
切削刀具用多层梯度结构涂层及其制备方法.pdf

曾琪****是我

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
切削刀具用多层梯度结构涂层及其制备方法.pdf
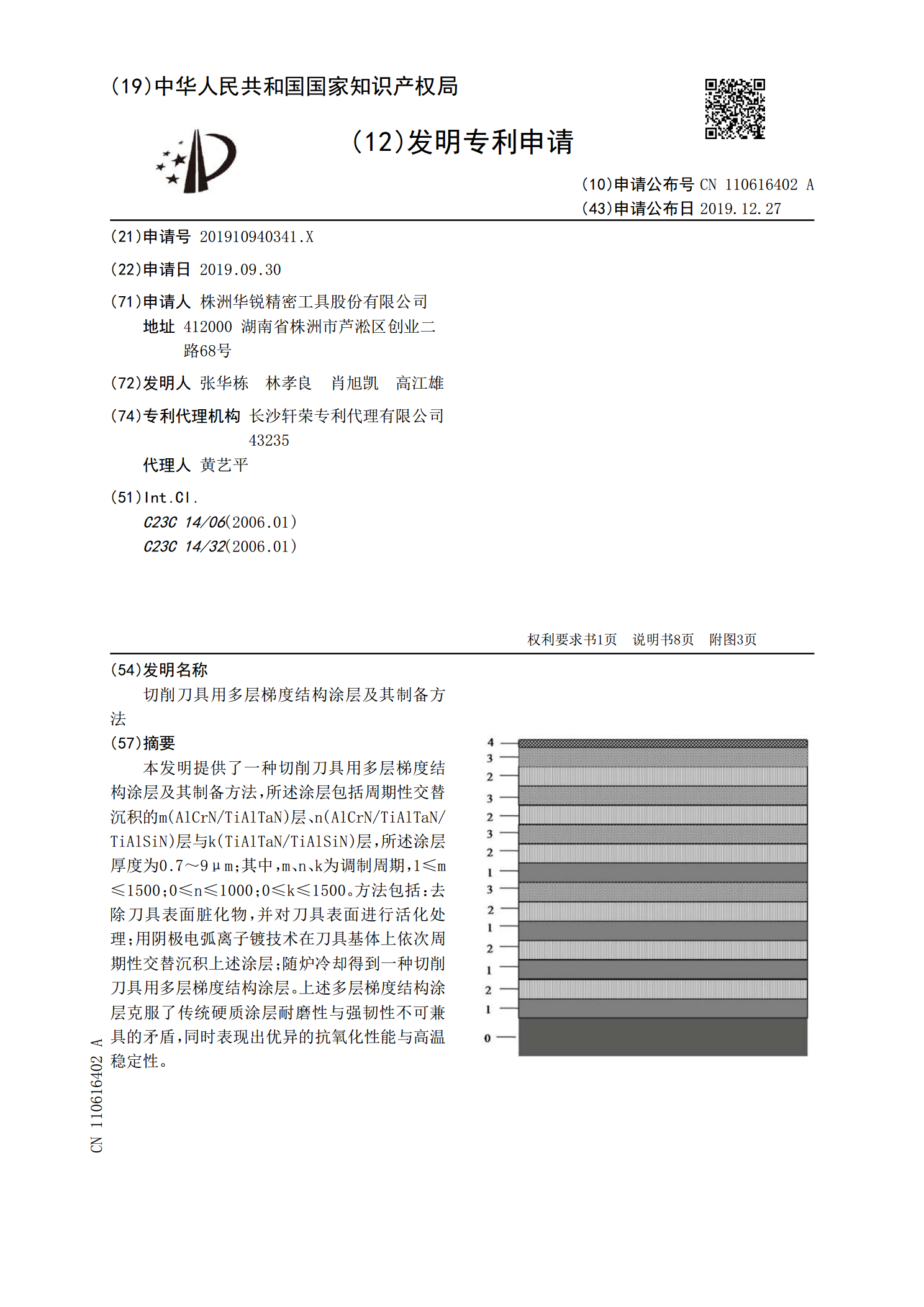
本发明提供了一种切削刀具用多层梯度结构涂层及其制备方法,所述涂层包括周期性交替沉积的m(AlCrN/TiAlTaN)层、n(AlCrN/TiAlTaN/TiAlSiN)层与k(TiAlTaN/TiAlSiN)层,所述涂层厚度为0.7~9μm;其中,m、n、k为调制周期,1≤m≤1500;0≤n≤1000;0≤k≤1500。