
一种切削加工刀具及其使用方法.pdf

篷璐****爱吗

1/8
2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种切削加工刀具及其使用方法.pdf
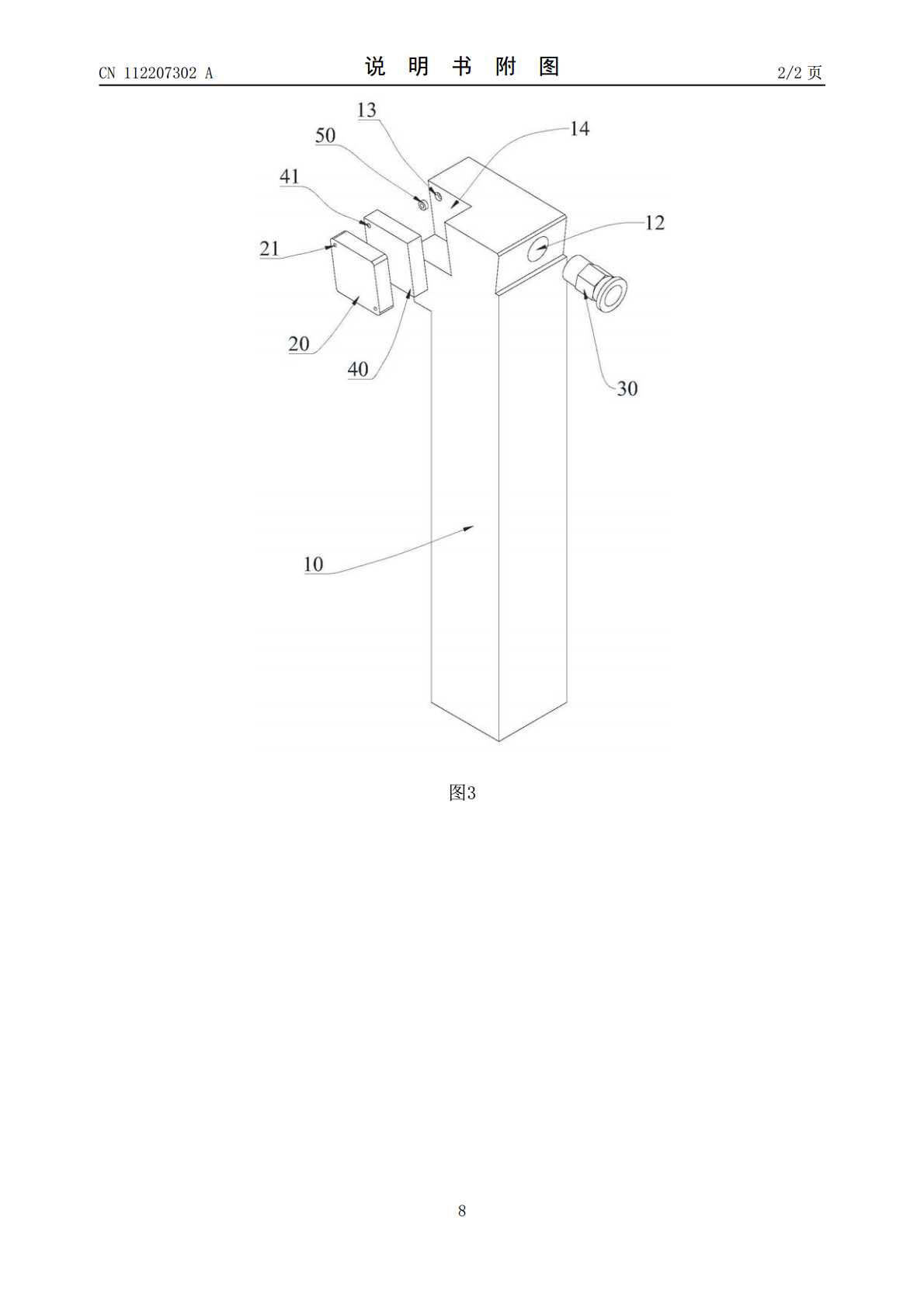
本发明公开了一种切削加工刀具,其包括刀柄和刀片,所述刀柄上设有安装缺口,所述刀片的中部设有安装孔,所述刀片通过所述安装孔固定在所述安装缺口中;所述刀片的刀尖部位设有第一通孔,所述安装缺口的底部设有与所述第一通孔连通的第一盲孔,所述刀柄上还设有与所述第一盲孔连通的第二盲孔,所述第二盲孔用于连接气动快速接头。