
钢板加热控制方法及设备.pdf

康平****ng


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢板加热控制方法及设备.pdf
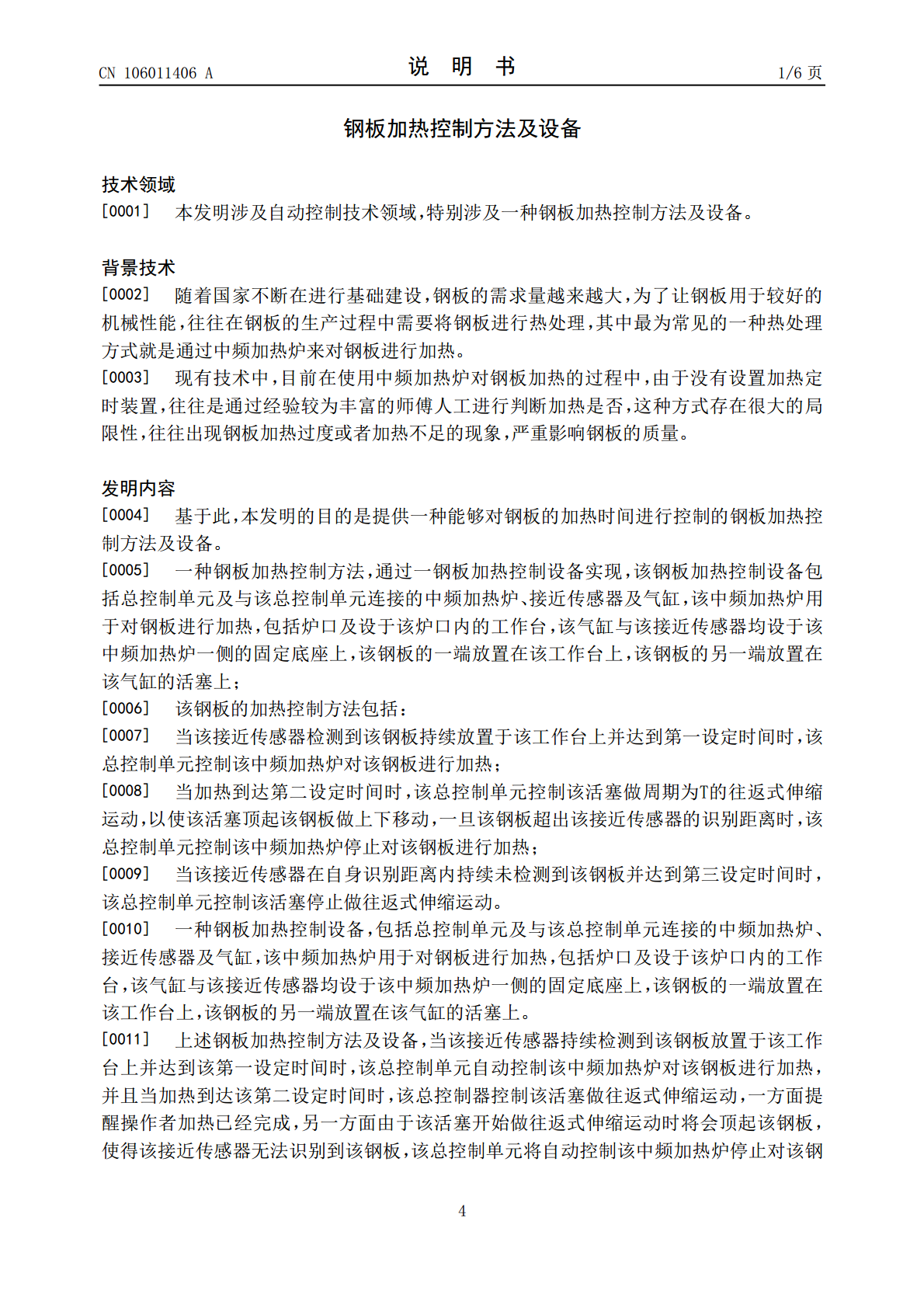
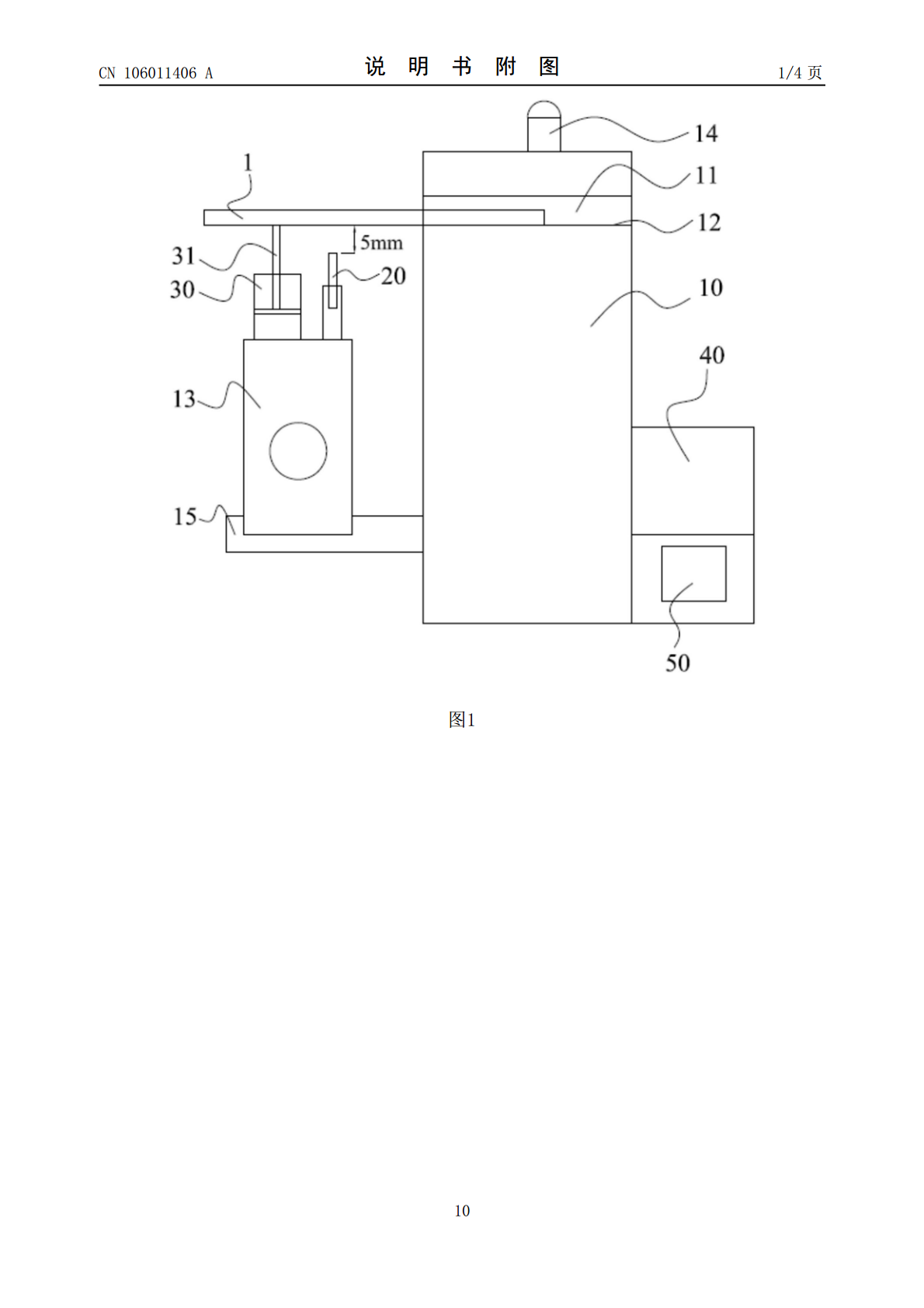
本发明提供一种钢板加热控制方法及设备,该钢板加热控制设备包括总控制单元、中频加热炉、接近传感器及气缸,该中频加热炉包括用于放置钢板的工作台,该钢板加热控制方法包括:当该接近传感器持续检测到该钢板放置于该工作台上并达到一定时间时,自动对该钢板进行加热,当加热达到一定时间时,控制该活塞做往返式伸缩运动,使得该钢板超出该接近传感器的识别距离,自动停止加热,当该接近传感器持续未检测到该钢板并达到第三设定时间时,该总控制单元控制该活塞停止做往返式伸缩运动,从而恢复原来位置,等待下一个该钢板。本发明中的钢板加热控制方