方法包括:去除刀具表面脏化物,并对刀具表面进行活化处理;用阴极电弧离子镀技术在刀具基体上依次周期性交替沉积上述涂层;随炉冷却得到一种切削刀具用多层梯度结构涂层。上述多层梯度结构涂层克服了
含梯度复合结构的硬质涂层刀具及其制备方法.pdf
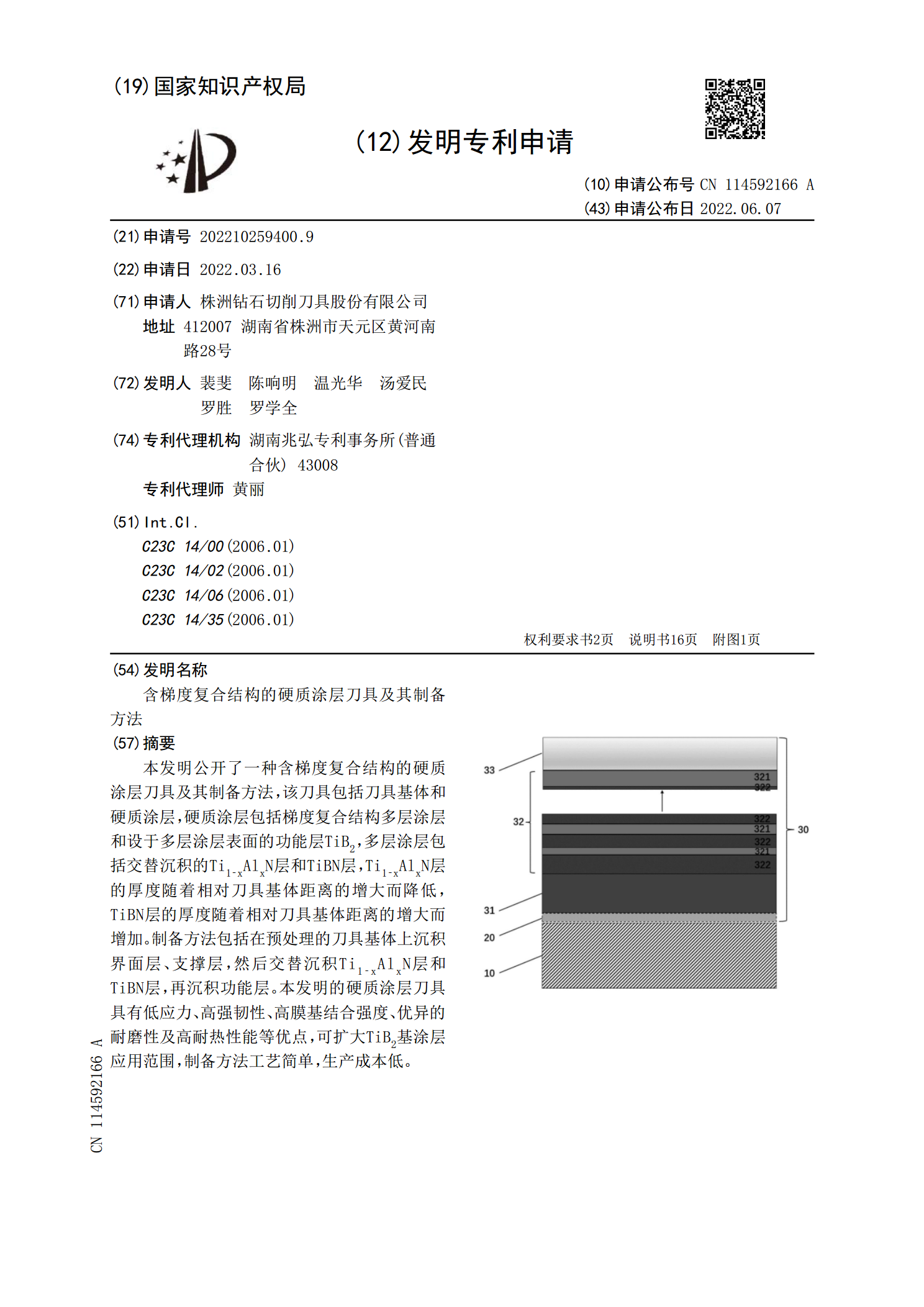
本发明公开了一种含梯度复合结构的硬质涂层刀具及其制备方法,该刀具包括刀具基体和硬质涂层,硬质涂层包括梯度复合结构多层涂层和设于多层涂层表面的功能层TiB<base:Sub>