本发明的刀具采用微量润滑冷却方式进行切削加工能够使得润滑油雾有效地进入切削区域,加工效果好。
切削刀具及切削加工装置.pdf
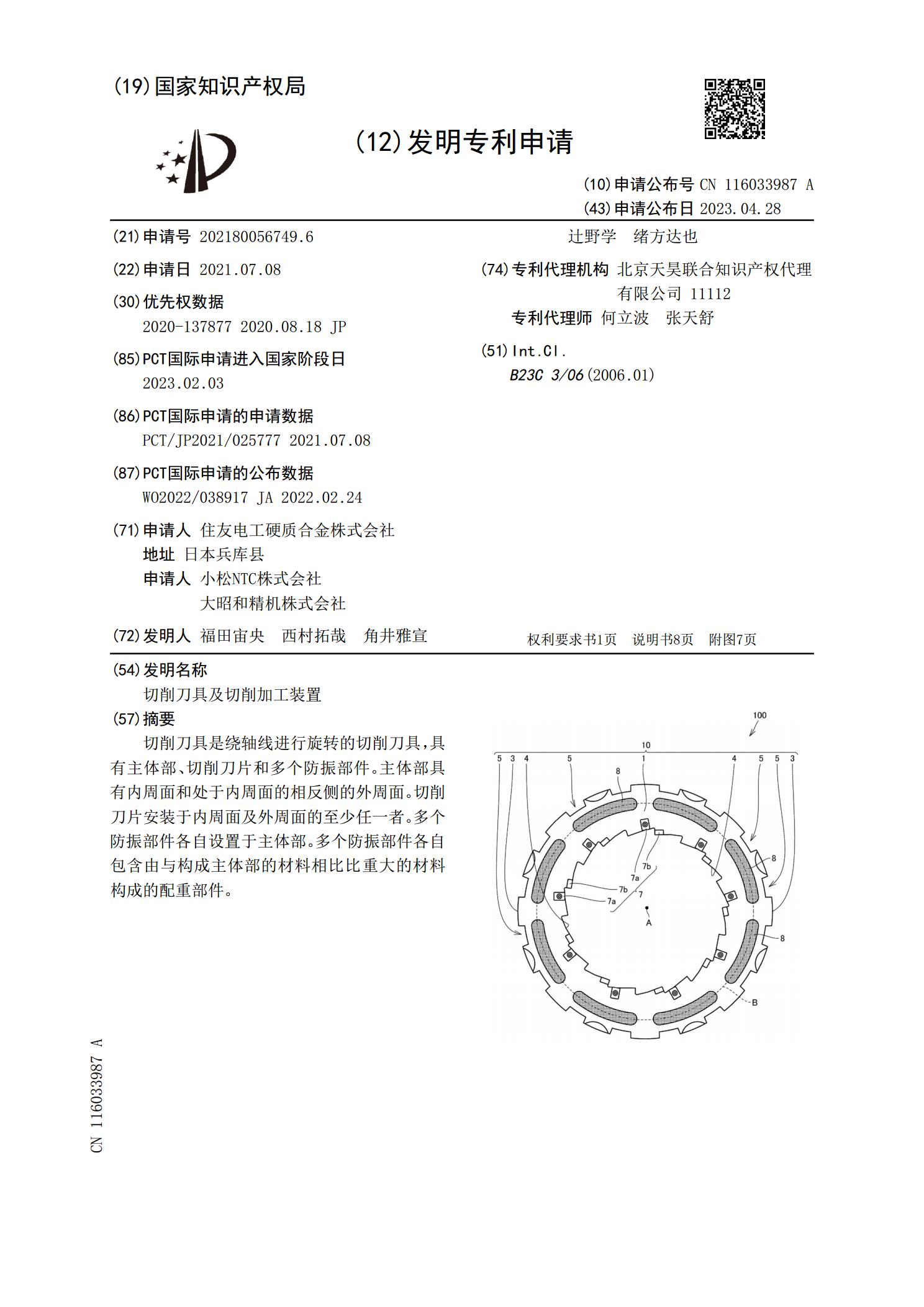
切削刀具是绕轴线进行旋转的切削刀具,具有主体部、切削刀片和多个防振部件。主体部具有内周面和处于内周面的相反侧的外周面。切削刀片安装于内周面及外周面的至少任一者。多个防振部件各自设置于主体部。多个防振部件各自包含由与构成主体部的材料相比比重大的材料构成的配重部件。
一种单面圆形切削刀片及其切削刀具.pdf
