
一种高硬度耐磨结构的切削刀具及其制备方法.pdf

努力****晓骞


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高硬度耐磨结构的切削刀具及其制备方法.pdf
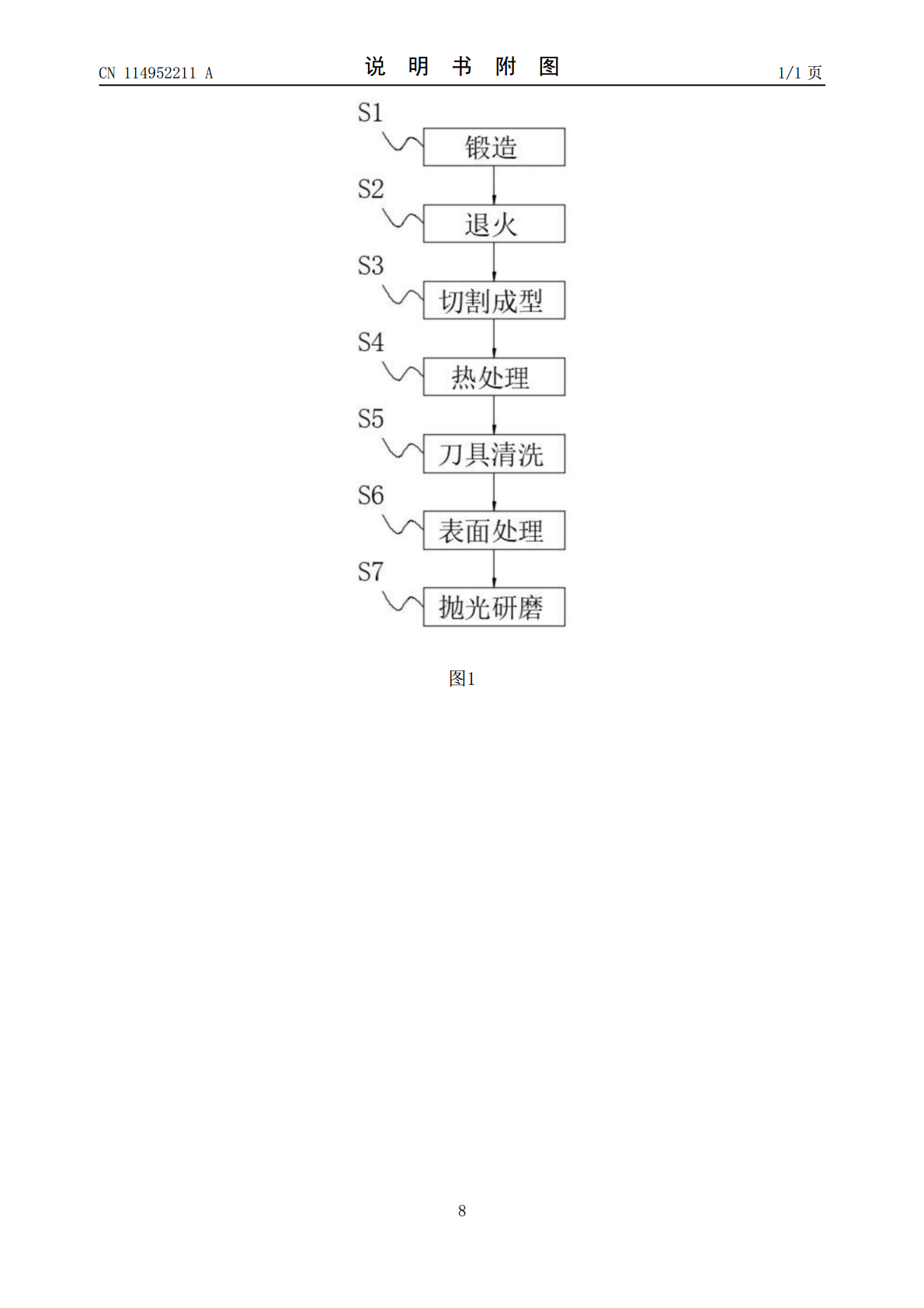
本发明公开了一种高硬度耐磨结构的切削刀具及其制备方法,本发明涉及切削刀具技术领域,包括锻造、退火、切割成型、热处理、刀具清洗、表面处理、抛光研磨,将W18Cr4V合金钢切割成圆柱形坯料,然后将坯料放入到锻造炉中,先用1100℃的温度对胚料进行煅烧25min,然后再以980℃的温度对胚料进行煅烧28min,最后再以910℃的温度对胚料进行煅烧45min。该高硬度耐磨结构的切削刀具及其制备方法,通过将TiN涂层、DLC涂层、AlCrN涂层以及CNx涂层依次溅射到刀具上,对刀具的表面进行了进一步的处理,提高了刀

一种高硬度耐磨凸轮及其制备方法.pdf
