
上引式连续铸造方法和上引式连续铸造装置.pdf

白凡****12

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
上引式连续铸造方法和上引式连续铸造装置.pdf
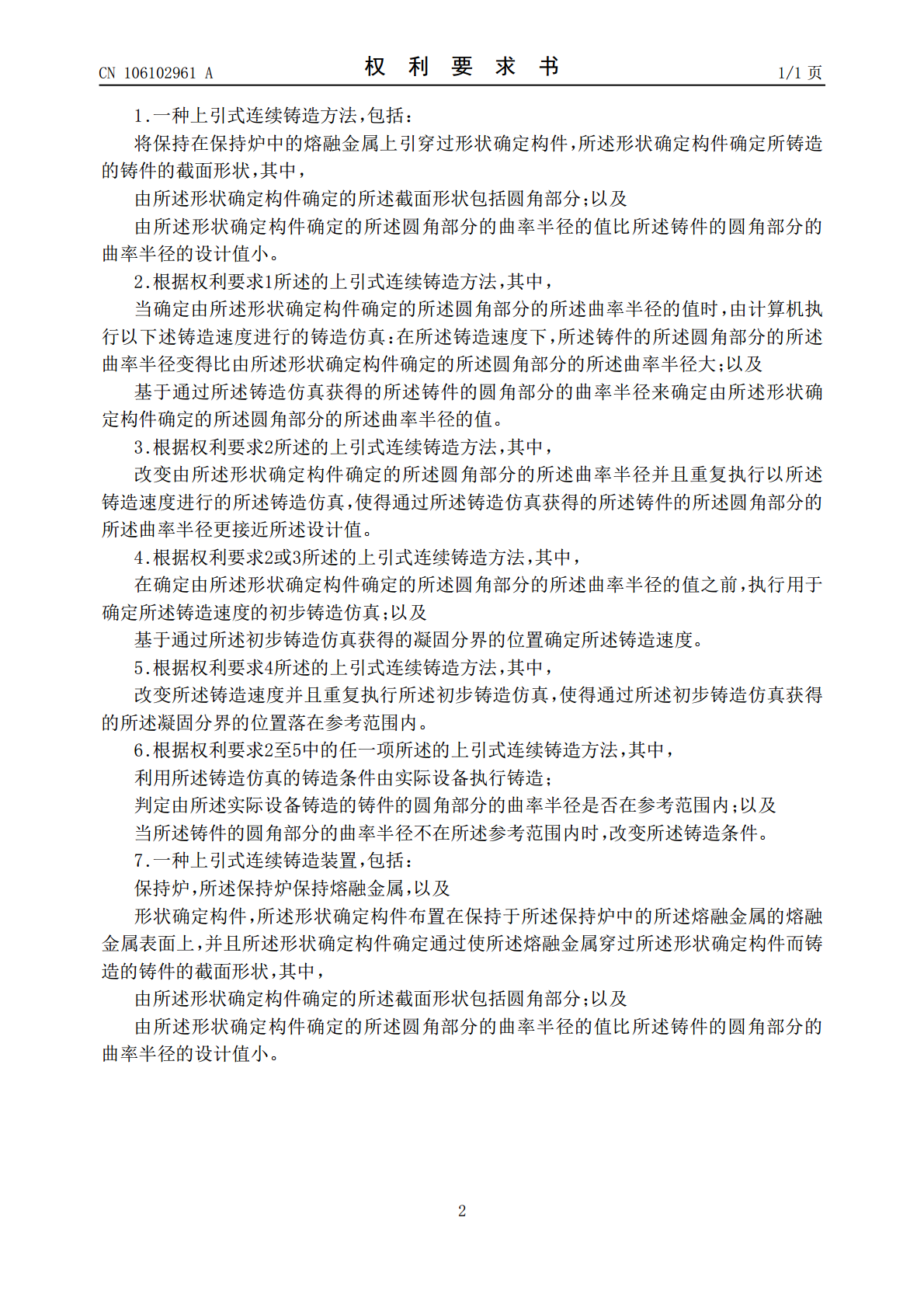
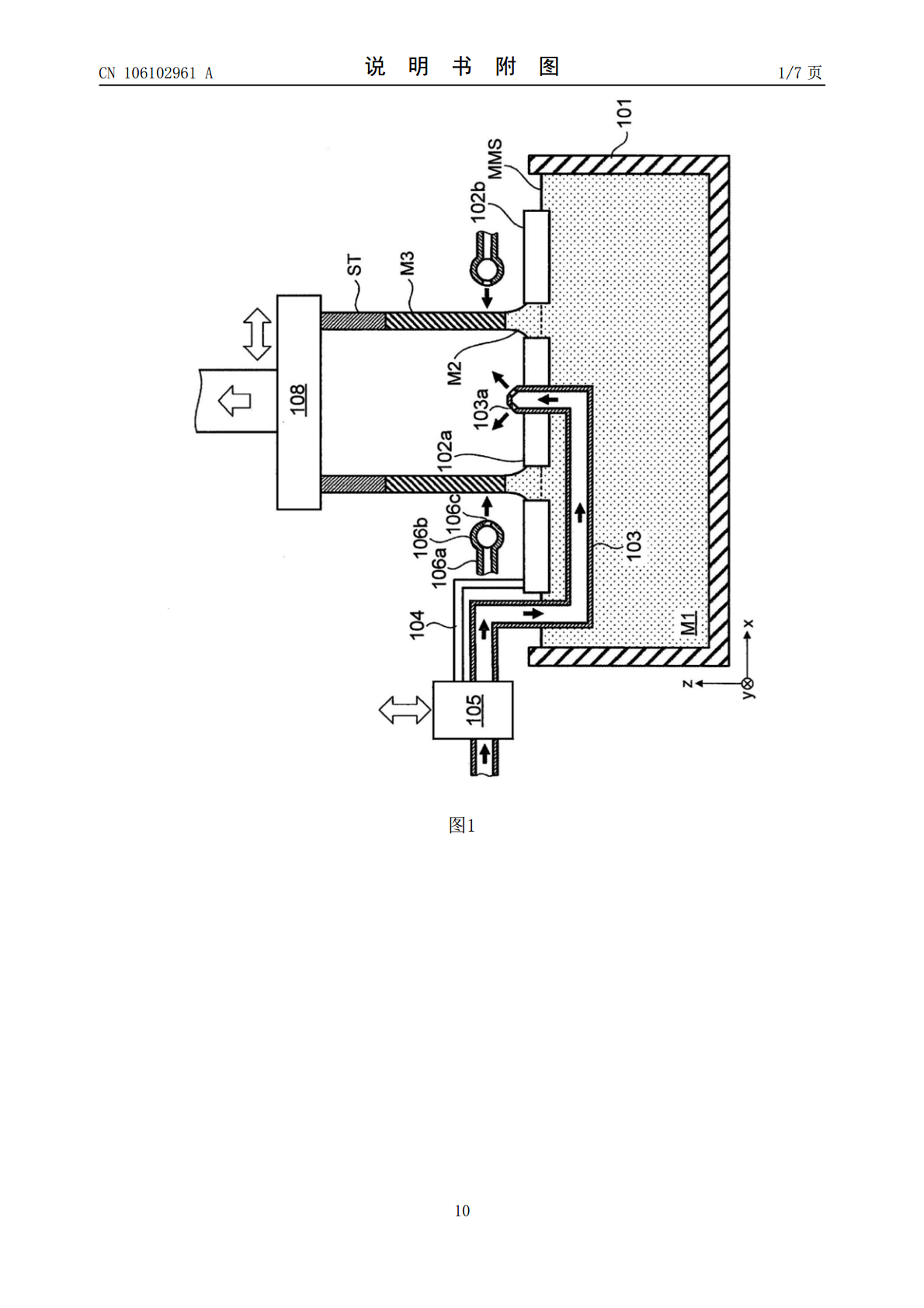