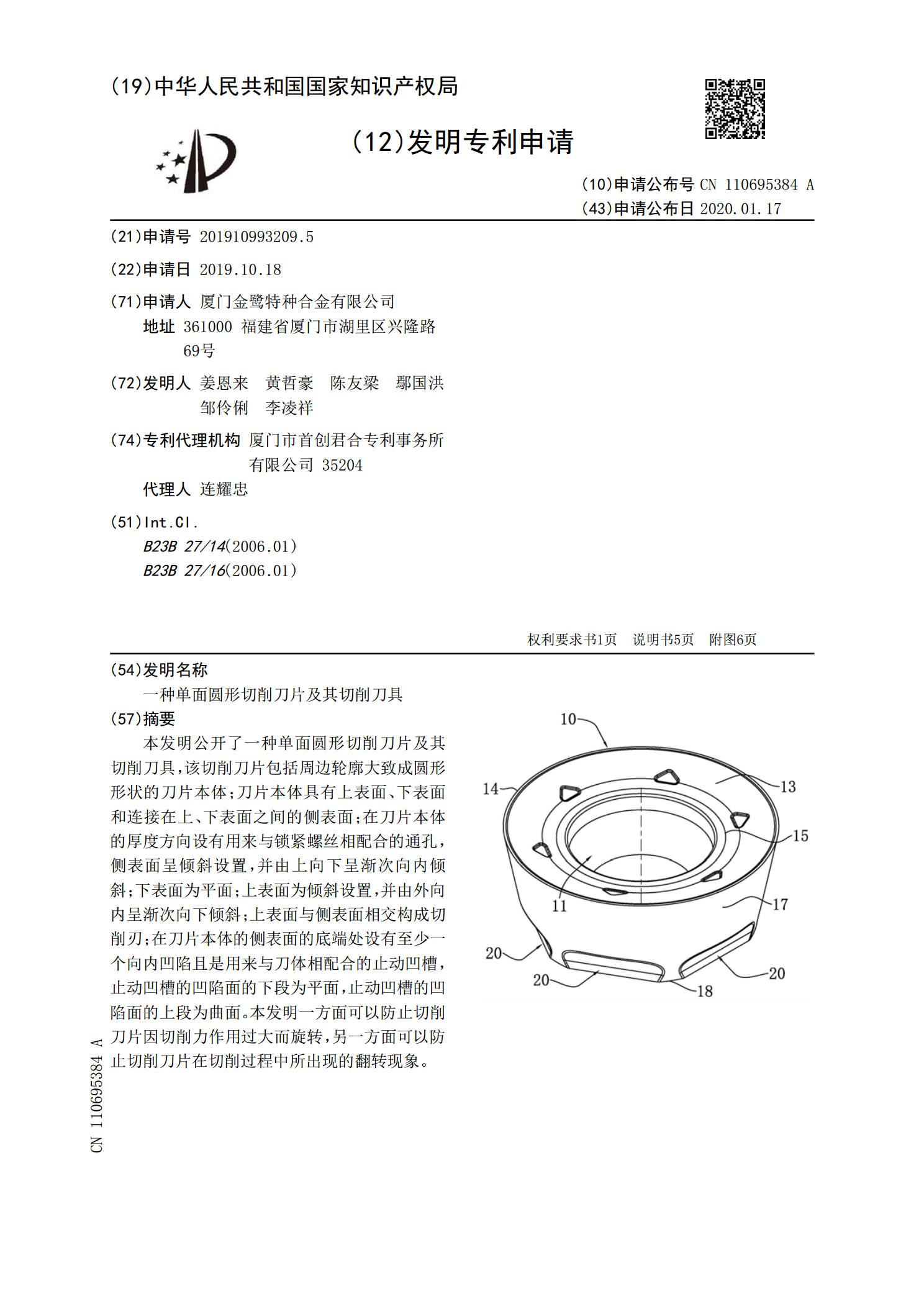
本发明公开了一种单面圆形切削刀片及其切削刀具,该切削刀片包括周边轮廓大致成圆形形状的刀片本体;刀片本体具有上表面、下表面和连接在上、下表面之间的侧表面;在刀片本体的厚度方向设有用来与锁紧螺丝相配合的通孔,侧表面呈倾斜设置,并由上向下呈渐次向内倾斜;下表面为平面;上表面为倾斜设置,并由外向内呈渐次向下倾斜;上表面与侧表面相交构成切削刃;在刀片本体的侧表面的底端处设有至少一个向内凹陷且是用来与刀体相配合的止动凹槽,止动凹槽的凹陷面的下段为平面,止动凹槽的凹陷面的上段为曲面。本发明一方面可以防止切削刀片因切削力
