
屏蔽电机转子保持环加工及安装工艺.pdf

小长****6淑


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
屏蔽电机转子保持环加工及安装工艺.pdf
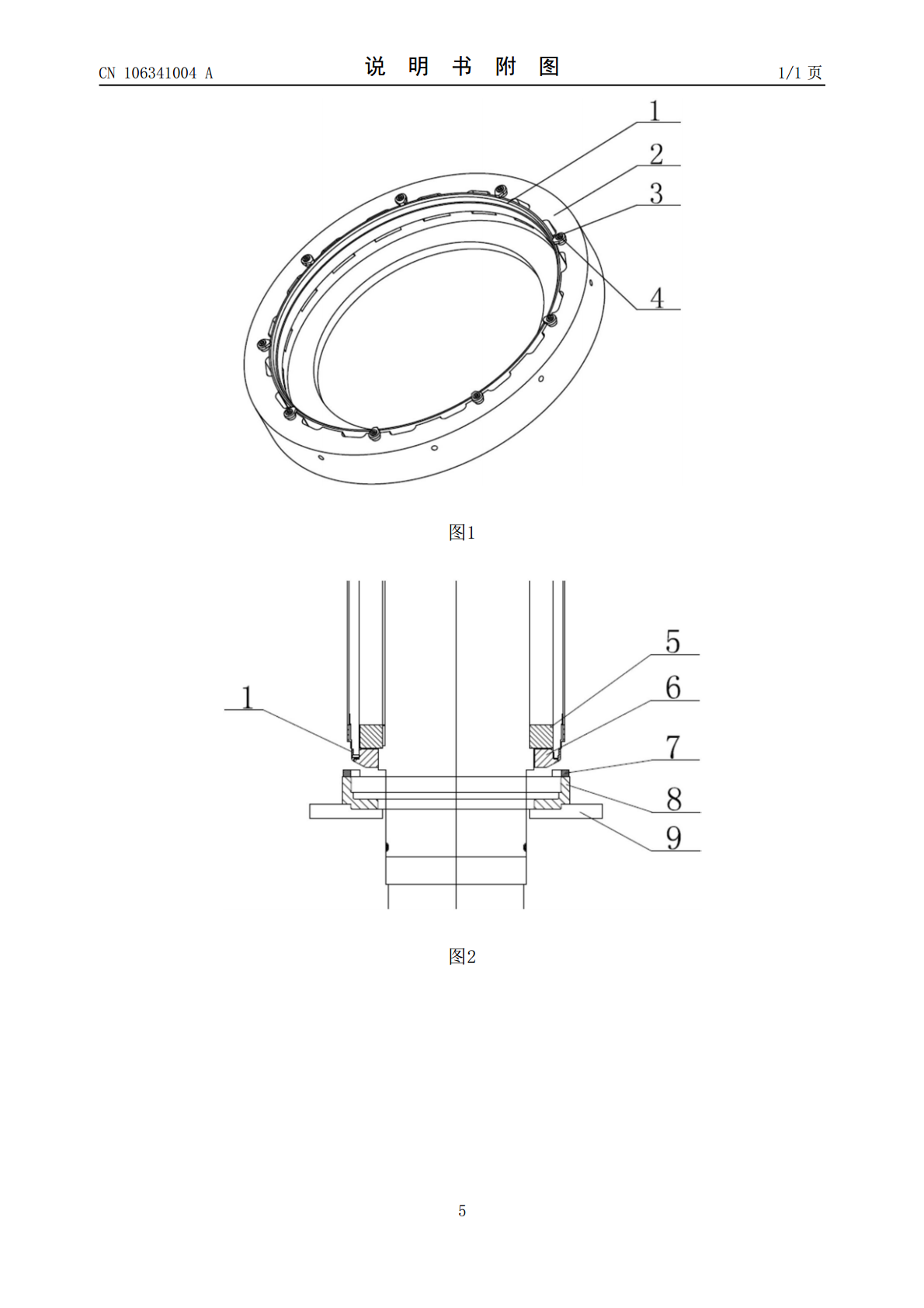
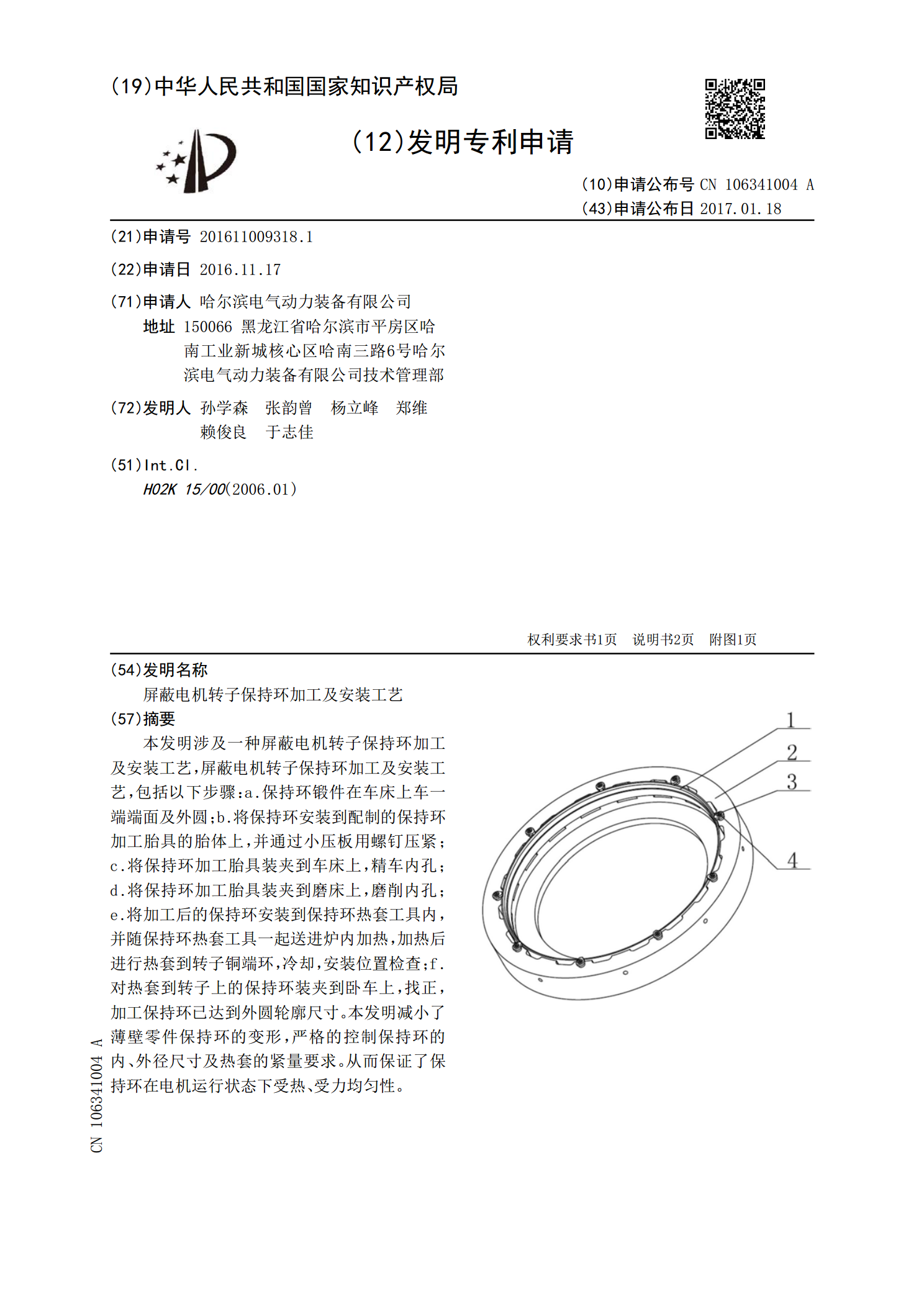
本发明涉及一种屏蔽电机转子保持环加工及安装工艺,屏蔽电机转子保持环加工及安装工艺,包括以下步骤:a.保持环锻件在车床上车一端端面及外圆;b.将保持环安装到配制的保持环加工胎具的胎体上,并通过小压板用螺钉压紧;c.将保持环加工胎具装夹到车床上,精车内孔;d.将保持环加工胎具装夹到磨床上,磨削内孔;e.将加工后的保持环安装到保持环热套工具内,并随保持环热套工具一起送进炉内加热,加热后进行热套到转子铜端环,冷却,安装位置检查;f.对热套到转子上的保持环装夹到卧车上,找正,加工保持环已达到外圆轮廓尺寸。本发明减小