2</base:Sub>,多层涂层包括交替沉积的Ti<base:Sub>1?x</base:Sub>Al<base:Sub>x</base:Sub>N层和TiBN层,Ti<base:Sub>1?x</base:Sub>Al<base:Sub>x</base:Sub>N层的厚度随着相对刀具基体距离的增大而降低,TiBN层的厚度随着相对刀具
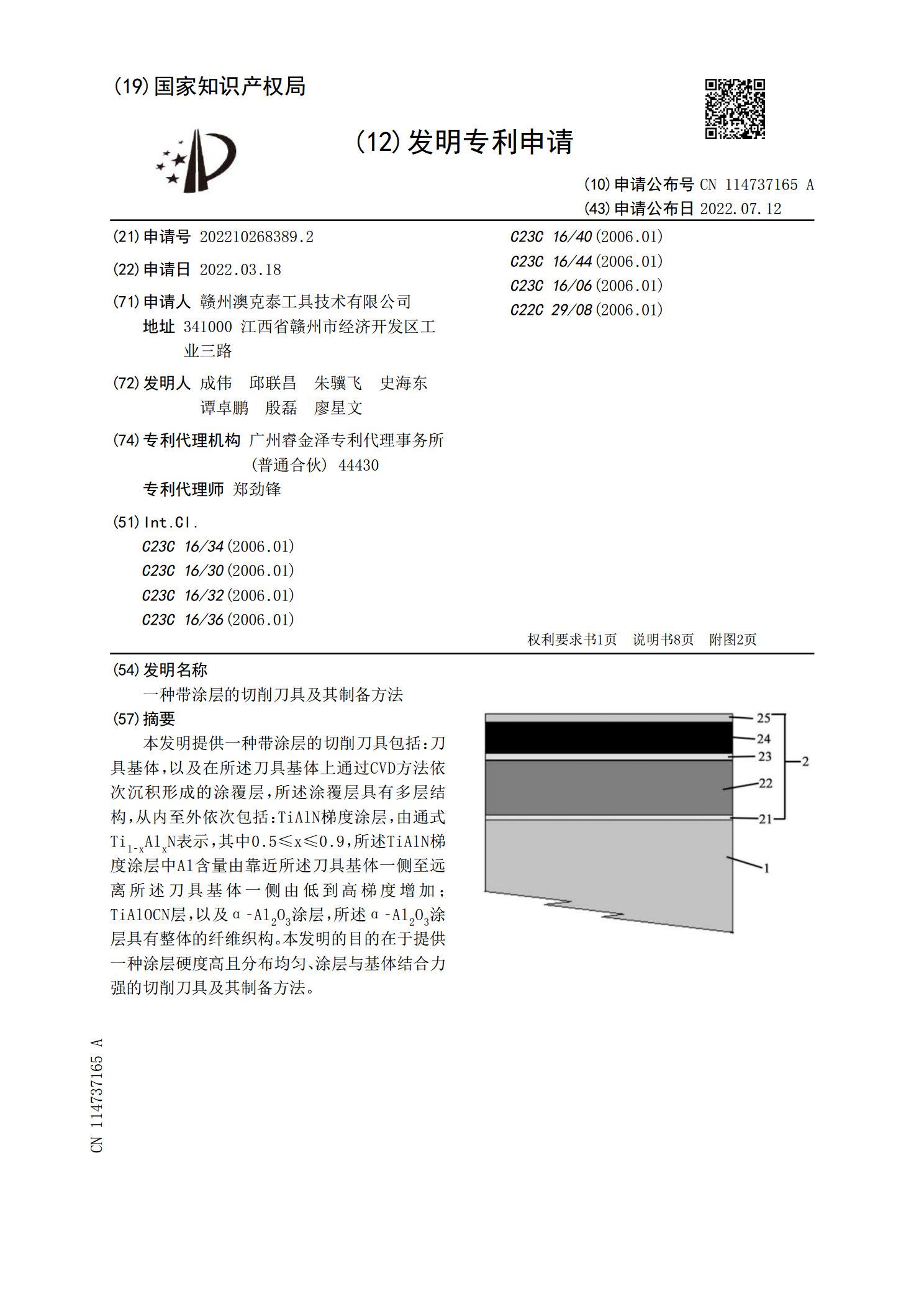
一种带涂层的切削刀具及其制备方法.pdf
本发明提供一种带涂层的切削刀具包括:刀具基体,以及在所述刀具基体上通过CVD方法依次沉积形成的涂覆层