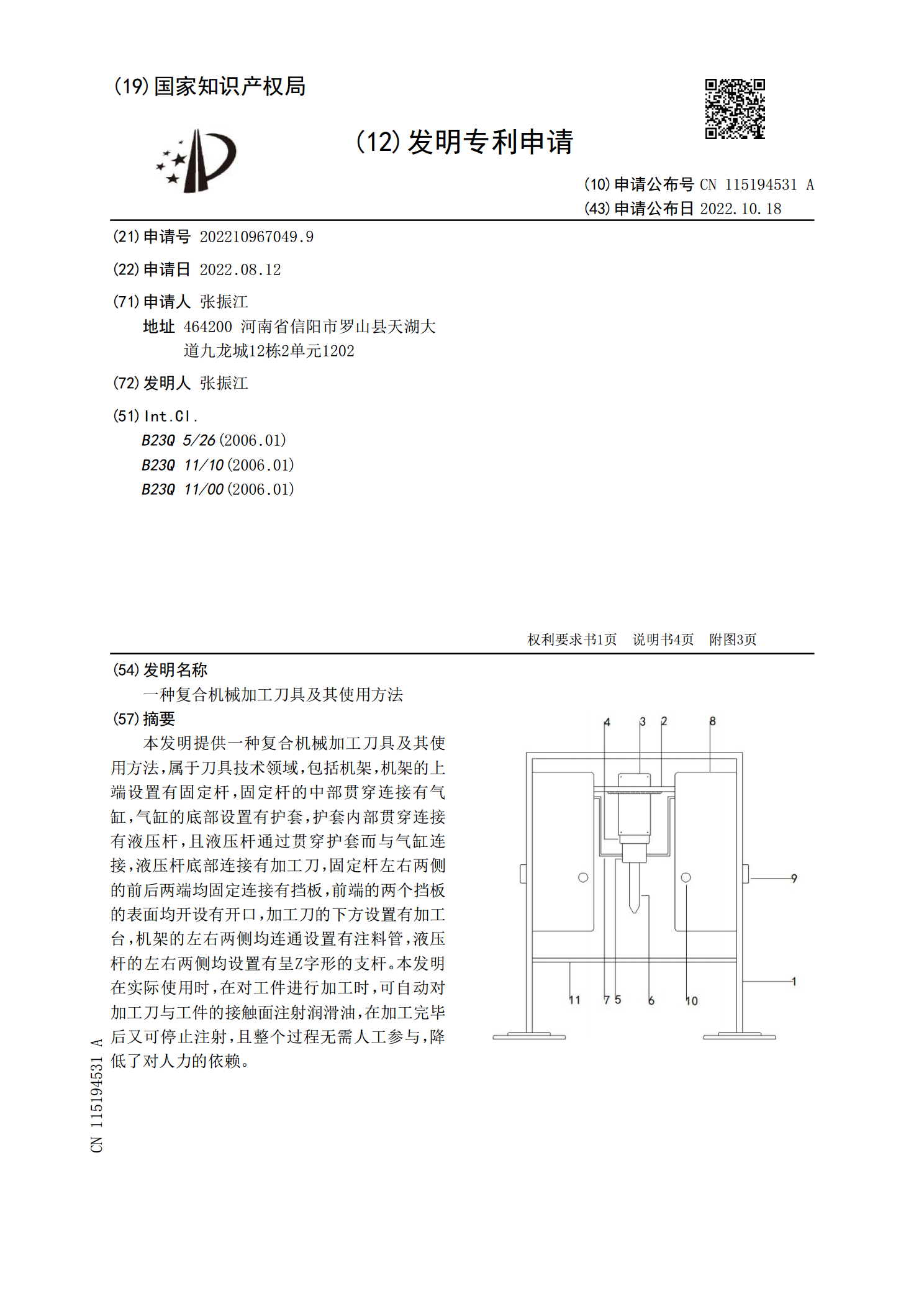
一种复合机械加工刀具及其使用方法.pdf
本发明提供一种复合机械加工刀具及其使用方法,属于刀具技术领域,包括机架,机架的上端设置有固定杆,固定杆的中部贯穿连接有气缸,气缸的底部设置有护套,护套内部贯穿连接有液压杆,且液压杆通过贯穿护套而与气缸连接,液压杆底部连接有加工刀,固定杆左右两侧的前后两端均固定连接有挡板,前端的两个挡板的表面均开设有开口,加工刀的下方设置有加工台,机架的左右两侧均连通设置有注料管,液压杆的左右两侧均设置有呈Z字形的支杆。