
一种锻钢冷轧辊的整体淬火方法.pdf

曾琪****是我


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锻钢冷轧辊的整体淬火方法.pdf
本发明公开了一种锻钢冷轧辊的整体淬火方法,包括以下步骤:将所述锻钢冷轧辊装炉,加热至350~450℃,保温4~6小时;继续加温至650~750℃,保温8~12小时;继续加温至980~1090℃,保温16~24小时;调整淬火设备转数35~50r/min,淬火水量250~400m
锻钢冷轧辊感应淬火前的预热方法.pdf
本发明公开了一种锻钢冷轧辊感应淬火前的预热方法,其采用淬火机床感应预热,预热温度至AC1以下合适温度,冷轧辊移动过程中预热部分不水冷,通过加热温度与冷轧辊的移动速度的匹配,使轧辊在移动过程中表层热量向内传导,使内外层均温,预热结束冷轧辊移动回到起始位置时,控制其表面温度为200℃~400℃,达到整体预热的效果。本发明采用感应预热,由于感应预热加热速度快,整个预热过程约40分钟,加工效率较高;感应加热依靠电磁感应,能源利用率一般在90%以上,能耗远远低于电阻炉预热;同时由于轧辊初始温度较低,操作者吊装操作过
锻钢冷轧辊表面热处理设备及其方法.pdf
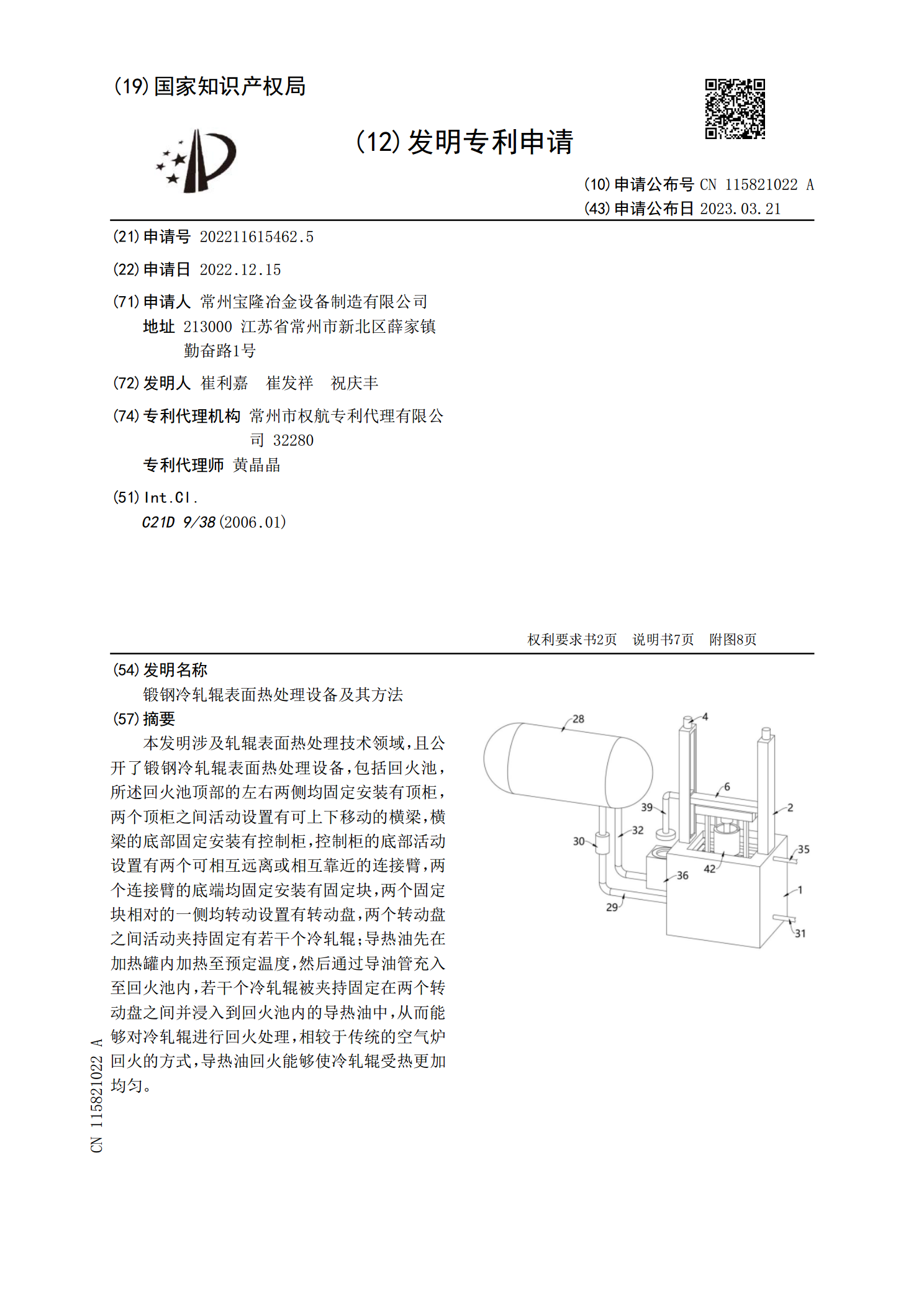
本发明涉及轧辊表面热处理技术领域,且公开了锻钢冷轧辊表面热处理设备,包括回火池,所述回火池顶部的左右两侧均固定安装有顶柜,两个顶柜之间活动设置有可上下移动的横梁,横梁的底部固定安装有控制柜,控制柜的底部活动设置有两个可相互远离或相互靠近的连接臂,两个连接臂的底端均固定安