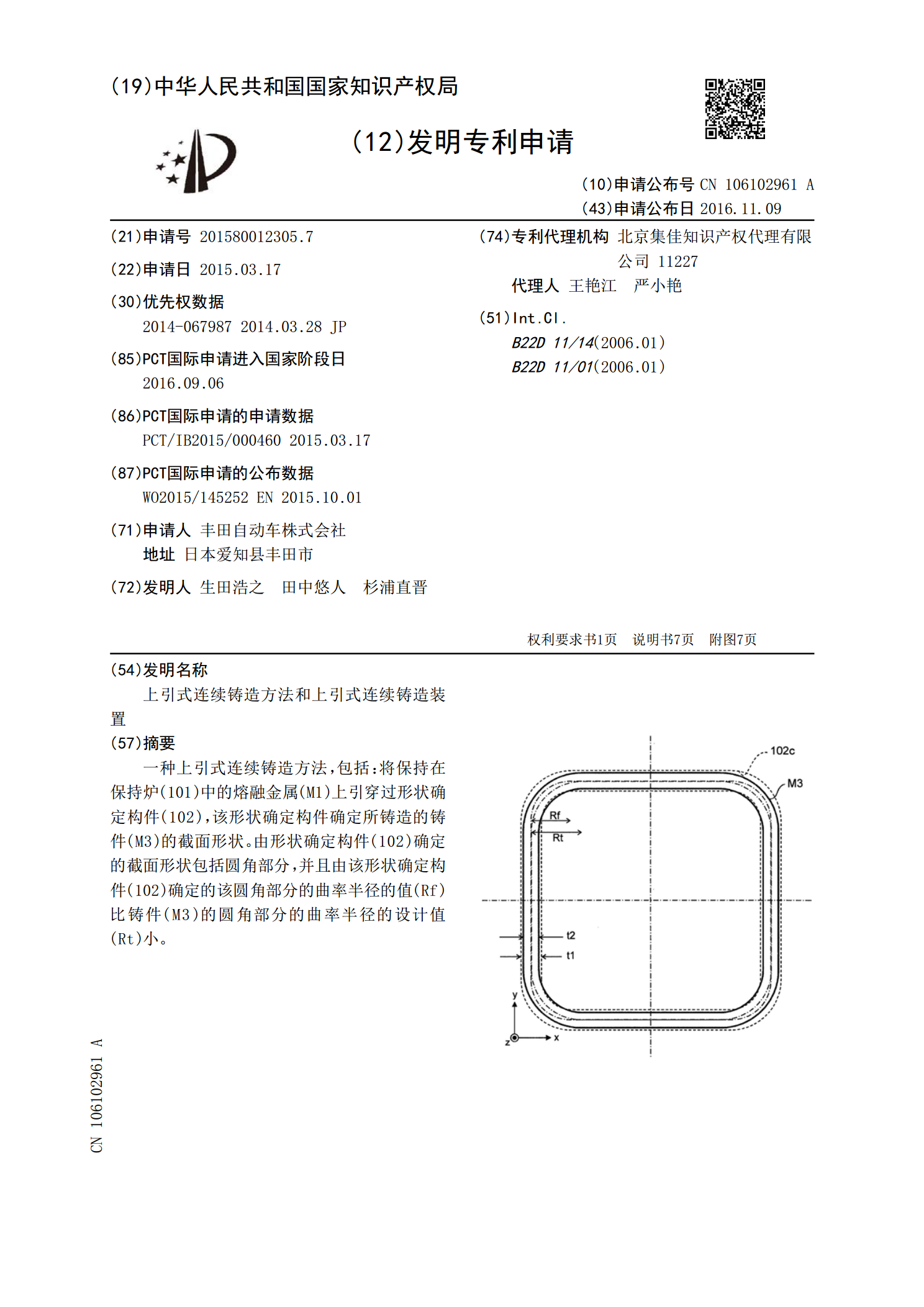
一种上引式连续铸造方法,包括:将保持在保持炉(101)中的熔融金属(M1)上引穿过形状确定构件(102),该形状确定构件确定所铸造的铸件(M3)的截面形状。由形状确定构件(102)确定的截面形状包括圆角部分,并且由该形状确定构件(102)确定的该圆角部分的曲率半径的值(Rf)比铸件(M3)的圆角部分的曲率半径的设计值(Rt)小。
上引式连续铸造装置和上引式连续铸造方法.pdf