钢板加热方法和钢板加热装置.pdf
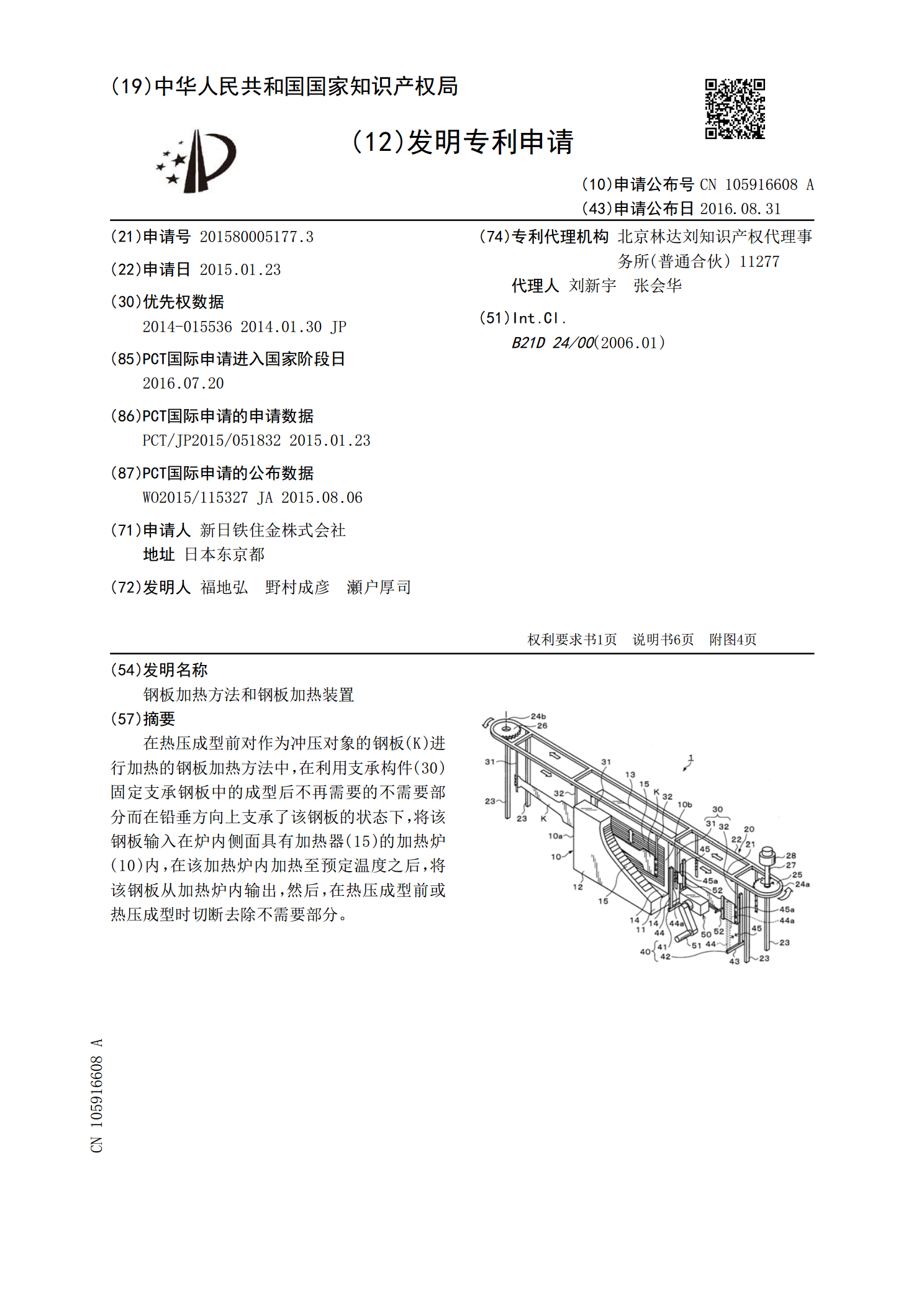
在热压成型前对作为冲压对象的钢板(K)进行加热的钢板加热方法中,在利用支承构件(30)固定支承钢板中的成型后不再需要的不需要部分而在铅垂方向上支承了该钢板的状态下,将该钢板输入在炉内侧面具有加热器(15)的加热炉(10)内,在该加热炉内加热至预定温度之后,将该钢板从加热炉内输出,然后,在热压成型前或热压成型时切断去除不需要部分。

无取向硅钢板坯低温加热的控制方法及控制装置.pdf
本发明公开了一种无取向硅钢板坯低温加热的控制方法,包括:确定板坯的加热制度:确定板坯的目标出炉温度为1100~1140℃;降低板坯的目标在炉时间并控制板坯在均热段的加热