装有固定块,两个固定块相对的一侧均转动设置有转动盘,两个转动盘之间活动夹持固定有若干个冷轧辊;导热油先在加热罐内加热至预定温度,然后通过导油管充入至回火池内,若干个冷轧辊被夹持固定在两个转动盘之间并浸入到回火池内的导热油中,从而能够对冷轧辊
一种免退火冷锻齿轮钢及其制备方法.pdf
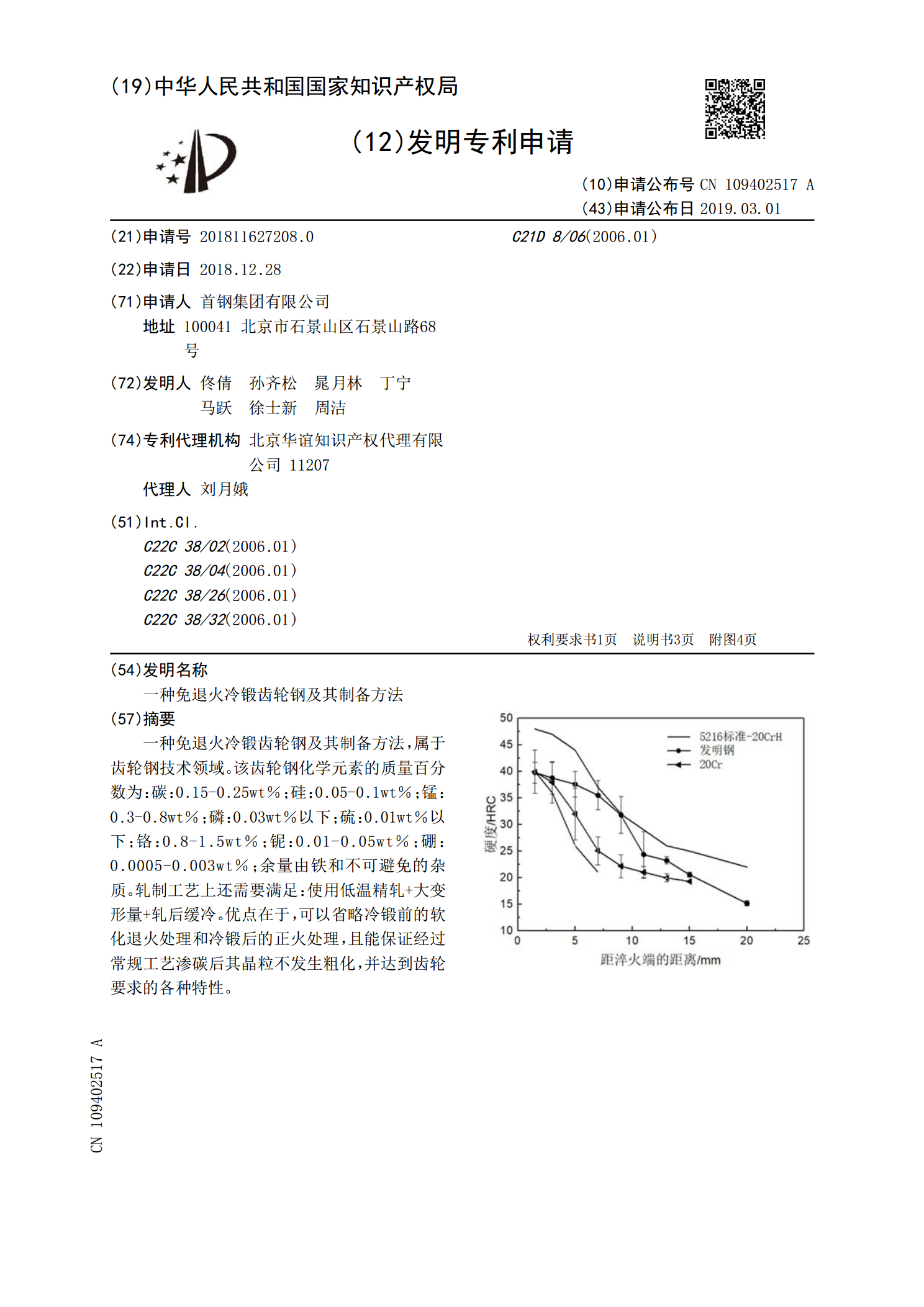
一种免退火冷锻齿轮钢及其制备方法,属于齿轮钢技术领域。该齿轮钢化学元素的质量百分数为:碳:0.15‑0.25wt%;硅:0.05‑0.1wt%;锰:0.3‑0.8wt%;磷:0.03wt%以下;硫:0.01wt%以下;铬:0.8‑1.5wt%;铌:0.01‑0.05wt%;硼:0.0005‑0.003wt%;余量由铁和不可避免的杂质。轧制工艺上还需要满足:使用低温精轧+大变形量+轧后缓冷。优点在于,可以省略冷锻前的软化退火处理和冷锻后的正火处理,且能保证经过常规工艺渗碳后其晶粒不发生粗化,并达到齿轮要求的

锻钢圆角淬火曲轴止推面加工方法.pdf
本发明提供一种锻钢圆角淬火曲轴止推面加工方法,步骤如下:(一)粗车;(二)精车;(三)热处理;(四)精车:1)精车前测量,确定后止推面精车工序的加工量:以曲轴后油封端面为基准,测量曲轴后油封端面至后止推面的轴向尺寸L’,确定后止推面精车加工量b;2)精车被加工部位即后止推面:精车的加工量为b,此时为精磨后止推面留下加工量a=0.2±0.05mm;3)测量精车后的后止推面与精车前的前止推面之间宽度,确定前止推面的精车加工量;4)精车前止推面至:为精磨留下加工量c=0.2±0.05mm,即当精磨后前后止推面之