
一种双金属带锯条加工方法.pdf

一条****杉淑

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双金属带锯条加工方法.pdf
本发明公开了一种双金属带锯条加工方法,其特征在于:(1)双金属带锯条材料选用M42;(2)所述M42材料在配料时,将硅、钴的含量控制在占配料成分总重量,同时在钢中加入氮元素进行微合金化;(3)所述M42材料在出钢前,先在炉内加入复合脱氧剂,在炉内加入占总加入量稀土元素;(3)出钢中,顺序将剩余的22%-41%的复合脱氧剂和剩余的35%-55%的稀土元素加入钢包内;(4)所述的双金属带锯条加工方法步骤包括:削边-电子束焊接-退火-扎平-校直-淬火-回火-喷砂。本发明的一种双金属带锯条加工方法,严格对各阶段工
一种双金属带锯条焊接装置及方法.pdf
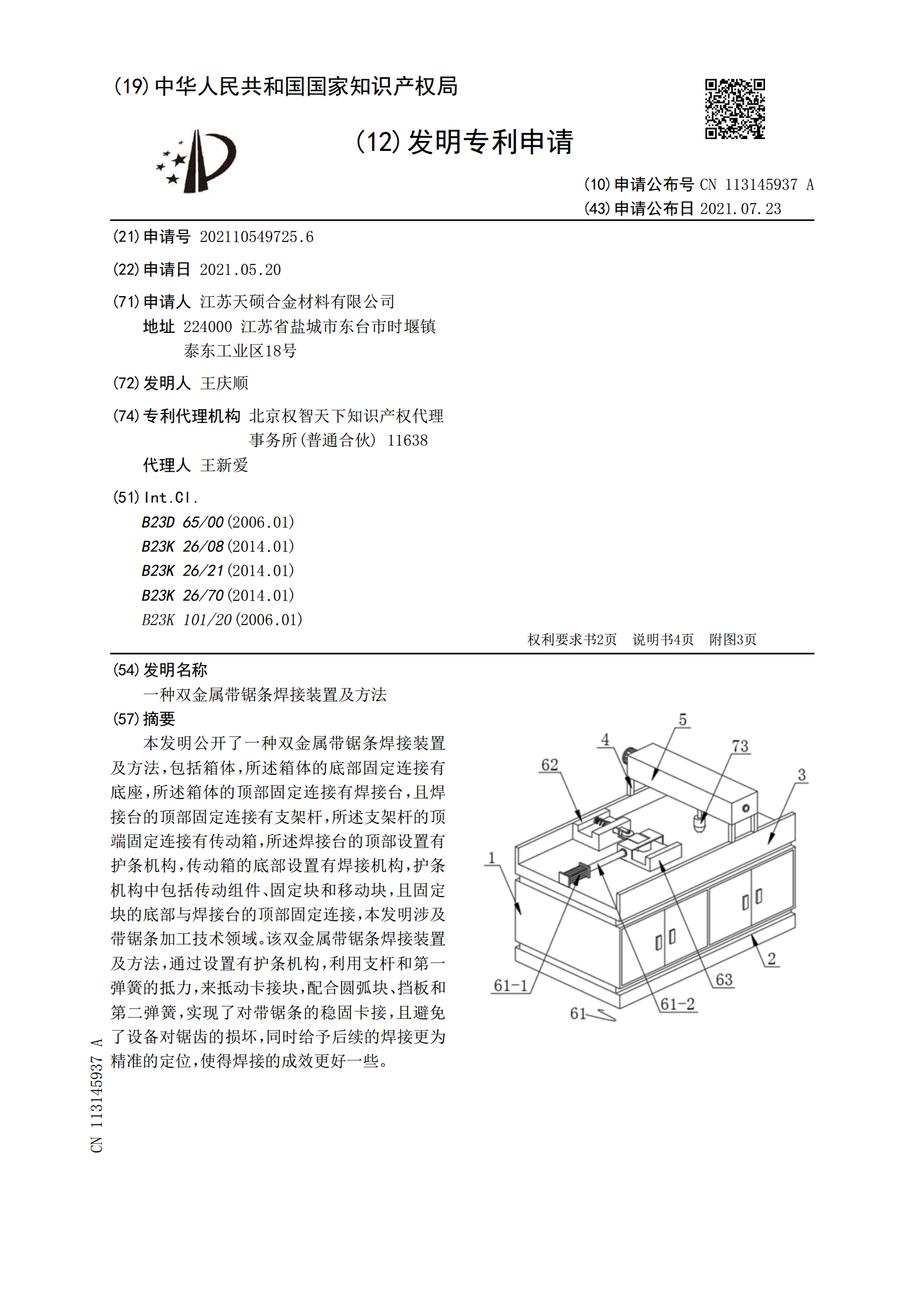
本发明公开了一种双金属带锯条焊接装置及方法,包括箱体,所述箱体的底部固定连接有底座,所述箱体的顶部固定连接有焊接台,且焊接台的顶部固定连接有支架杆,所述支架杆的顶端固定连接