
跨规格组距无缝钢管的热连轧生产方法.pdf

慧红****ad

1/10

2/10
3/10
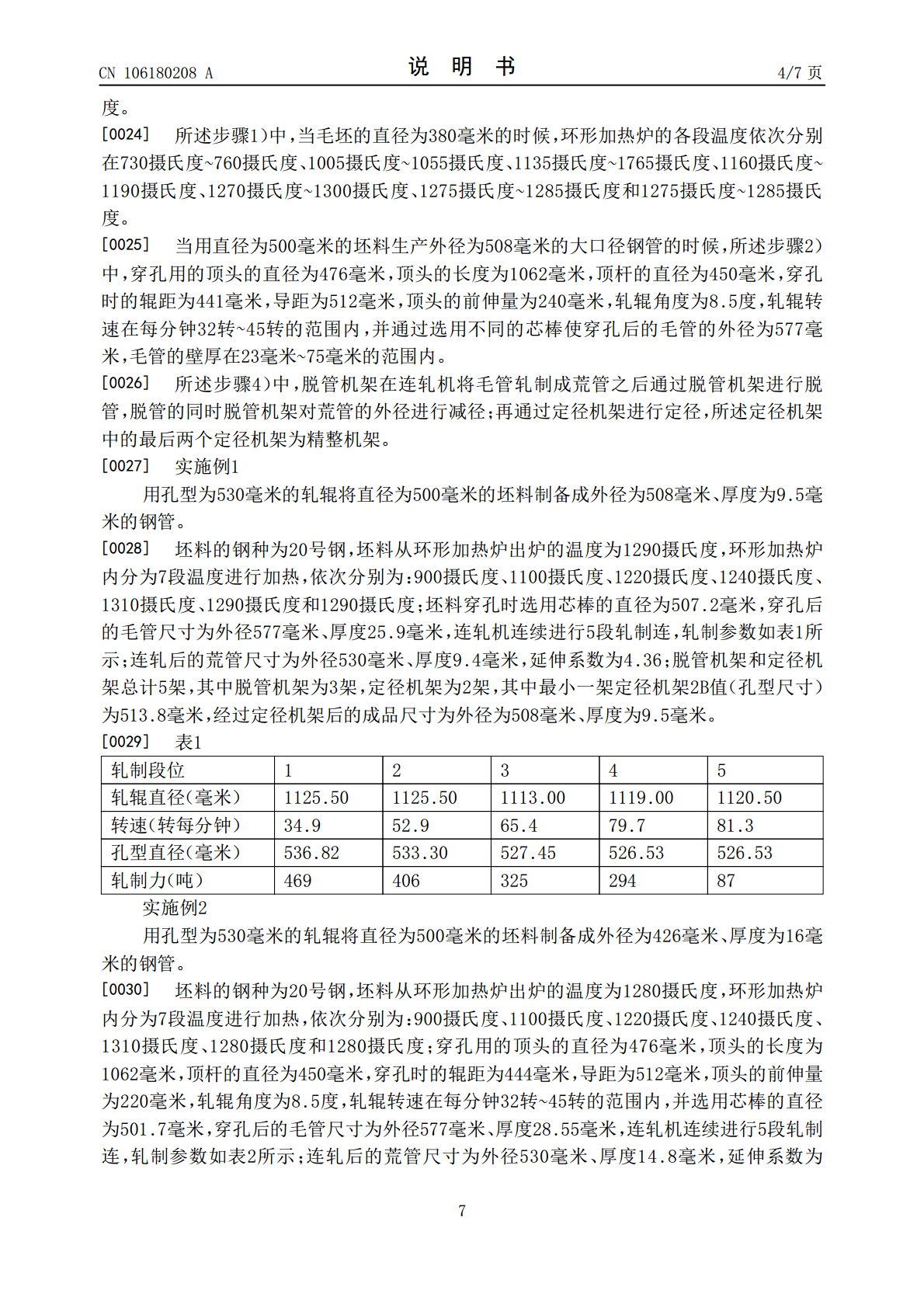
4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
跨规格组距无缝钢管的热连轧生产方法.pdf
本发明公开了一种跨规格组距无缝钢管的热连轧生产方法,包括以下步骤:1)将坯料放入环形加热炉进行加热;2)当坯料的温度加热到1250摄氏度以上的时候,将坯料取出之后穿孔成毛管;3)将穿孔之后的毛管通过连轧机进行PQF三辊连轧;4)将连轧之后的荒管进行脱管,再通过定径机架对荒管的外径进行减径和定径;5)将定径之后的钢管周转至冷床上进行冷却。从上述结构可知,本发明的跨规格组距无缝钢管的热连轧生产方法,通过跨规格组距产品的生产,可以禁用530毫米孔型的轧辊、454毫米孔型的轧辊以及383毫米孔型的轧辊,生产出外径
一种热连轧无缝钢管生产方法.pdf
本发明公开了一种热连轧无缝钢管生产方法,包括:缓冲保温装置在保温状态下缓冲存放炼钢连铸车间提供的连铸圆管坯,将连铸圆管坯提供给步进式均热炉;步进式均热炉将所述缓冲保温装置提供的连铸圆管坯进行均热与升温;热锯分切装置将所述步进式均热炉提供的连铸圆管坯进行热锯分切,得到定尺管坯;保温罩将所述热锯分切装置提供的定尺管坯进行保温或升温,在穿孔机所需温度下,将所述定尺管坯送入所述穿孔机进行穿孔。本发明实现了“热装热送”的工艺,与传统生产工艺相比,能够节省40%以上的能源,并能降低1%以上的烧损。

