
一种热镀锌带钢温度过渡方法.pdf

涵蓄****09

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种热镀锌带钢温度过渡方法.pdf
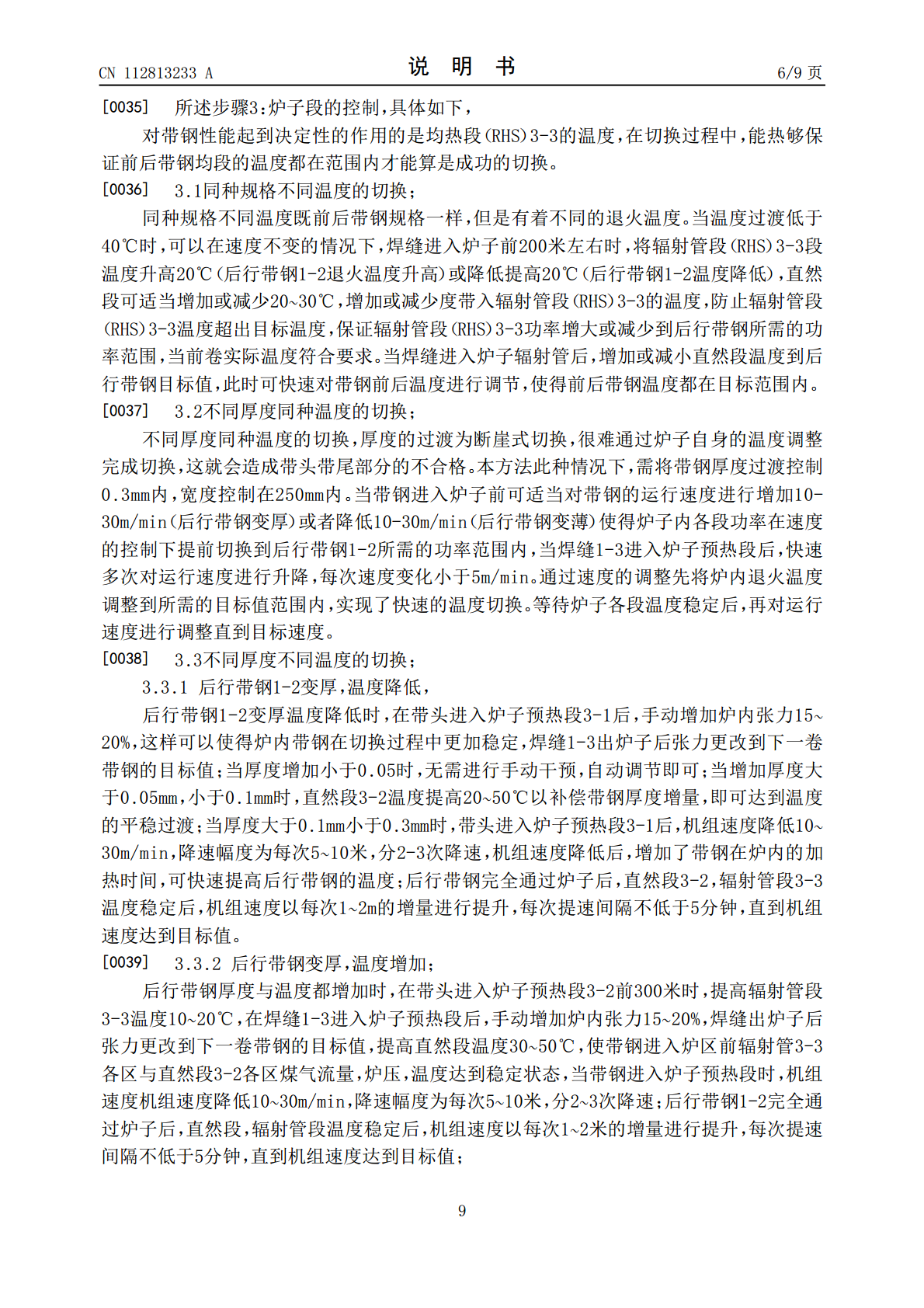
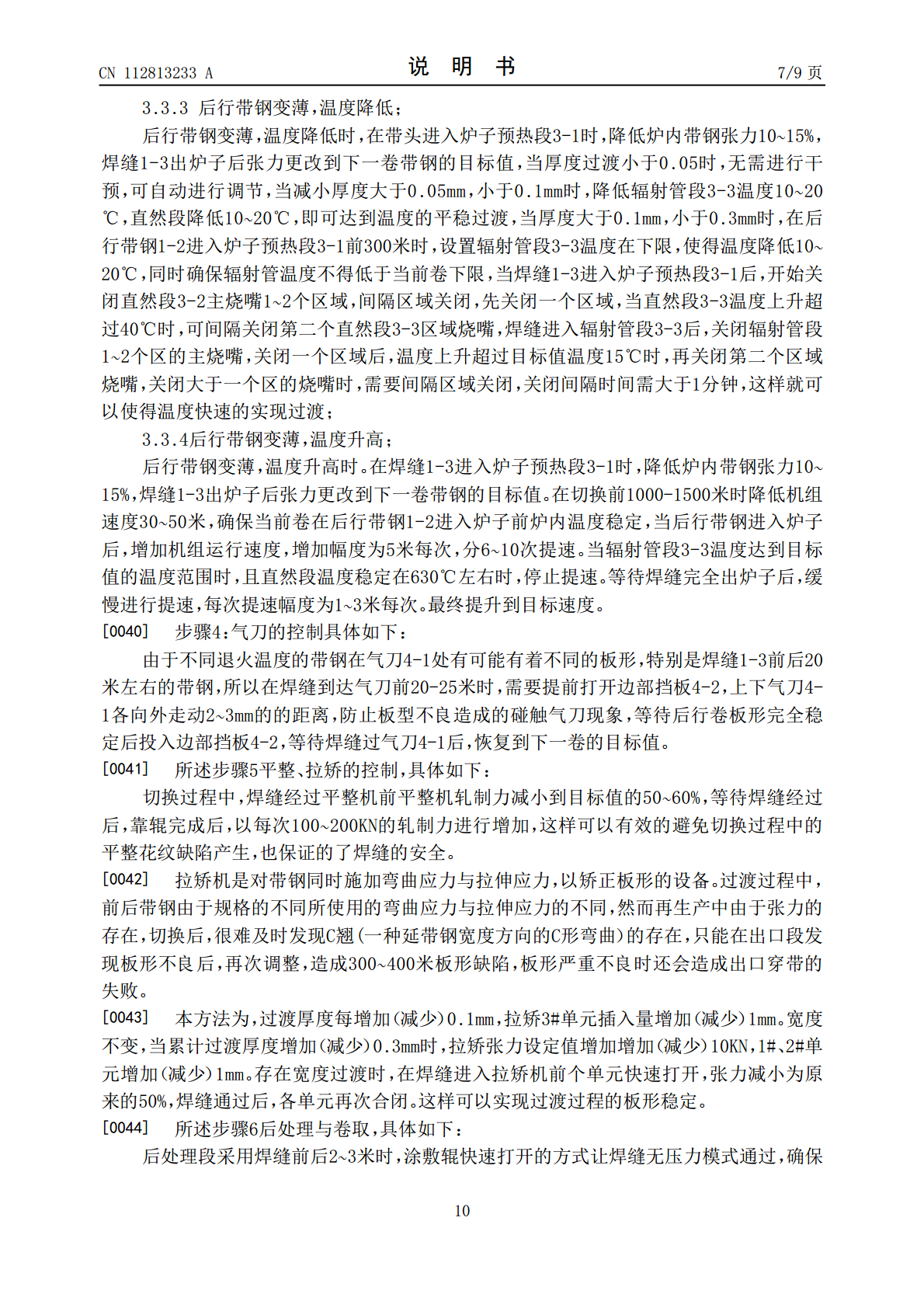
本发明涉及一种热镀锌带钢温度过渡方法,所述方法包括以下步骤:步骤1:入口段的控制;步骤2:清洗段的控制;步骤3:炉子段的控制;步骤4:气刀的控制;步骤5:平整、拉矫的控制;步骤6:后处理与卷取。该技术方案可以有效的使得规格切换过程中退火温度稳定在一定的范围内,保证切换前后带钢的性能合格稳定。
