
锻钢圆角淬火曲轴止推面加工方法.pdf

猫巷****婉慧


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锻钢圆角淬火曲轴止推面加工方法.pdf
本发明提供一种锻钢圆角淬火曲轴止推面加工方法,步骤如下:(一)粗车;(二)精车;(三)热处理;(四)精车:1)精车前测量,确定后止推面精车工序的加工量:以曲轴后油封端面为基准,测量曲轴后油封端面至后止推面的轴向尺寸L’,确定后止推面精车加工量b;2)精车被加工部位即后止推面:精车的加工量为b,此时为精磨后止推面留下加工量a=0.2±0.05mm;3)测量精车后的后止推面与精车前的前止推面之间宽度,确定前止推面的精车加工量;4)精车前止推面至:为精磨留下加工量c=0.2±0.05mm,即当精磨后前后止推面之
曲轴止推面加工设备及方法.pdf
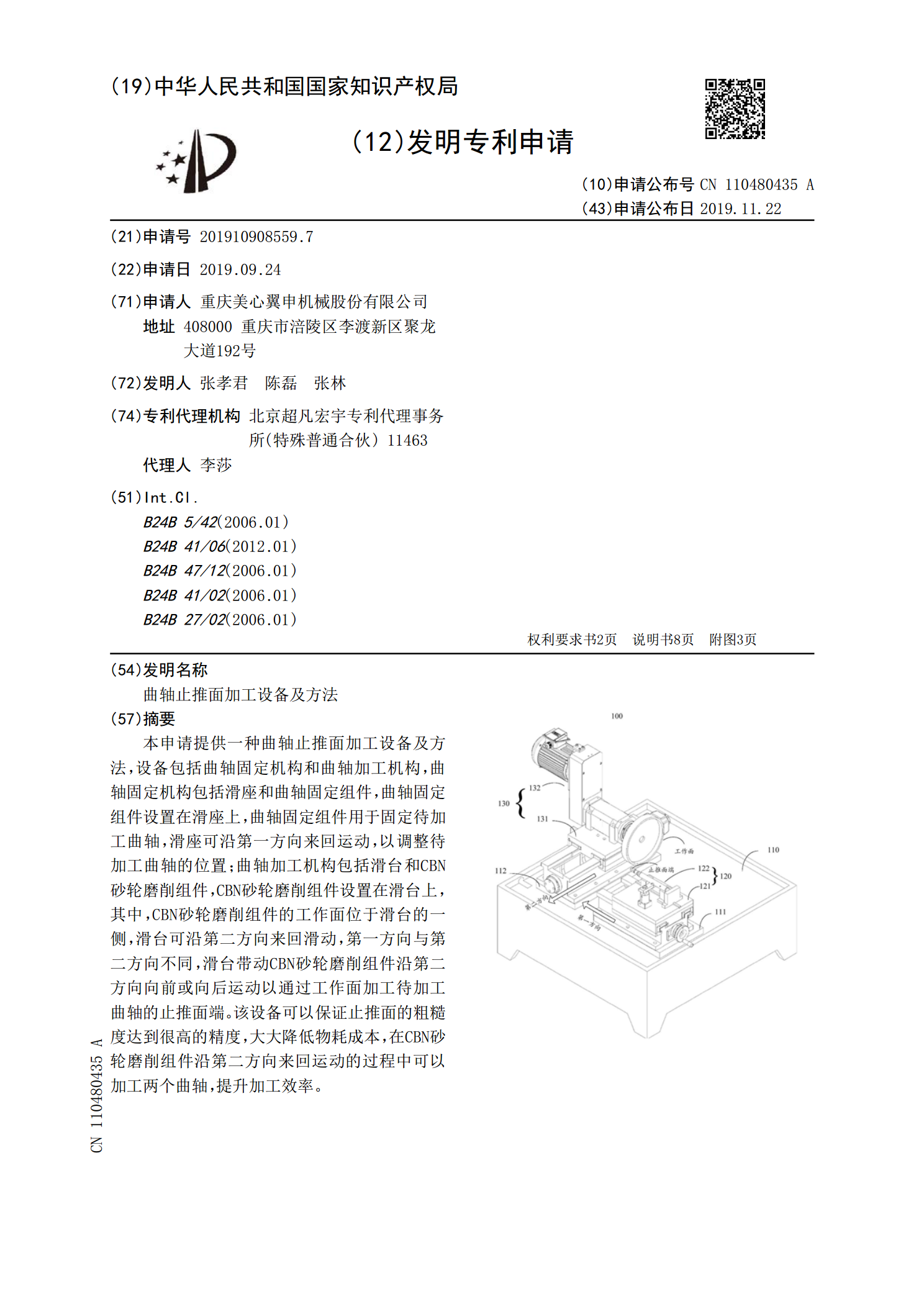
本申请提供一种曲轴止推面加工设备及方法,设备包括曲轴固定机构和曲轴加工机构,曲轴固定机构包括滑座和曲轴固定组件,曲轴固定组件设置在滑座上,曲轴固定组件用于固定待加工曲轴,滑座可沿第一方向来回运动,以调整待加工曲轴的位置;曲轴加工机构包括滑台和CBN砂轮磨削组件,CBN砂轮磨削组件设置在滑台上,其中,CBN砂轮磨削组件的工作面位于滑台的一侧,滑台可沿第二方向来回滑动,第一方向与第二方向不同,滑台带动CBN砂轮磨削组件沿第二方向向前或向后运动以通过工作面加工待加工曲轴的止推面端。该设备可以保证止推面的粗糙度达