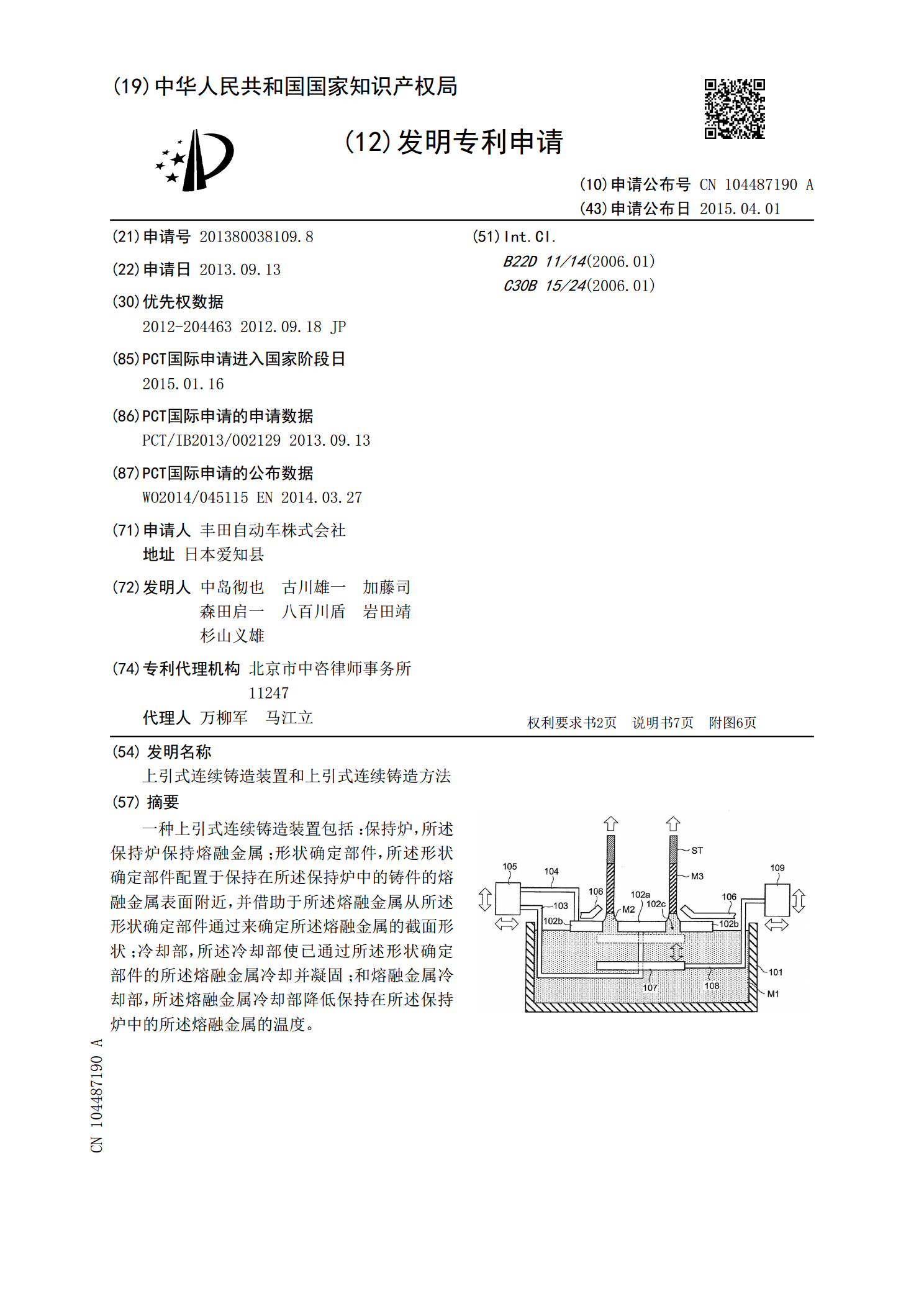
一种上引式连续铸造装置包括:保持炉,所述保持炉保持熔融金属;形状确定部件,所述形状确定部件配置于保持在所述保持炉中的铸件的熔融金属表面附近,并借助于所述熔融金属从所述形状确定部件通过来确定所述熔融金属的截面形状;冷却部,所述冷却部使已通过所述形状确定部件的所述熔融金属冷却并凝固;和熔融金属冷却部,所述熔融金属冷却部降低保持在所述保持炉中的所述熔融金属的温度。