本发明公开了一种高硬度耐磨凸轮,其组分按重量百分比包括:Cu:4.50~5.00%,Si:1.20~1.60%,Mn:1.80~2.00%,Mg:0.50~0.70%,Zn:0.05~0.15%,其余为Al。本发明还公开了上述高硬度耐磨凸轮的制备方法,包括如下步骤:熔炼浇注,热挤压,精整,固溶处理,时效处理。本发明提出的高硬度耐磨凸轮及其制备方法,所得凸轮具有高硬度高强度,耐磨性能优异,使用寿命长。
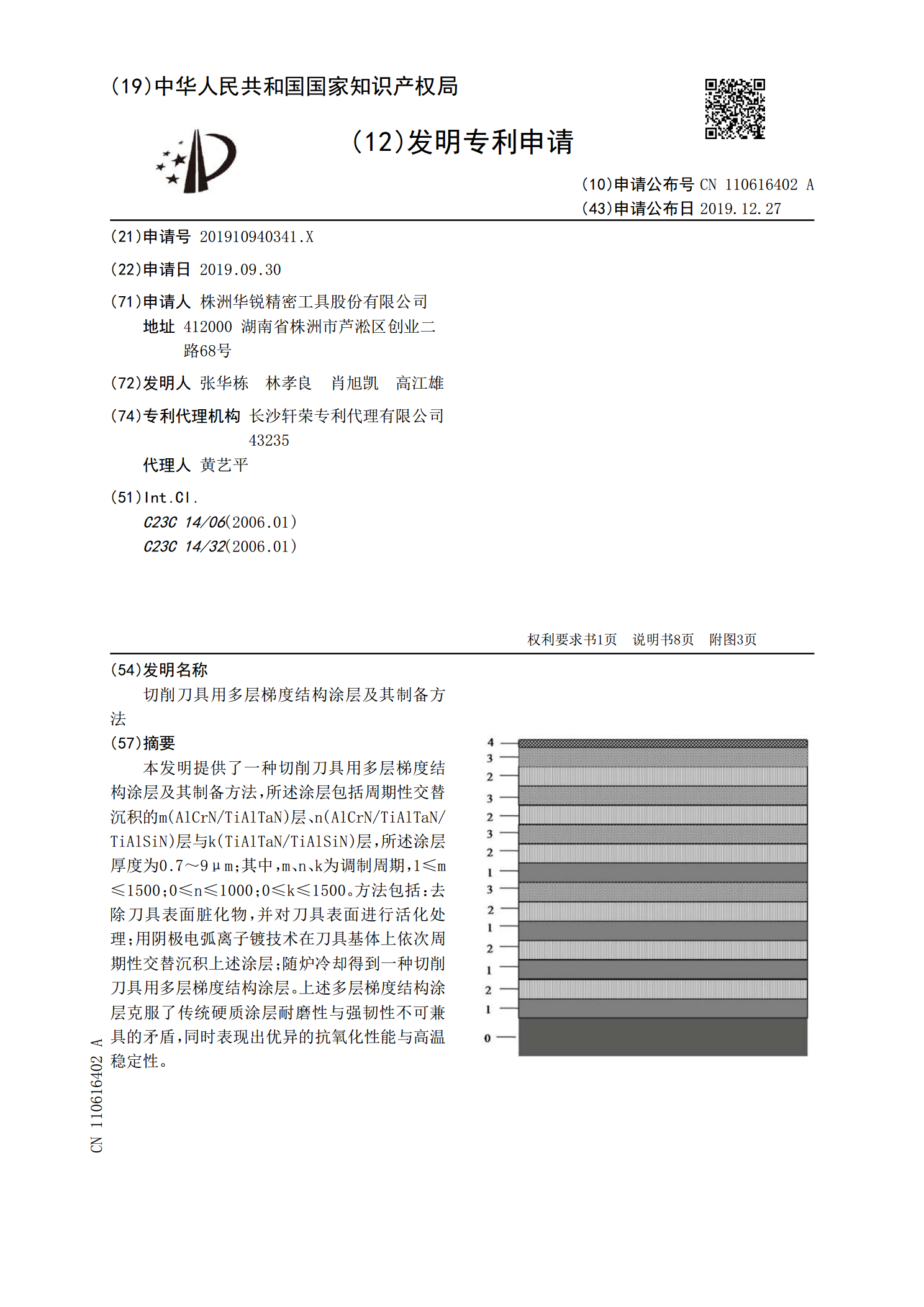
切削刀具用多层梯度结构涂层及其制备方法.pdf
本发明提供了一种切削刀具用多层梯度结构涂层及其制备方法,所述涂层包括周期性交替沉积的m(AlCrN/TiAlTaN)层、n(AlCrN/TiAlTaN/TiAlSiN)层与k(TiAlTaN/TiAlSiN)层,所述涂层厚度为0.7~9μm;其中,m、n、k为调制周期,1≤m≤1500;0≤n≤1000;0≤k≤1500。方法包括:去除刀具表面脏化物,并对刀具表面进行活化处理;用阴极电弧离子镀技术在刀具基体上依次周期性交替沉积上述涂层;随炉冷却得到一种切削刀具用多层梯度结构涂层。上述多层梯度结构涂层克服了
一种高硬度涂层耐磨球及其制备方法.pdf
