
连续热镀锌机组退火炉的带钢跑偏仿真系统及控制方法.pdf

梦影****主a


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
连续热镀锌机组退火炉的带钢跑偏仿真系统及控制方法.pdf
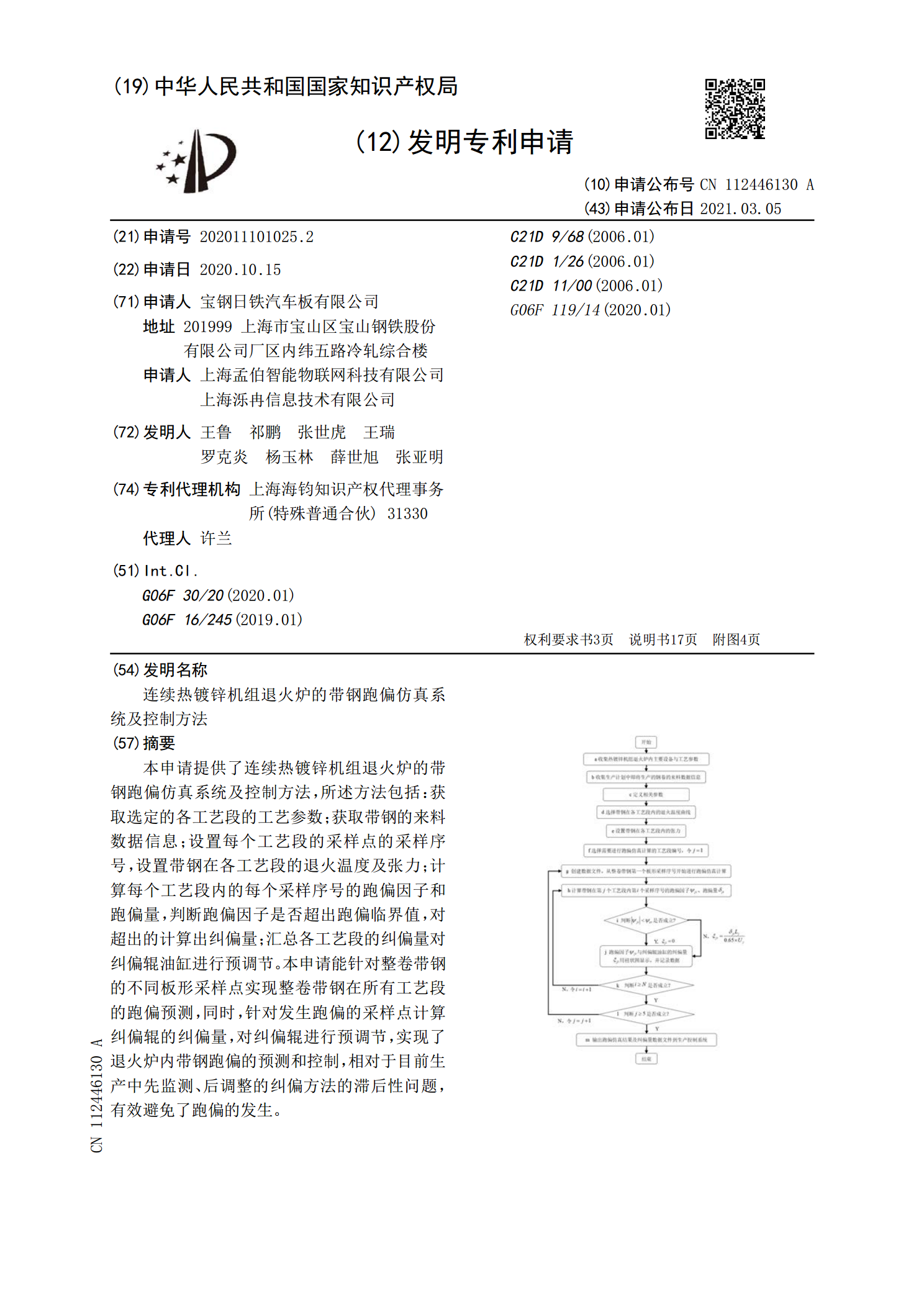
本申请提供了连续热镀锌机组退火炉的带钢跑偏仿真系统及控制方法,所述方法包括:获取选定的各工艺段的工艺参数;获取带钢的来料数据信息;设置每个工艺段的采样点的采样序号,设置带钢在各工艺段的退火温度及张力;计算每个工艺段内的每个采样序号的跑偏因子和跑偏量,判断跑偏因子是否超出跑偏临界值,对超出的计算出纠偏量;汇总各工艺段的纠偏量对纠偏辊油缸进行预调节。本申请能针对整卷带钢的不同板形采样点实现整卷带钢在所有工艺段的跑偏预测,同时,针对发生跑偏的采样点计算纠偏辊的纠偏量,对纠偏辊进行预调节,实现了退火炉内带钢跑偏的