上引式连续铸造装置和上引式连续铸造方法.pdf
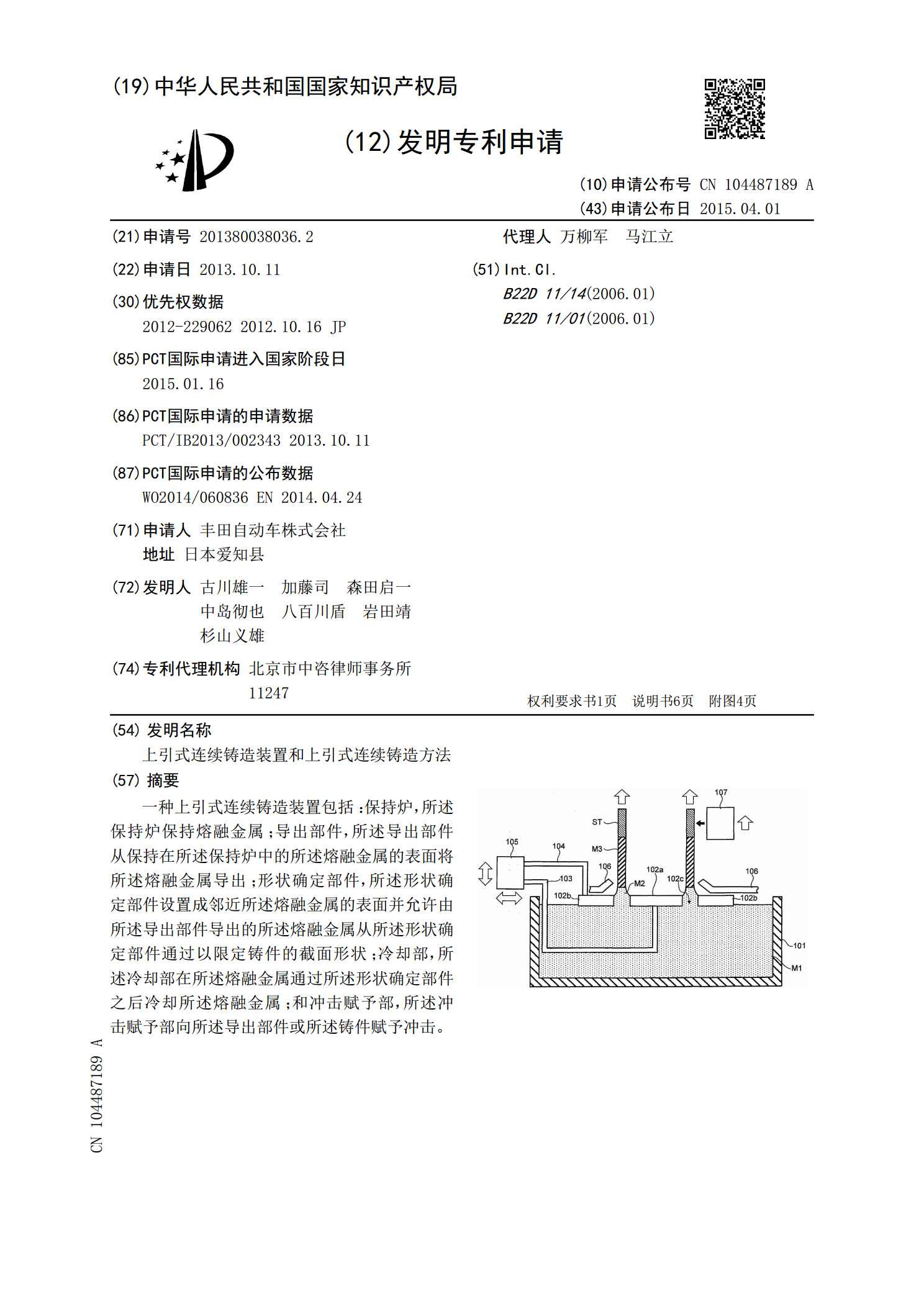
一种上引式连续铸造装置包括:保持炉,所述保持炉保持熔融金属;导出部件,所述导出部件从保持在所述保持炉中的所述熔融金属的表面将所述熔融金属导出;形状确定部件,所述形状确定部件设置成邻近所述熔融金属的表面并允许由所述导出部件导出的所述熔融金属从所述形状确定部件通过以限定铸件的截面形状;冷却部