热镀锌退火炉带钢入锅温度控制方法.pdf
本发明公开了一种热镀锌退火炉带钢入锅温度控制方法,属于带钢加工技术领域。所述控制方法包括以下步骤:步骤1,获得各区域冷却风机转速的校验值;步骤2,将得到的各区域冷却风机转速的校验值与预设定值进行叠加,获得各区域冷却风机转速的设定值;步骤3,根据各区域冷却风机转速的设定值对风机转速进行调节,分析带钢的入锅温度,最终得到达到带钢入锅温度设定值所要求的各区域冷却风机转速,实现对带钢入锅温度的控制。采用上述方法对各区域冷却风机转速进行调整,有效解决了系统闭环过程中的滞后性问题,可以提高工作频率、减小时间常数,恰好
一种热镀锌带钢的生产方法.pdf
本发明公开了一种热镀锌带钢的生产方法,应用于≤0.5mm的极薄规格热镀锌带钢,包括如下步骤:控制冷轧机组对热镀锌带钢的冷硬基板进行冷轧,以使冷硬基板的粗糙度≥0.8μm,板宽厚度差≤40μm;控制热镀锌带钢在连续退火工艺段的退火温度为720℃~830℃;控制热镀锌带钢出退火炉前1h~2h开启退火炉出口段电加热,以使得热镀锌带钢出退火炉后与进锌锅前的温度差值≤20℃;控制热镀锌带钢在热镀锌工艺段的锌锅冷却塔张力值为8~12kN,矫正辊插入量≤15mm;控制钝化辊涂机为逆涂,调整钝化辊涂机的涂覆辊参数。上述的
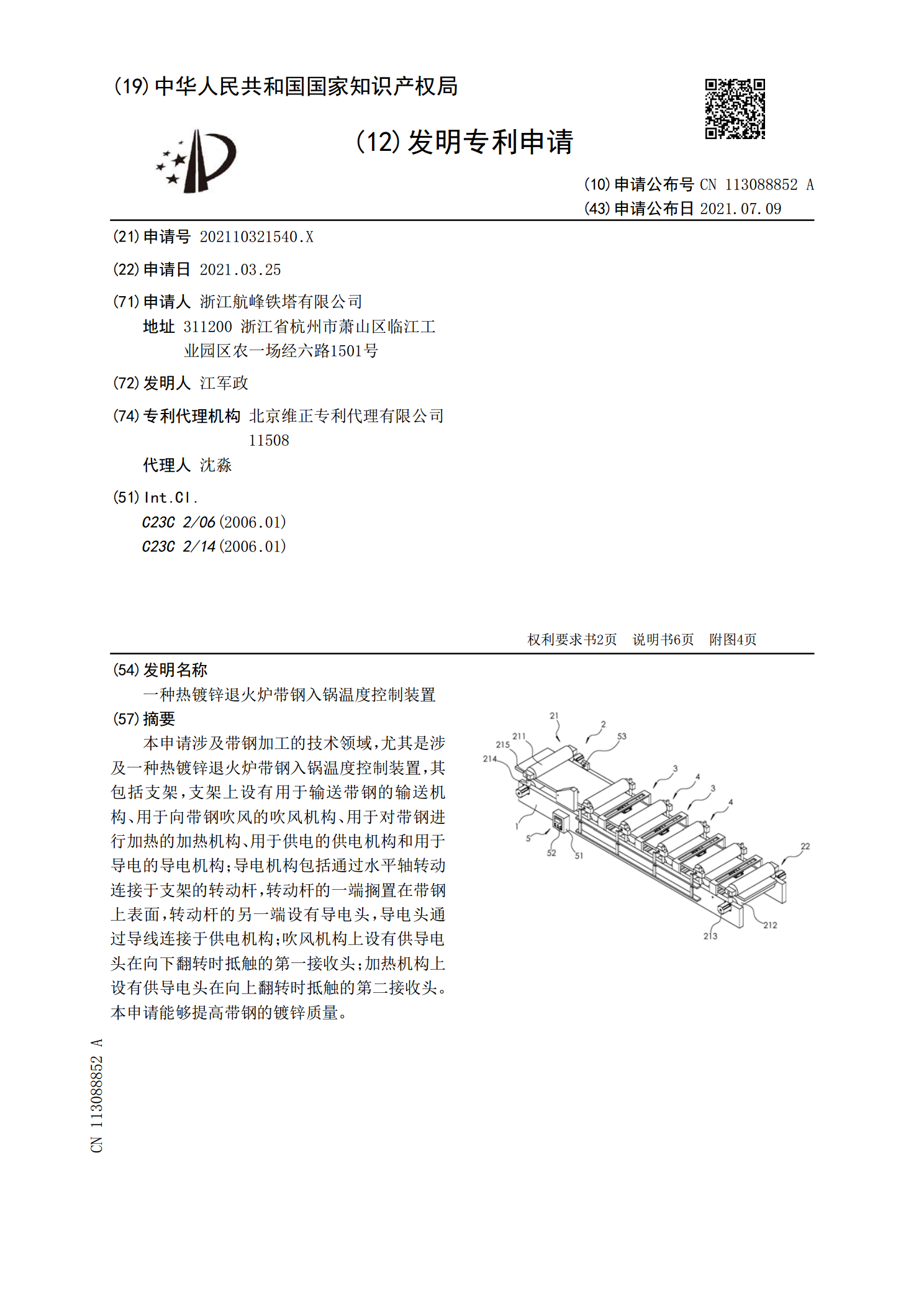
