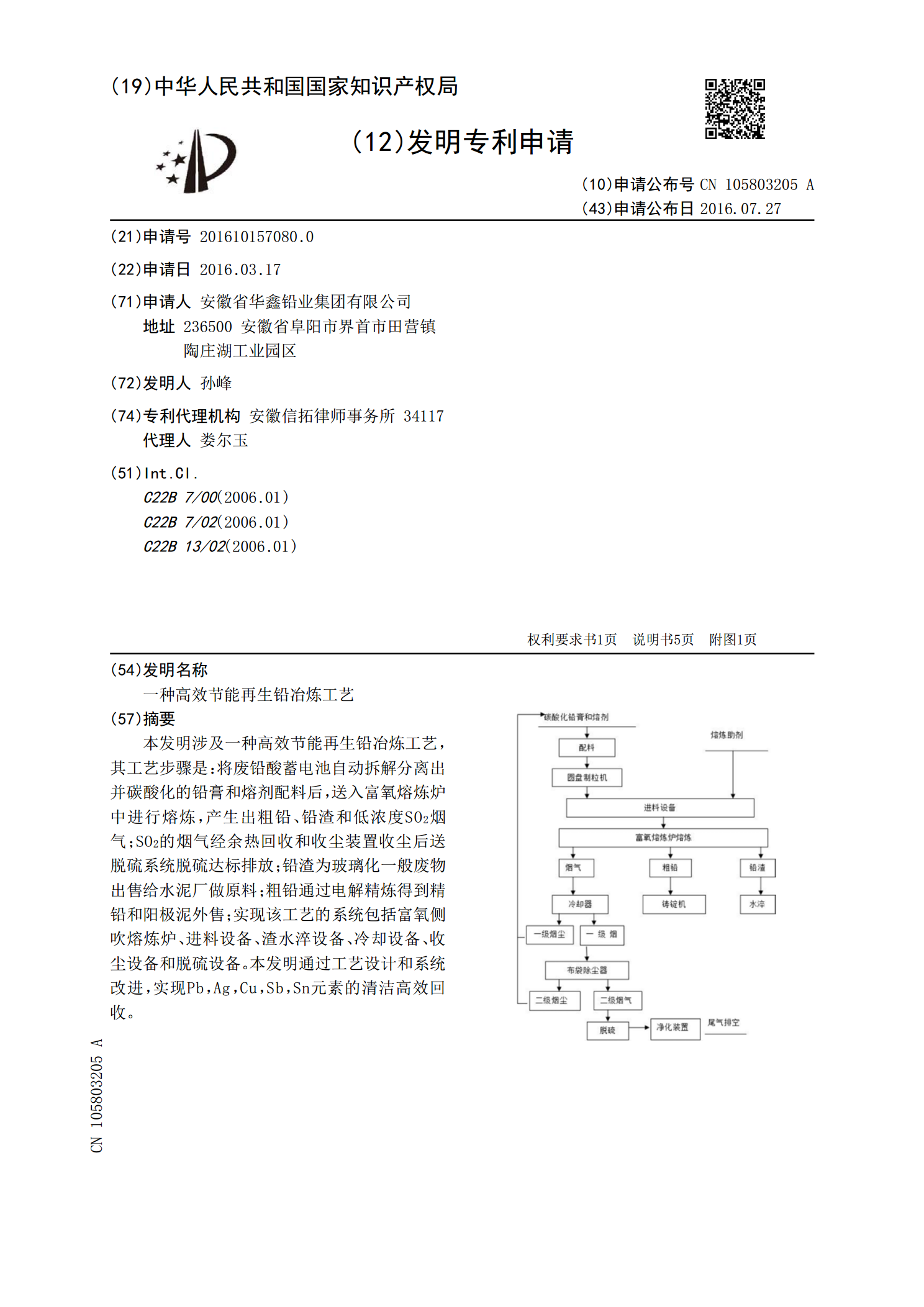
本发明涉及一种高效节能再生铅冶炼工艺,其工艺步骤是:将废铅酸蓄电池自动拆解分离出并碳酸化的铅膏和熔剂配料后,送入富氧熔炼炉中进行熔炼,产生出粗铅、铅渣和低浓度SO
一种铅蓄电池再生铅的冶炼工艺.pdf
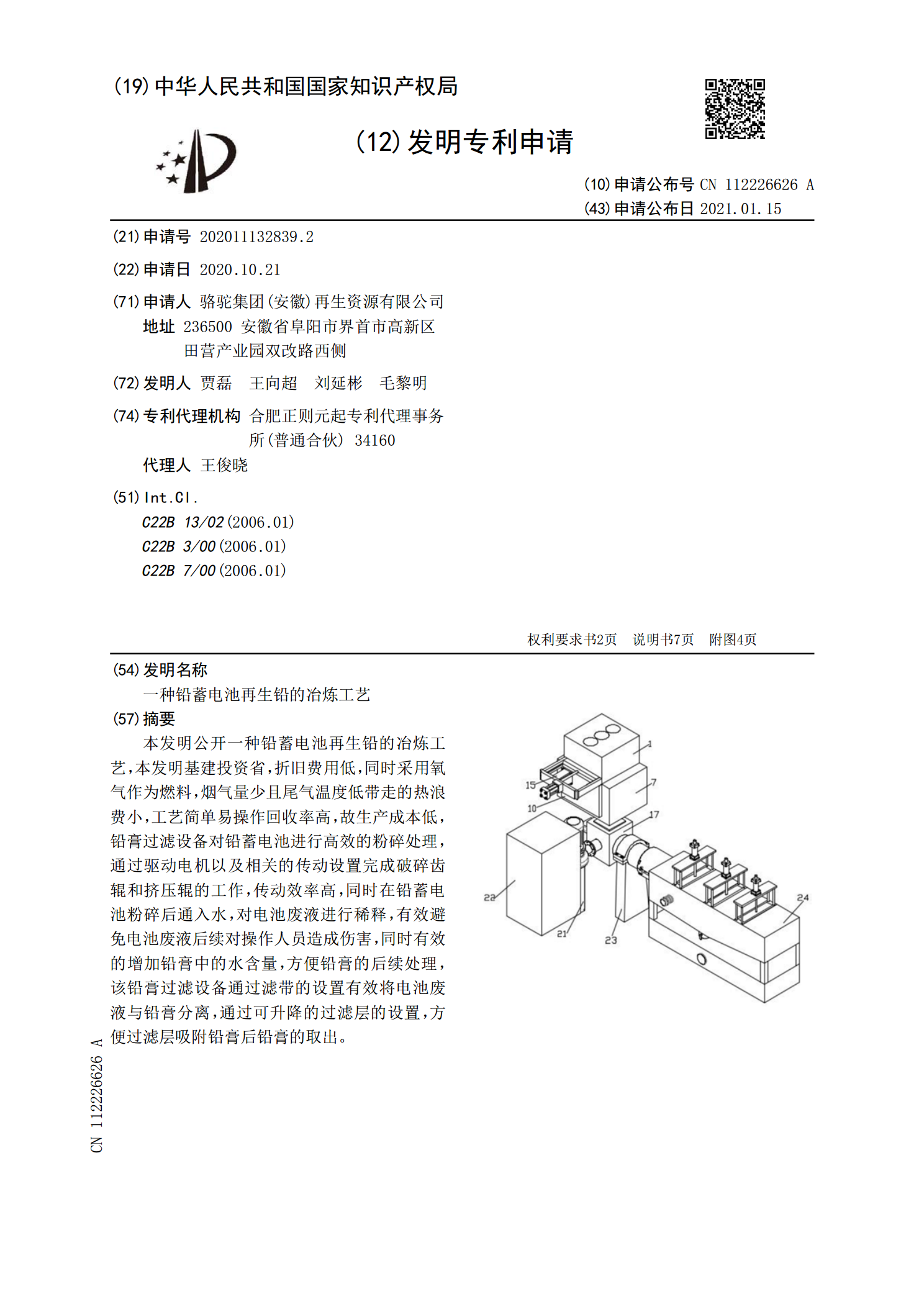
本发明公开一种铅蓄电池再生铅的冶炼工艺,本发明基建投资省,折旧费用低,同时采用氧气作为燃料,烟气量少且尾气温度低带走的热浪费小,工艺简单易操作回收率高,故生产成本低,铅膏过滤设备对铅蓄电池进行高效的粉碎处理,通过驱动电机以及相关的传动设置完成破碎齿辊和挤压辊的工作,传动效率高,同时在铅蓄电池粉碎后通入水,对电池废液进行稀释,有效避免电池废液后续对操作人员造成伤害,同时有效的增加铅膏中的水含量,方便铅膏的后续处理,该铅膏过滤设备通过滤带的设置有效将电池废液与铅膏分离,通过可升降的过滤层的设置,方便过滤层吸附
再生铅冶炼烟灰脱硫工艺.pdf
本发明属于废旧电池回收中废液废气处理技术领域,公开了一种再生铅冶炼烟灰脱硫工艺,包括:1)将废旧电池进行拆解,得到除去铅膏、铅栅和塑料带走后多出的酸液;2)酸液与侧吹炉产出的烟灰搅拌反应;3)采用侧吹炉产出的烟灰作为脱硫剂处理废旧电池铅膏熔炼环境集烟、铅栅熔铸和火法精炼的废气;4)将步骤2)反应后的物料和步骤3)处理后的物料进行压滤,得到烟灰滤饼和滤液;5)烟灰滤饼经破碎搅拌后挤压成条,得到烟灰条;滤液送侧吹炉冲渣池;6)将铅膏滤饼和烟灰条干燥后与石子、铁粉和煤加入侧吹炉中进行冶炼。采用再生铅冶炼烟灰对废