,所述冷却部在所述熔融金属通过所述形状确定部件之后冷却所述熔融金属;和冲击赋予部,所述冲击赋予部向所述导出部件或所述铸件赋予冲击。
上引式连续铸造装置和上引式连续铸造方法.pdf
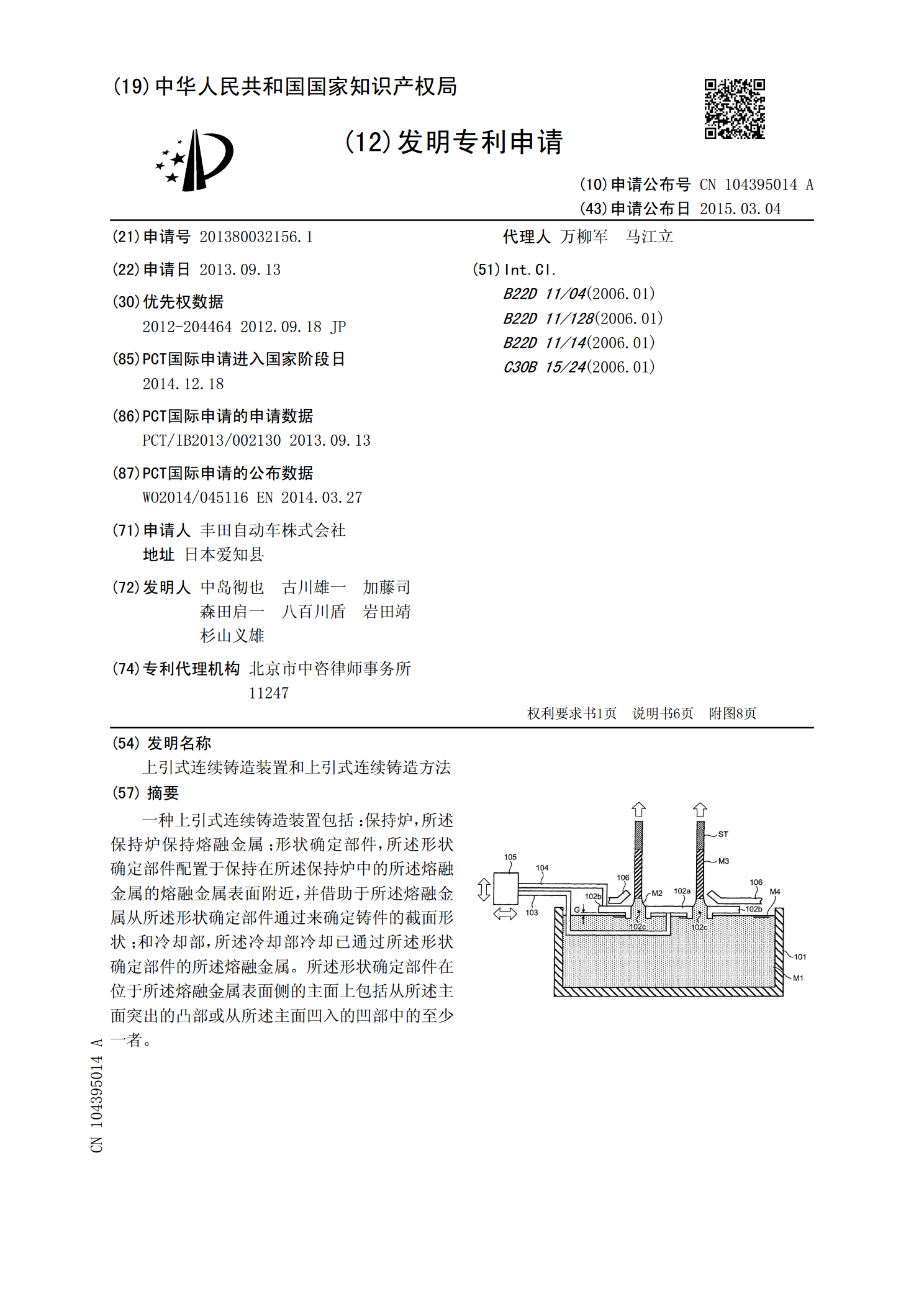
一种上引式连续铸造装置包括:保持炉,所述保持炉保持熔融金属;形状确定部件,所述形状确定部件配置于保持在所述保持炉中的所述熔融金属的熔融金属表面附近,并借助于所述熔融金