时间≥30min;提高加热炉的预热段设定温度和一加热段设定温度;在板坯装炉时,控制轧制单元间留空位,并根据板坯的宽度,对应增加板坯的装钢间隙;在板坯加热过程中,获取分段炉气温度,根据分段炉气温度和分段设定温度,对板坯的加热过程进行协同控制;控制板坯在加热炉的二加热段和均热段的横向温度梯度在30℃以内;上述方法同时实现了降低板坯加热温度、加热
板坯加热参数的获取方法、板坯加热方法及钢板板坯.pdf
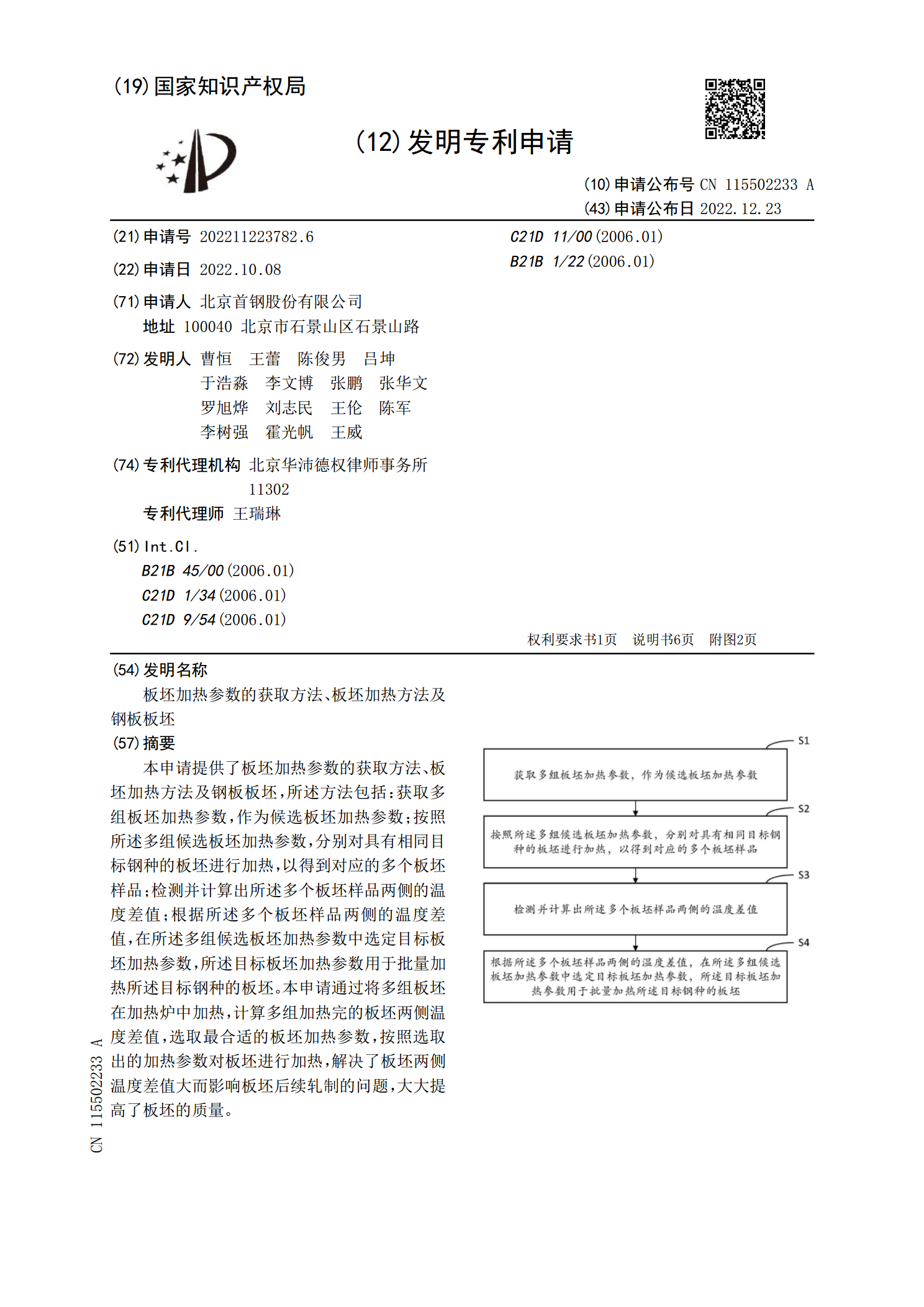
本申请提供了板坯加热参数的获取方法、板坯加热方法及钢板板坯,所述方法包括:获取多组板坯加热参数,作为候选板坯加热参数;按照所述多组候选板坯加热参数,分别对具有相同目标钢种的板坯进行加热,以得到对应的多个板坯样品;检测并计算出所述多个板坯样品两侧的温度差值;根据所述多个板坯样品两侧的温度差值,在所述多组候选板坯加热参数中选定目标板坯加热参数,所述目标板坯加热参数用于批量加热所述目标钢种的板坯。本申请通过将多组板坯在加热炉中加热,计算多组加热完的板坯两侧温度差值,选取最合适的板坯加热参数,按照选取出的加热参数

加热设备及加热设备的控制方法.pdf
本申请实施例提供一种加热设备及加热设备的控制方法,该加热设备包括:壳体组件,包括壳体和盖板;壳体和盖板围成容纳腔;炉盘组件,位于容纳腔的内部、与盖板间隔设置;测温组件,位于容纳腔的内部,测温组件具有温度传感器,温度传感器的部分伸入炉盘组件的内部,被配置为测量炉盘组件的温度;称重组件,位于壳体的底部,被配置为测量加热设备的重量;报警组件,被配置为进行报警提示;控制板组件,位于容纳腔内,分别与炉盘组件、测温组件、称重组件和报警组件连接,被配置为根据温度和重量控制报警组件进行报警提示。本申请实施例提供的加热设备