立式连续退火炉内带钢防跑偏的控制方法及控制系统.pdf
本发明公开了一种立式连续退火炉内带钢防跑偏的控制方法,包括:获取冷硬卷的板形实际曲线、板形仪对冷硬卷的分区信息;根据板形实际曲线和分区信息,确定冷硬卷的板形判定区域;在板形判定区域内,根据板形实际曲线,判断冷硬卷的板形是否符合板形内控标准;若不符合板形内控标准,继续判断冷硬卷的板形是否符合板形判定标准;若不符合板形判定标准,对冷硬卷进行预平整处理或预拉矫处理;控制处理后的冷硬卷在立式连续退火炉的加热段的运行速度执行第一类限速;若符合板形判定标准,控制冷硬卷在立式连续退火炉的加热段的运行速度执行第二类限速;

连续退火炉区带钢跑偏原因分析与控制.docx
连续退火炉区带钢跑偏原因分析与控制连续退火炉区带钢跑偏是钢铁制造过程中的一个常见问题。带钢跑偏会导致产品质量下降、生产效率降低并增加能源消耗。因此,分析和控制带钢跑偏是提高生产效率和产品质量的一个重要任务。带钢的跑偏是指带钢在连续退火炉区内偏离中心线产生的现象。带钢跑偏的原因有多种,包括钢带的张力不均匀、辊轧和辊制力不均匀、冷却水和引线场的大扰动、带钢表面油膜的不均匀等。下面将针对这些原因进行分析和控制措施的讨论。钢带的张力不均匀是带钢跑偏的一个主要原因。在连续退火炉区,钢带的张力应该稳定且均匀分布,但由
带钢连续热镀铝锌开机跑偏控制方法.pdf
本发明公开了一种带钢连续热镀铝锌开机跑偏控制方法,涉及热镀铝锌产品的生产技术领域,提供一种生产长度为1.5~2.3mm,宽度为900mm~1250mm的带钢时,能够避免开机带钢跑偏和断带的带钢连续热镀铝锌开机跑偏控制方法。带钢连续热镀铝锌开机跑偏控制方法通过对退火炉各段以及锌锅内带钢张力的控制,对带钢移动速度的控制和对带钢加热及冷却的控制,保证带钢在连续热镀铝锌开机初期能够实现不跑偏也不断带,尽快产出合格的热镀铝锌带钢。本方法的使用可以将带钢连续热镀铝锌机组开机至出合格产品时间缩短为40分钟,废品量控制在

一种减少带钢横向跑偏的方法、及连续退火炉区纠偏系统.pdf
本发明公开了一种减少带钢横向跑偏的方法,应用于连续退火炉区纠偏系统中,包括:基于带钢的规格信息、带钢的初始板形信息、炉辊的初始辊形信息、以及热处理工艺信息,建立带钢的动态运行仿真模型;基于动态运行仿真模型,获得带钢对应的跑偏轨迹方程;在带钢进入所述连续退火炉区后,基于跑偏轨迹方程,纠正带钢的横向跑偏。本发明可以提升炉区的运行中的带钢的稳定性,减少带钢动态变规格时在炉区的横向跑偏。同时,本发明还公开了一种连续退火炉区纠偏系统。