
一种剪切机切削刀具及其制备方法.pdf

明钰****甜甜

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种剪切机切削刀具及其制备方法.pdf
本发明涉及一种剪切机切削刀具,原料铬、碳、锰、镍、钨、硅、钼、钒、磷、铼、硼、硫和铁,本发明中,将各种组分按一定比例进行电弧炉冶炼,冶炼好的铁水进行浇铸,然后经过锻压加工后制得工件,再经过热处理后,使工件内部的结构产生变化,整体为均一、致密的形态,其硬度为65时,大于现有的刀具硬度,而且在剪切较薄钢板、较厚钢板时的使用寿命均很好,由此可知,上述配方制成的刀具硬度高,韧性好,耐磨性高,其使用寿命长,相应的降低了使用成本。

一种高硬度耐磨结构的切削刀具及其制备方法.pdf
本发明公开了一种高硬度耐磨结构的切削刀具及其制备方法,本发明涉及切削刀具技术领域,包括锻造、退火、切割成型、热处理、刀具清洗、表面处理、抛光研磨,将W18Cr4V合金钢切割成圆柱形坯料,然后将坯料放入到锻造炉中,先用1100℃的温度对胚料进行煅烧25min,然后再以980℃的温度对胚料进行煅烧28min,最后再以910℃的温度对胚料进行煅烧45min。