曲轴轴颈圆角淬火工艺的研究.docx
曲轴轴颈圆角淬火工艺的研究曲轴轴颈作为发动机中重要的零部件,其性能直接关系到汽车的安全以及使用寿命。为了提高曲轴轴颈的硬度、耐磨性、抗疲劳性等性能,采取曲轴轴颈圆角淬火工艺来进行淬火处理已经成为了一种常见的方法。本文主要探讨曲轴轴颈圆角淬火工艺的研究。曲轴轴颈淬火工艺的影响因素曲轴轴颈淬火工艺的影响因素包括钢料、加热温度、保温时间、淬火介质、洗涤方式等。其中,钢料的选择对于淬火工艺具有至关重要的影响。一般来说,强度优良、耐磨性好的合金钢被广泛应用于曲轴轴颈的制造中。而加热温度则直接决定了淬火的效果。保温时

柴油机曲轴强化方法及中频圆角淬火工艺.pdf
7,2①柴D油机设计与制造esign&ManufactureofDieselEngine1999年第2期(.总第87期)柴油机曲轴强化方法及中频圆角淬火工艺乔粱丁、7AbSttactThispaperdescribesmainreinforcingmethodsforcrankshaftsofmedium—boredhigh—speeddieselengines.ItfⅢocoseson嘶AKWH—FautomaticcrankshanfillethardeningmachineofGermanAEG—E

曲轴止推端面加工工艺优化的综述报告.docx
曲轴止推端面加工工艺优化的综述报告曲轴是内燃机的重要零部件,它的主要功能是将piston的上下往复运动转化为rotaion的连续运动。因此,曲轴的精度和质量对于发动机的性能和寿命具有至关重要的影响。曲轴支持端面是曲轴主要的关键部位之一,它不仅需要具有较高的硬度和强度,还要具有良好的耐磨性和抗疲劳性能,这要求曲轴止推端面的加工工艺能够达到更为苛刻的要求。目前,曲轴止推端面的加工工艺主要有磨削、倒角和抛光等方法。其中磨削是目前最主要的加工方法之一,它能够实现高精度的曲轴止推端面加工。磨削的关键环节是磨削轮的选