屏蔽电机转子屏蔽套热套工艺.pdf
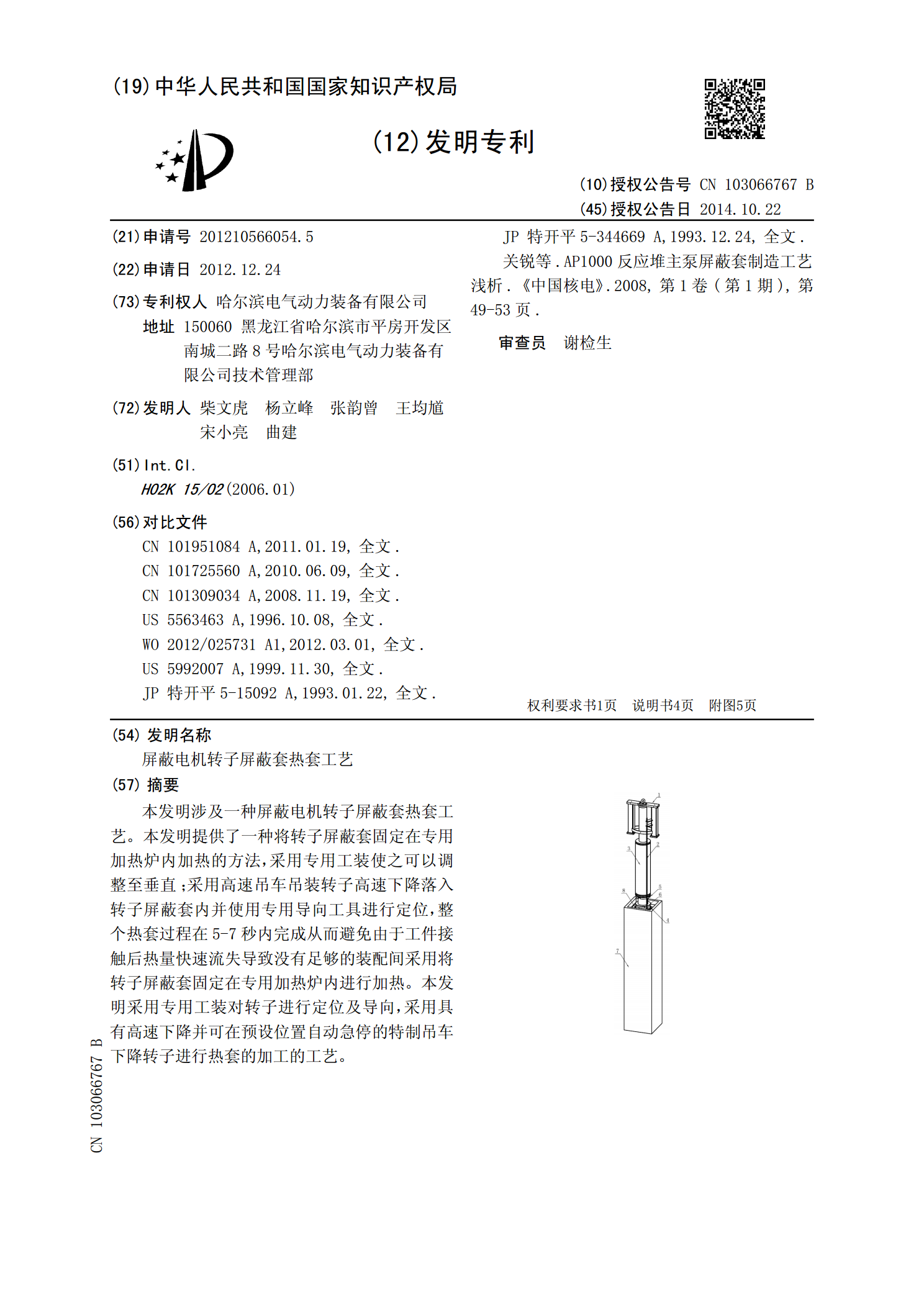
本发明涉及一种屏蔽电机转子屏蔽套热套工艺。本发明提供了一种将转子屏蔽套固定在专用加热炉内加热的方法,采用专用工装使之可以调整至垂直;采用高速吊车吊装转子高速下降落入转子屏蔽套内并使用专用导向工具进行定位,整个热套过程在5-7秒内完成从而避免由于工件接触后热量快速流失导致没有足够的装配间采用将转子屏蔽套固定在专用加热炉内进行加热。本发明采用专用工装对转子进行定位及导向,采用具有高速下降并可在预设位置自动急停的特制吊车下降转子进行热套的加工的工艺。
机械加工方式制造转子屏蔽套的工艺方法.pdf
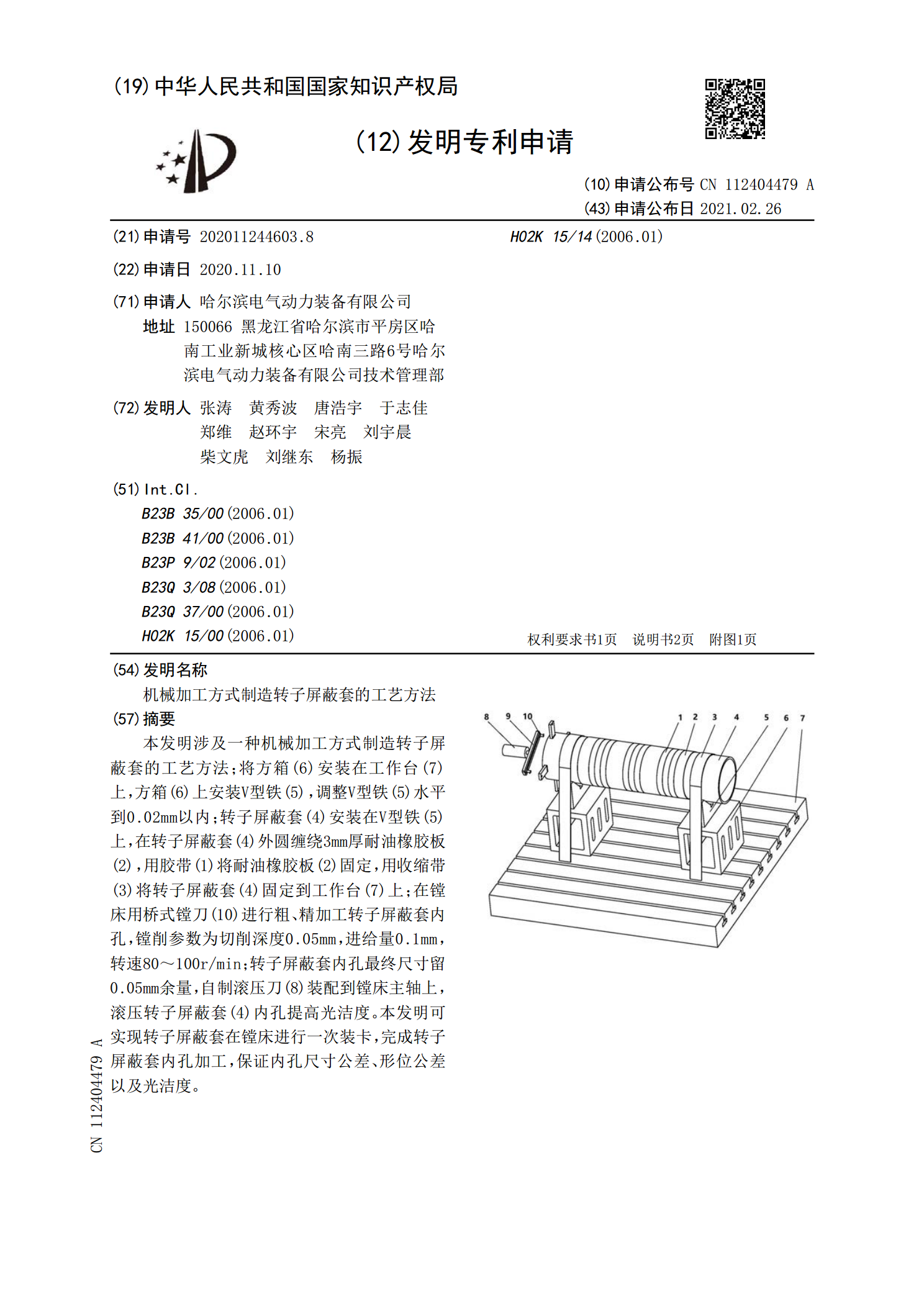