该高硬度耐磨结构的切削刀具及其制备方法,通过将TiN涂层、DLC涂层、AlCrN涂层以及CNx涂层依次溅射到刀具上,对刀具的表面进行了进一步的处理,提高了刀
一种纳米切削刀具陶瓷材料及其制备方法.pdf
本发明公开了一种纳米切削刀具陶瓷材料及其制备方法,所述的陶瓷材料包括纳米氧化铝25-38份、碳化钛4-9份、氮化铝5-11份、二氧化硅8-15份、二硼化钛4-8份、氮化硼2-7份、碳化钼4-8份、硅化钨3-10份;所述的陶瓷材料的制备方法包括下述的步骤:(1)按重量将上述的材料加入至高速混合机中,进行混合;(2)在高速混合机中混合均匀后,在球磨机中对粉料球磨;(3)打开高温烧结炉,将球磨后的粉末材料在高温烧结炉中进行高温烧结,制备得纳米切削刀具陶瓷材料。制备得到的陶瓷材料具备了较高的硬度和抗弯强度,适用于
切削刀具用多层梯度结构涂层及其制备方法.pdf
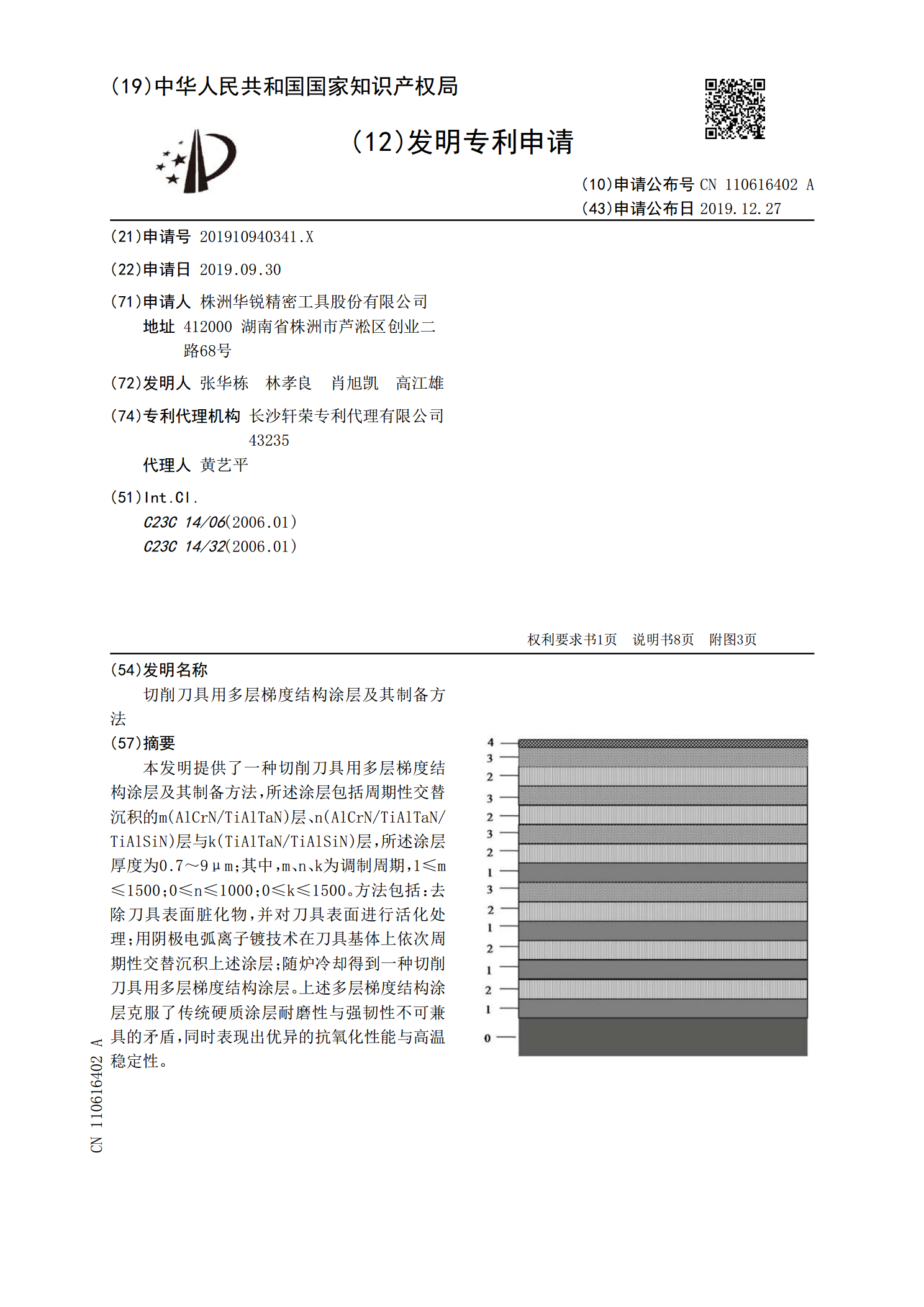