本发明在实际使用时,在对工件进行加工时,可自动对加工刀与工件的接触面注射润滑油,在加工完毕后又可停止注射
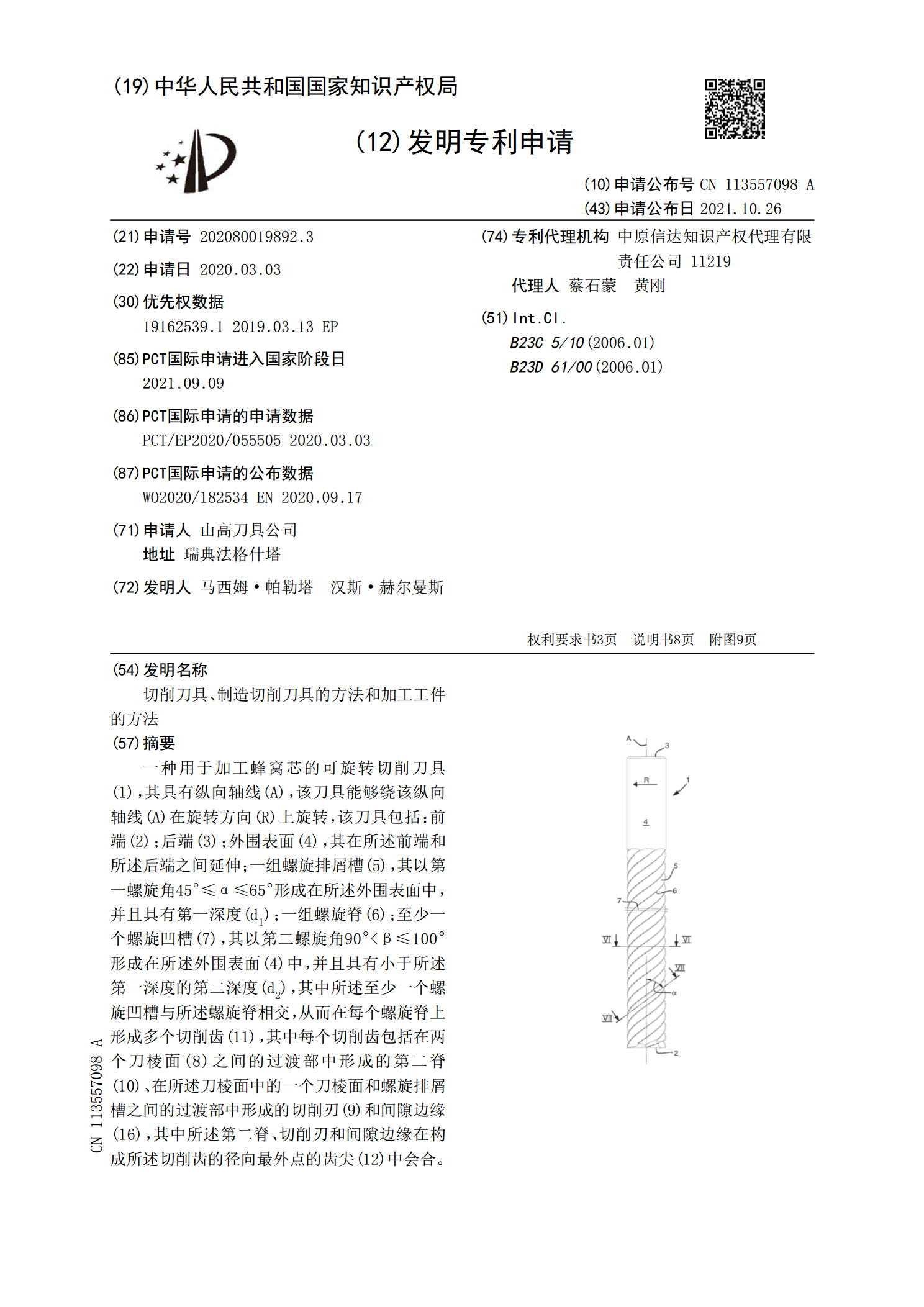
切削刀具、制造切削刀具的方法和加工工件的方法.pdf
一种用于加工蜂窝芯的可旋转切削刀具(1),其具有纵向轴线(A),该刀具能够绕该纵向轴线(A)在旋转方向(R)上旋转,该刀具包括:前端(2);后端(3);外围表面(4),其在所述前端和所述后端之间延伸;一组螺旋排屑槽(5),其以第一螺旋角45°≤α≤65°形成在所述外围表面中,并且具有第一深度(d