本发明涉及一种机械加工方式制造转子屏蔽套的工艺方法;将方箱(6)安装在工作台(7)上,方箱(6)上安装V型铁(5),调整V型铁(5)水平到0.02mm以内;转子屏蔽套(4)安装在V型铁(5)上,在转子屏蔽套(4)外圆缠绕3mm厚耐油橡胶板(2),用胶带(1)将耐油橡胶板(2)固定,用收缩带(3)将转子屏蔽套(4)固定到工作台(7)上;在镗床用桥式镗刀(10)进行粗、精加工转子屏蔽套内孔,镗削参数为切削深度0.05mm,进给量0.1mm,转速80~100r/min;转子屏蔽套内孔最终尺寸留0.05mm余量,

浅谈电机转子外圆免加工工艺.docx
浅谈电机转子外圆免加工工艺【摘要】通过该工艺方法的实施,有效提高了电机转子外圆的加工效率,消除因加工转子外圆造成的质量隐患。【关键词】转子外圆;电机;免加工【Abtract】Throughtheimplementationofthiproce,theefficiencyofmachiningtheoutercircleofrotoriimprovedeffectively;eliminatethequalityhiddentroublecauedbymachiningoutercircleofmotorr

浅谈电机转子外圆免加工工艺.docx
浅谈电机转子外圆免加工工艺【摘要】通过该工艺方法的实施,有效提高了电机转子外圆的加工效率,消除因加工转子外圆造成的质量隐患。【关键词】转子外圆;电机;免加工【Abtract】Throughtheimplementationofthiproce,theefficiencyofmachiningtheoutercircleofrotoriimprovedeffectively;eliminatethequalityhiddentroublecauedbymachiningoutercircleofmotorr