有传动箱,所述焊接台的顶部设置有护条机构,传动箱的底部设置有焊接机构,护条机构中包括传动组件、固定块和移动块,且固定块的底部与焊接台的顶部固定连接,本发明涉及带锯条加工技术领域。该双金属带锯条焊接装置及方法,通过设置有护条机构,利用支杆和第一弹簧的抵力,来抵动卡接块,配合圆弧块、挡板和第二弹簧,实现了对带锯条的稳固卡接,且避免了设备对锯
一种双金属带锯条的制备工艺.pdf
本发明公开了一种双金属带锯条的制备工艺,通过对锯背材料处理,激光焊接复合锯齿与锯背,然后进行球化退火处理、扎平矫直、铣齿、分齿、淬火、回火、喷砂处理、防锈处理、根带对焊、焊接口打磨等处理后得到双金属带锯条。与现有技术相比,本双金属带锯条的制备工艺优化改良了热处理工艺,使用同一台炉分区加热使带锯条在淬火时的升温曲线合理,通过淬火和回火工艺使锯齿得到回火马氏体和颗粒碳化物,锯背为马氏体、索氏体、少量珠光体和及残余奥氏体,使带锯条的综合性能在高速切削时的使用寿命得到极大提高。
一种双金属管加工方法.pdf