,所述涂覆层具有多层结构,从内至外依次包括:TiAlN梯度涂层,由通式Ti<base:Sub>1?x</base:Sub>Al<base:Sub>x</base:Sub>N表示,其中0.5≤x≤0.9,所述TiAlN梯度涂层中Al含量由靠近所述刀具基体一侧至远离所述刀具基体一侧由低到高梯度增加;TiAlOCN层,以及α?Al<base:Sub>2</base:Sub>O<base:Sub>3</base:S
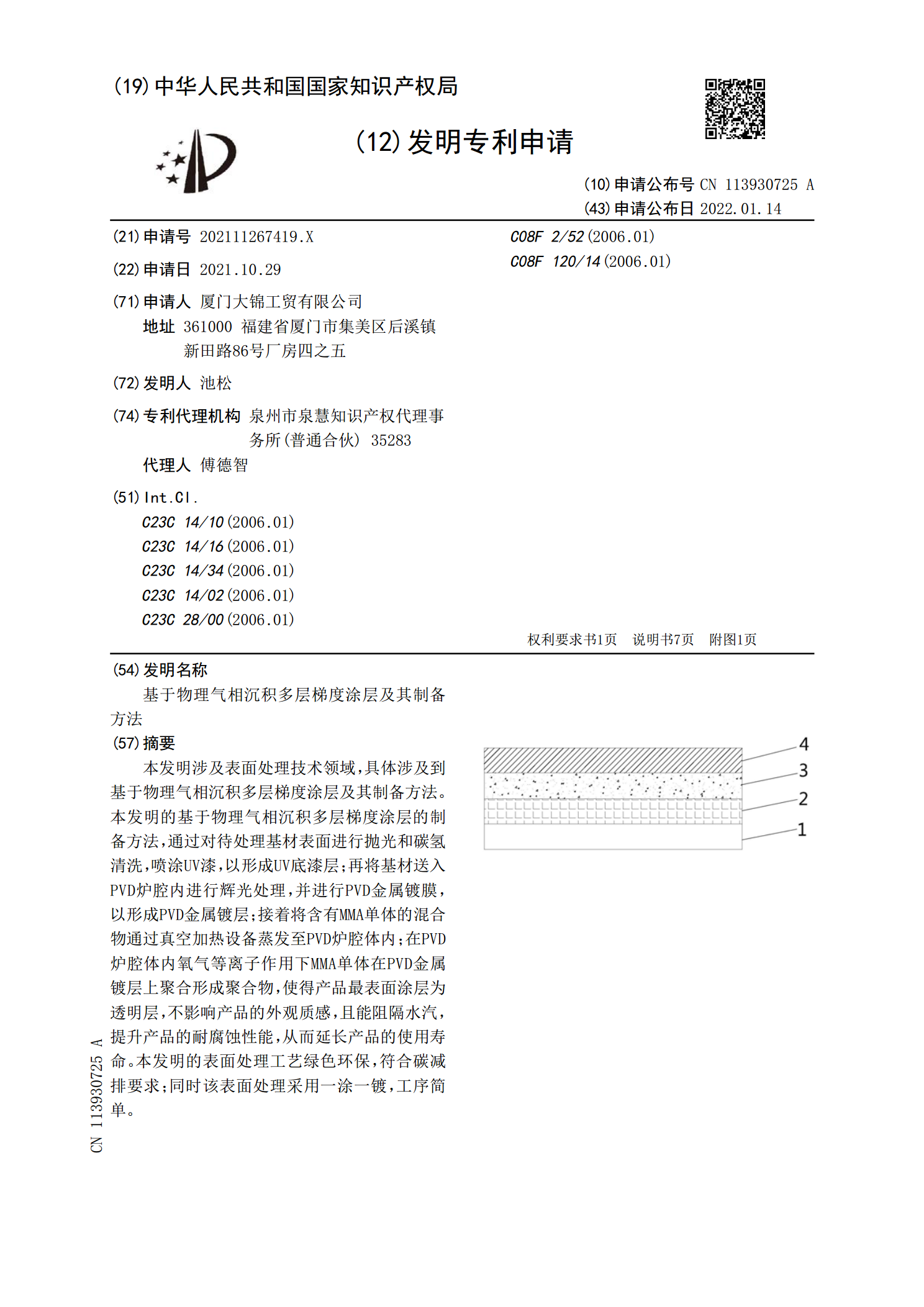
基于物理气相沉积多层梯度涂层及其制备方法.pdf