530毫米大口径无缝钢管热连轧生产方法.pdf
本发明公开了一种530毫米大口径无缝钢管热连轧生产方法,包括以下步骤:1)将坯料放入环形加热炉进行加热;2)当坯料的温度加热到大于等于1250摄氏度的时候,将坯料取出之后穿孔成毛管;3)将穿孔之后的毛管通过连轧机进行PQF三辊连轧,连轧出外径为544毫米的荒管;4)将连轧之后的荒管通过脱管机架进行脱管和减径、定径;5)将定径之后的钢管周转至冷床上进行冷却。从上述工艺可知,本发明的530毫米大口径无缝钢管热连轧生产方法,实现了530毫米大口径无缝钢管的一次连轧生产,并且每小时可生产30支左右,明显提高了生产

508毫米大口径无缝钢管热连轧生产方法.pdf
本发明公开了一种508毫米大口径无缝钢管热连轧生产方法,包括以下步骤:1)将坯料放入环形加热炉进行加热;2)当坯料的温度加热到1250摄氏度以上的时候,将坯料取出之后穿孔成毛管;3)将穿孔之后的毛管通过连轧机进行PQF三辊连轧;4)将连轧之后的荒管进行脱管,再通过定径机架对荒管的外径进行减径和定径;5)将定径之后的钢管周转至冷床上进行冷却。从上述结构可知,本发明的508毫米大口径无缝钢管热连轧生产方法,实现了508毫米大口径无缝钢管的一次连轧生产,并且每小时可生产20~30支,明显提高了生产效率。
一种耐热无缝钢管12Cr1MoVG热连轧生产方法.pdf
本发明公开了一种耐热无缝钢管12Cr1MoVG热连轧生产方法,该热连轧生产方法的具体工艺流程为管坯锯切→钢管称重→环形炉加热→热定心→菌式穿孔→吹硼砂抗氧化→5机架三辊PQF轧机→3机架脱管机→12机架定径机→在线测厚→在线测径→冷床→4台管排锯锯切→吹吸灰→涡流探伤→人工检查→热处理→超生波探伤→水压→测长、称重、喷标、入库。通过本发明的方法生产的耐热无缝钢管12Cr1MoVG,具有优良的综合力学性能以及尺寸精度,完全能满足锅炉厂的各项性能和机加工要求。