属从所述形状确定部件通过来确定铸件的截面形状;和冷却部,所述冷却部冷却已通过所述形状确定部件的所述熔融金属。所述形状确定部件在位于所述熔融金属表面侧的主面上包括从所述主面突出的凸部或从所述主面凹入的凹部中的至少一者。
上引式连续铸造装置和上引式连续铸造方法.pdf
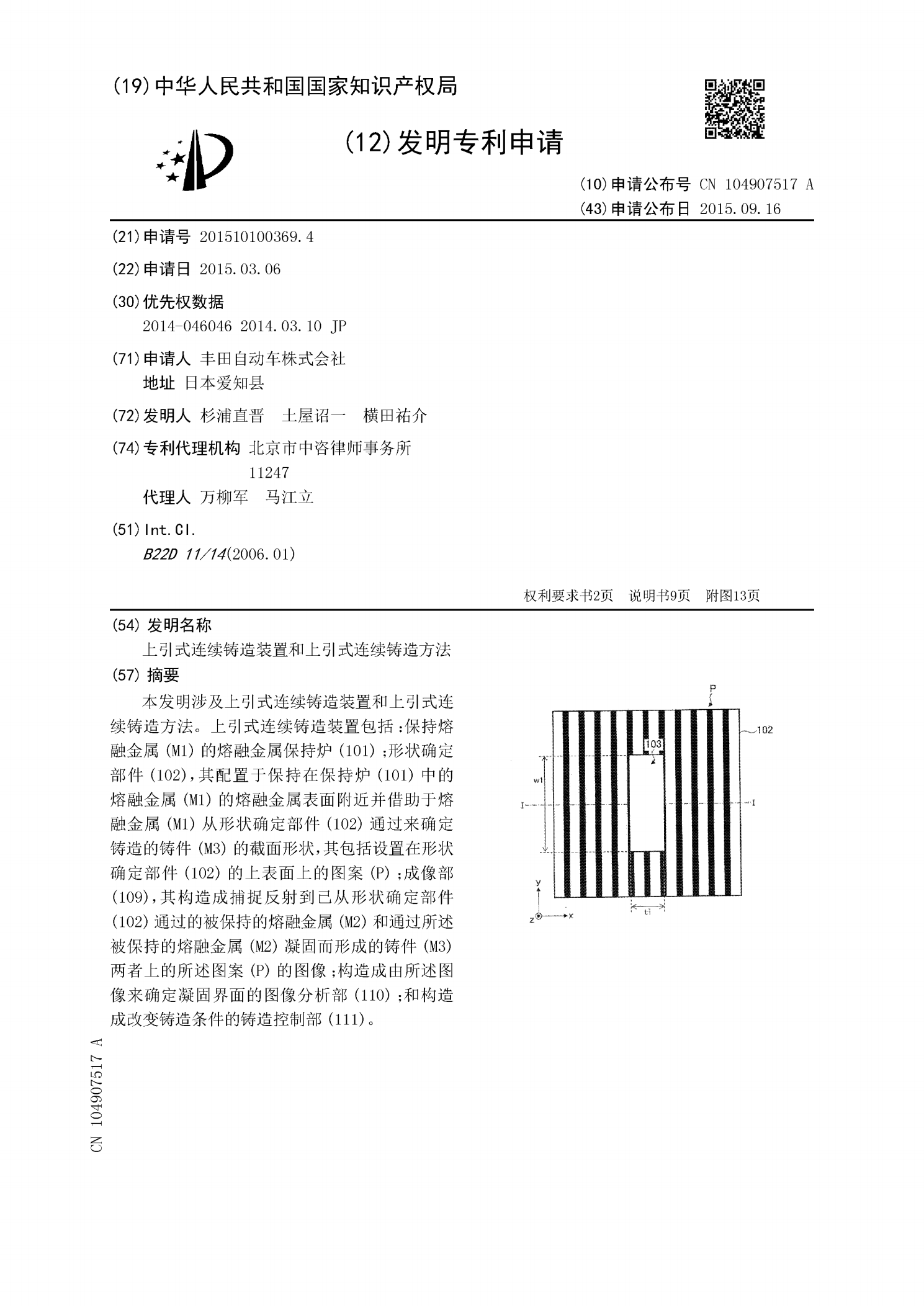
本发明涉及上引式连续铸造装置和上引式连续铸造方法。上引式连续铸造装置包括:保持熔融金属(M1)的熔融金属保持炉(101);形状确定部件(102),其配置于保持在保持炉(101)中的熔融金属(M1)的熔融金属表面附近并借助于熔融金属(M1)从形状确定部件(102)通过来确定铸造的铸件(M3)的截面形状,其包括设置在形状确定部件(102)的上表面上的图案(P);成像部(109),其构造成捕捉反射到已从形状确定部件(102)通过的被保持的熔融金属(M2)和通过所述被保持的熔融金属(M2)凝固而形成的铸件(M3)