本发明公开了一种高硬度涂层耐磨球及其制备方法,包括:用电炉熔炼得到钢水,然后浇铸得到坯体,将坯体加热、轧制成球,冷却后得到耐磨球基体;采用电弧喷涂法将粉芯丝材喷涂在所述耐磨球基体表面形成涂层,得到含涂层的耐磨球;将含涂层的耐磨球加热进行脉冲磁场处理,得到一次处理涂层耐磨球;将一次处理涂层耐磨球进行热等静压处理,然后冷却至室温,再经过低温回火,冷却后得到高硬度涂层耐磨球。本发明的耐磨球涂层结合强度高、硬度高,不易剥落且具有优良的耐磨性能,可以有效提高耐磨球的使用寿命。
一种高硬度耐磨损砂轮及其制备方法.pdf
本发明公开了一种高硬度耐磨损砂轮及其制作方法,由以下重量份数的原料制备而成:三氧化二铝、碳化硅、硼化铁、氮化锆、聚乙二醇、石灰石、氧化锌、聚氯乙烯、硅藻土、油酸、白炭黑,其制备方法为:首先将三氧化二铝、碳化硅、硼化铁、氮化锆、聚乙二醇倒入混料机搅拌,然后添加石灰石、氧化锌、聚氯乙烯至混料机中搅拌,最后加入硅藻土、油酸、白炭黑搅拌;接着将混料放入反应釜加热保温对进行改性处理,压片后冷却成型即可。本发明砂轮具有高硬度,耐磨损,使用寿命长的优良特点,制备方法科学合理,适合在工业上大规模推广。