本发明涉及表面处理技术领域,具体涉及到基于物理气相沉积多层梯度涂层及其制备方法。本发明的基于物理气相沉积多层梯度涂层的制备方法,通过对待处理基材表面进行抛光和碳氢清洗,喷涂UV漆,以形成UV底漆层;再将基材送入PVD炉腔内进行辉光处理,并进行PVD金属镀膜,以形成PVD金属镀层;接着将含有MMA单体的混合物通过真空加热设备蒸发至PVD炉腔体内;在PVD炉腔体内氧气等离子作用下MMA单体在PVD金属镀层上聚合形成聚合物,使得产品最表面涂层为透明层,不影响产品的外观质感,且能阻隔水汽,提升产品的耐腐蚀性能,从
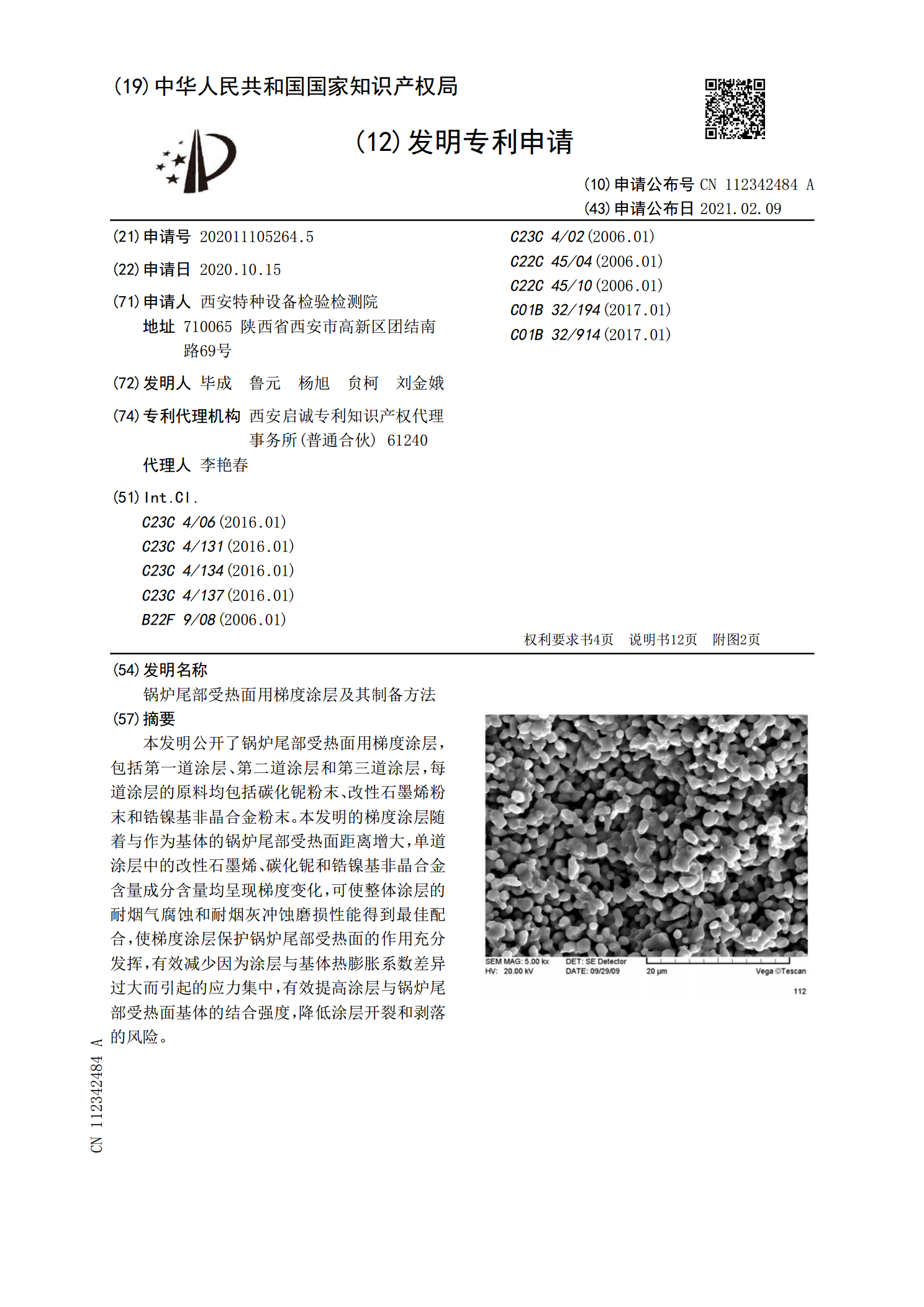
锅炉尾部受热面用梯度涂层及其制备方法.pdf
本发明公开了锅炉尾部受热面用梯度涂层,包括第一道涂层、第二道涂层和第三道涂层,每道涂层的原料均包括碳化铌粉末、改性石墨烯粉末和锆镍基非晶合金粉末。本发明的梯度涂层随着与作为基体的锅炉尾部受热面距离增大,单道涂层中的改性石墨烯、碳化铌和锆镍基非晶合金含量成分含量均呈现梯度变化,可使整体涂层的耐烟气腐蚀和耐烟灰冲蚀磨损性能得到最佳配合,使梯度涂层保护锅炉尾部受热面的作用充分发挥,有效减少因为涂层与基体热膨胀系数差异过大而引起的应力集中,有效提高涂层与锅炉尾部受热面基体的结合强度,降低涂层开裂和剥落的风险。