本发明提供了一种切削刀具用多层梯度结构涂层及其制备方法,所述涂层包括周期性交替沉积的m(AlCrN/TiAlTaN)层、n(AlCrN/TiAlTaN/TiAlSiN)层与k(TiAlTaN/TiAlSiN)层,所述涂层厚度为0.7~9μm;其中,m、n、k为调制周期,1≤m≤1500;0≤n≤1000;0≤k≤1500。方法包括:去除刀具表面脏化物,并对刀具表面进行活化处理;用阴极电弧离子镀技术在刀具基体上依次周期性交替沉积上述涂层;随炉冷却得到一种切削刀具用多层梯度结构涂层。上述多层梯度结构涂层克服了
一种切削加工刀具及其使用方法.pdf
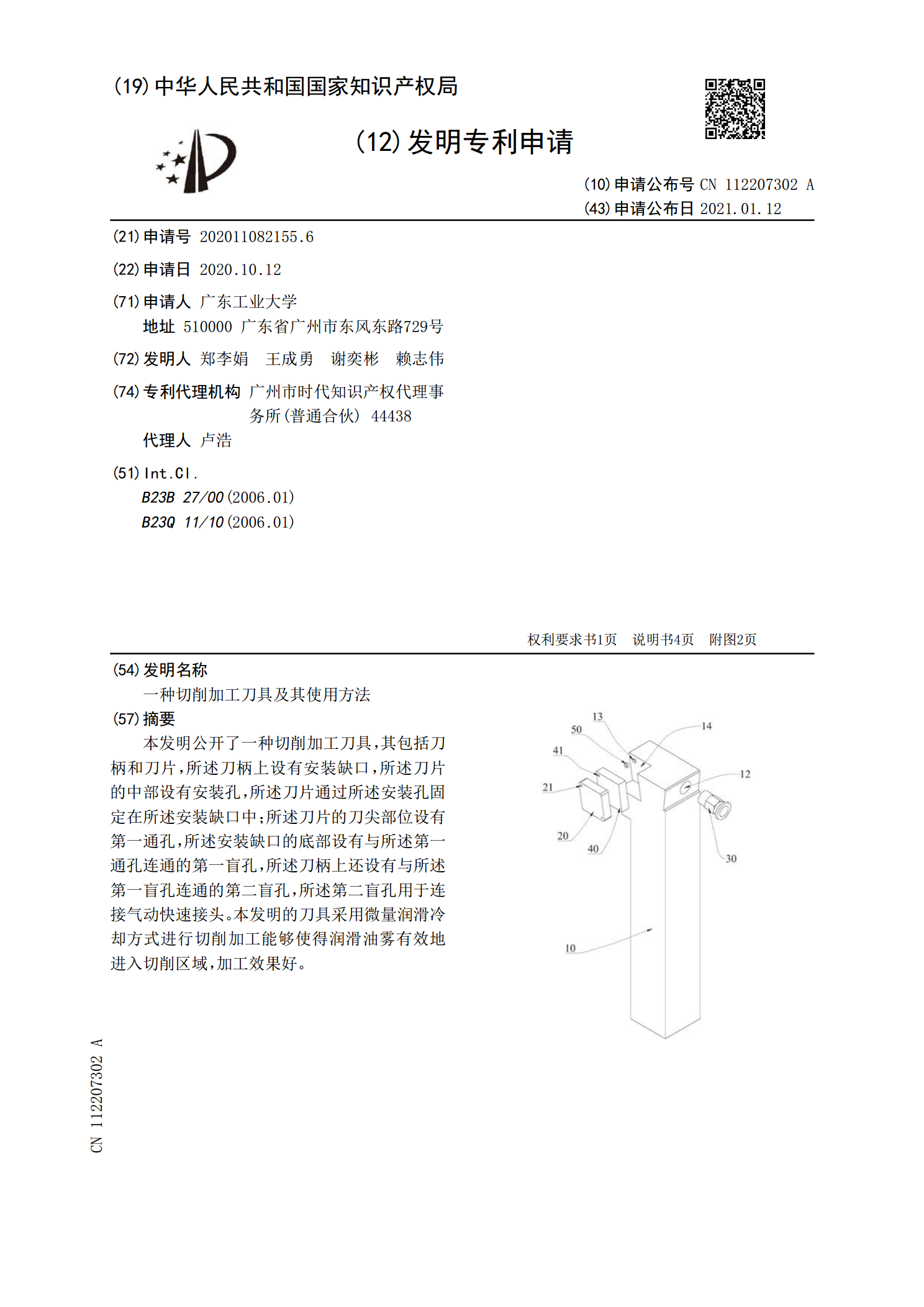
本发明公开了一种切削加工刀具,其包括刀柄和刀片,所述刀柄上设有安装缺口,所述刀片的中部设有安装孔,所述刀片通过所述安装孔固定在所述安装缺口中;所述刀片的刀尖部位设有第一通孔,所述安装缺口的底部设有与所述第一通孔连通的第一盲孔,所述刀柄上还设有与所述第一盲孔连通的第二盲孔,所述第二盲孔用于连接气动快速接头。本发明的刀具采用微量润滑冷却方式进行切削加工能够使得润滑油雾有效地进入切削区域,加工效果好。