一种热镀锌退火炉带钢入锅温度控制装置.pdf
本申请涉及带钢加工的技术领域,尤其是涉及一种热镀锌退火炉带钢入锅温度控制装置,其包括支架,支架上设有用于输送带钢的输送机构、用于向带钢吹风的吹风机构、用于对带钢进行加热的加热机构、用于供电的供电机构和用于导电的导电机构;导电机构包括通过水平轴转动连接于支架的转动杆,转动杆的一端搁置在带钢上表面,转动杆的另一端设有导电头,导电头通过导线连接于供电机构;吹风机构上设有供导电头在向下翻转时抵触的第一接收头;加热机构上设有供导电头在向上翻转时抵触的第二接收头。本申请能够提高带钢的镀锌质量。
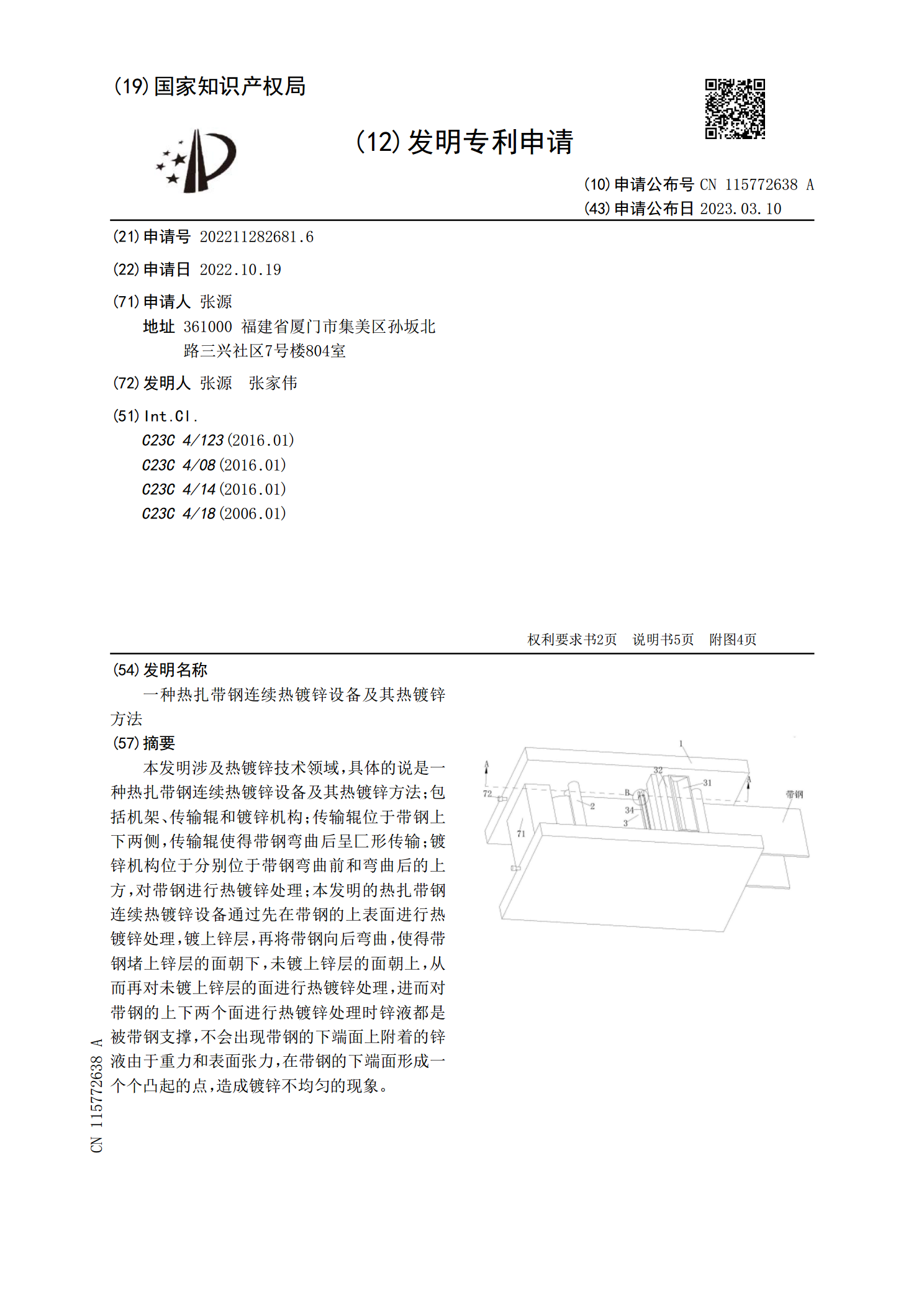
一种热扎带钢连续热镀锌设备及其热镀锌方法.pdf
本发明涉及热镀锌技术领域,具体的说是一种热扎带钢连续热镀锌设备及其热镀锌方法;包括机架、传输辊和镀锌机构;传输辊位于带钢上下两侧,传输辊使得带钢弯曲后呈匚形传输;镀锌机构位于分别位于带钢弯曲前和弯曲后的上方,对带钢进行热镀锌处理;本发明的热扎带钢连续热镀锌设备通过先在带钢的上表面进行热镀锌处理,镀上锌层,再将带钢向后弯曲,使得带钢堵上锌层的面朝下,未镀上锌层的面朝上,从而再对未镀上锌层的面进行热镀锌处理,进而对带钢的上下两个面进行热镀锌处理时锌液都是被带钢支撑,不会出现带钢的下端面上附着的锌液由于重力和表