本发明公开了一种双金属复合管的加工方法,包括以下工艺步骤:在内管外表面缠绕作为钎焊用的金属带;将缠绕金属带的内管穿套到外管内;通过冷拉拔使外管和内管贴合到一起,完成机械复合;将机械复合完成后的复合管胚放置到热处理炉内加热并保温促使金属带的分子扩散到内管、外管;取出复合管胚,冷却至室温。该方法可以大幅度提高双金属复合管内、外两层金属材料之间的结合强度,完全可以抵消热膨胀导致的界面剪切力,两层金属不会产生相对滑移,按照该工艺方法制造的复合管,可以满足耐高温、冷弯、热弯、任意切割等使用需要。
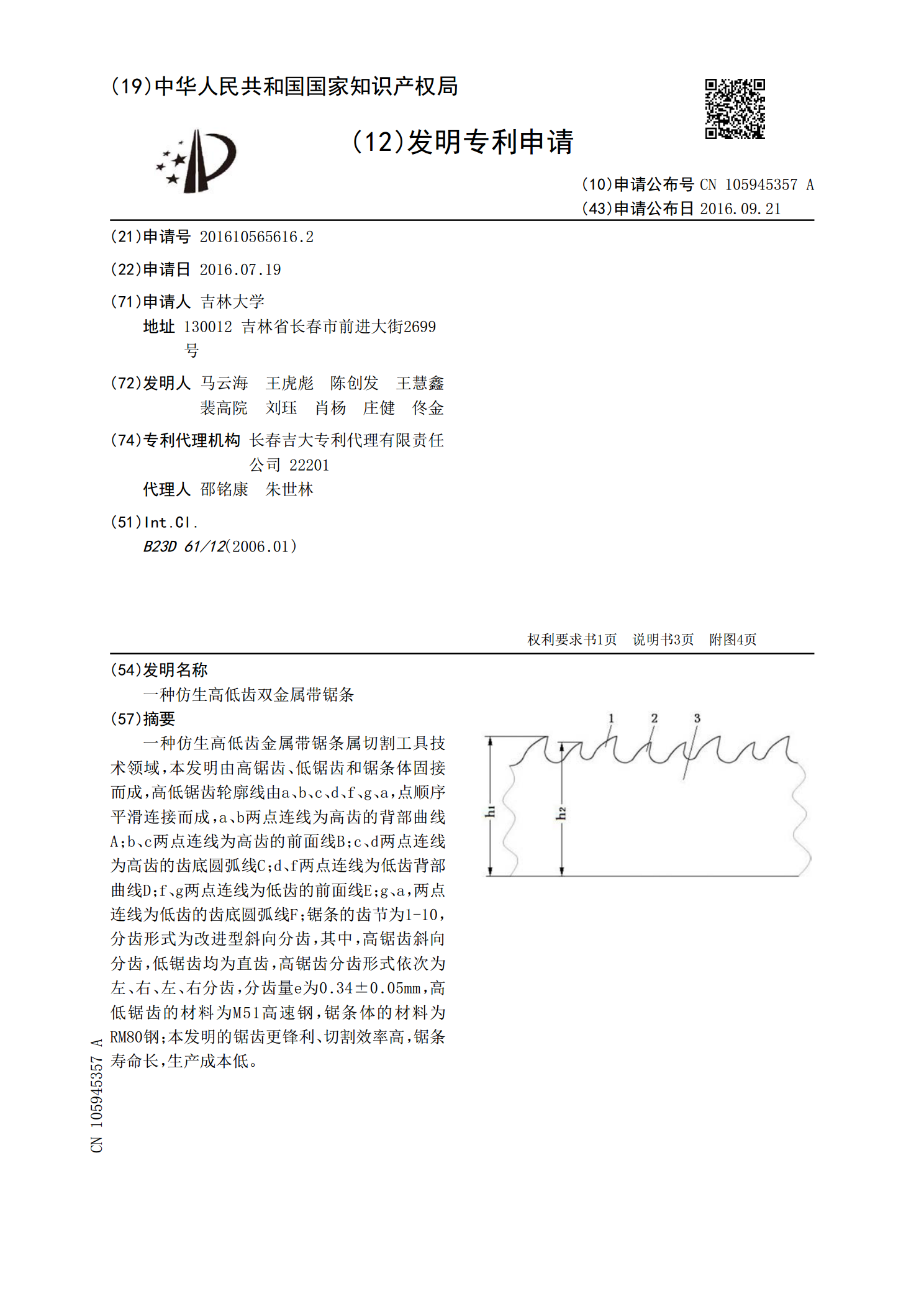
一种仿生高低齿双金属带锯条.pdf
一种仿生高低齿金属带锯条属切割工具技术领域,本发明由高锯齿、低锯齿和锯条体固接而成,高低锯齿轮廓线由a、b、c、d、f、g、a,点顺序平滑连接而成,a、b两点连线为高齿的背部曲线A;b、c两点连线为高齿的前面线B;c、d两点连线为高齿的齿底圆弧线C;d、f两点连线为低齿背部曲线D;f、g两点连线为低齿的前面线E;g、a,两点连线为低齿的齿底圆弧线F;锯条的齿节为1‑10,分齿形式为改进型斜向分齿,其中,高锯齿斜向分齿,低锯齿均为直齿,高锯齿分齿形式依次为左、右、左、右分齿,分齿量e为0.34±0.05mm