
浅谈电机转子外圆免加工工艺.docx

如灵****姐姐


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅谈电机转子外圆免加工工艺.docx
浅谈电机转子外圆免加工工艺【摘要】通过该工艺方法的实施,有效提高了电机转子外圆的加工效率,消除因加工转子外圆造成的质量隐患。【关键词】转子外圆;电机;免加工【Abtract】Throughtheimplementationofthiproce,theefficiencyofmachiningtheoutercircleofrotoriimprovedeffectively;eliminatethequalityhiddentroublecauedbymachiningoutercircleofmotorr

浅谈电机转子外圆免加工工艺.docx
浅谈电机转子外圆免加工工艺【摘要】通过该工艺方法的实施,有效提高了电机转子外圆的加工效率,消除因加工转子外圆造成的质量隐患。【关键词】转子外圆;电机;免加工【Abtract】Throughtheimplementationofthiproce,theefficiencyofmachiningtheoutercircleofrotoriimprovedeffectively;eliminatethequalityhiddentroublecauedbymachiningoutercircleofmotorr
转子铁心外圆加工防护装置.pdf
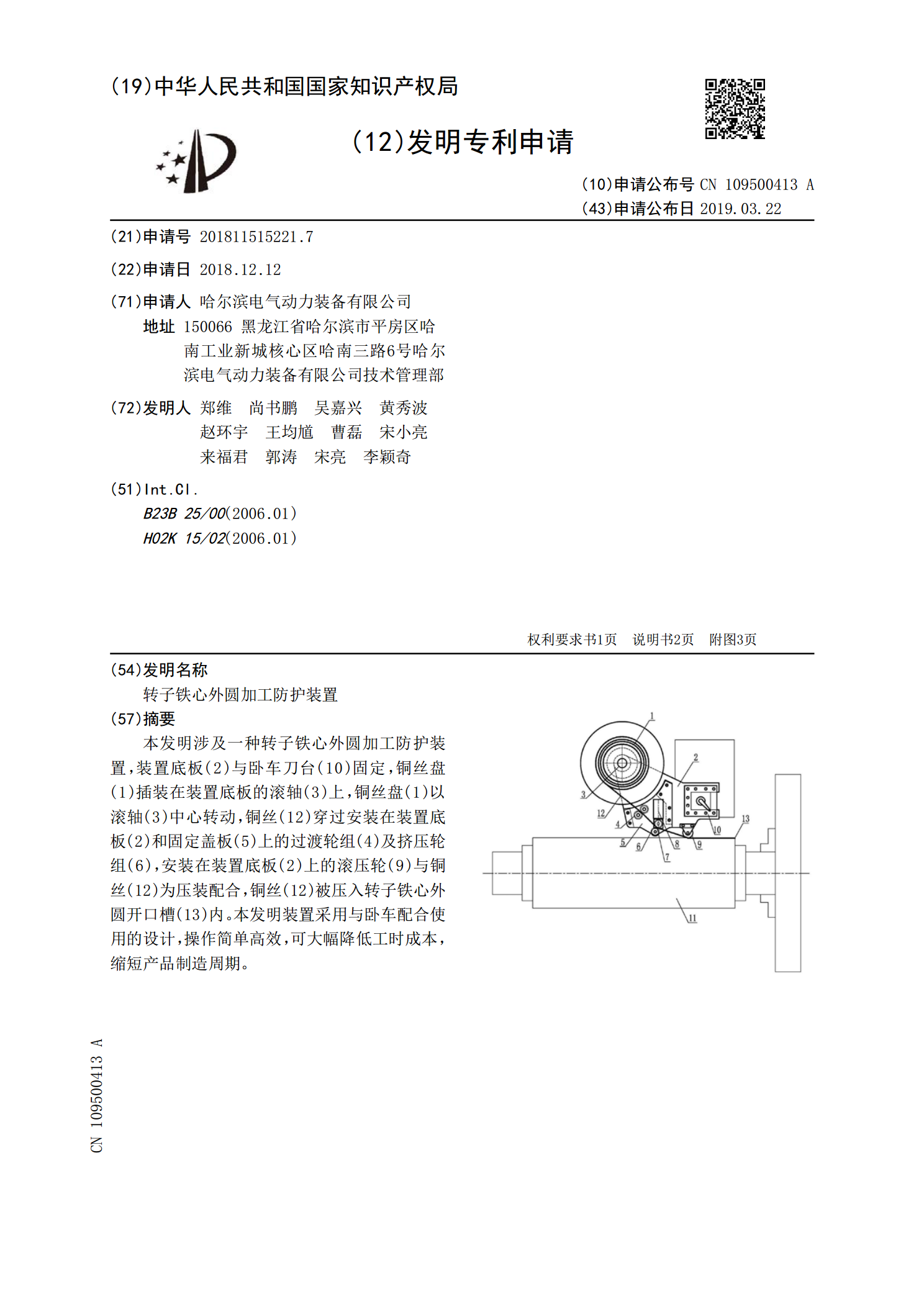
本发明涉及一种转子铁心外圆加工防护装置,装置底板(2)与卧车刀台(10)固定,铜丝盘(1)插装在装置底板的滚轴(3)上,铜丝盘(1)以滚轴(3)中心转动,铜丝(12)穿过安装在装置底板(2)和固定盖板(5)上的过渡轮组(4)及挤压轮组(6),安装在装置底板(2)上的滚压轮(9)与铜丝(12)为压装配合,铜丝(12)被压入转子铁心外圆开口槽(13)内。本发明装置采用与卧车配合使用的设计,操作简单高效,可大幅降低工时成本,缩短产品制造周期。
屏蔽电机转子保持环加工及安装工艺.pdf
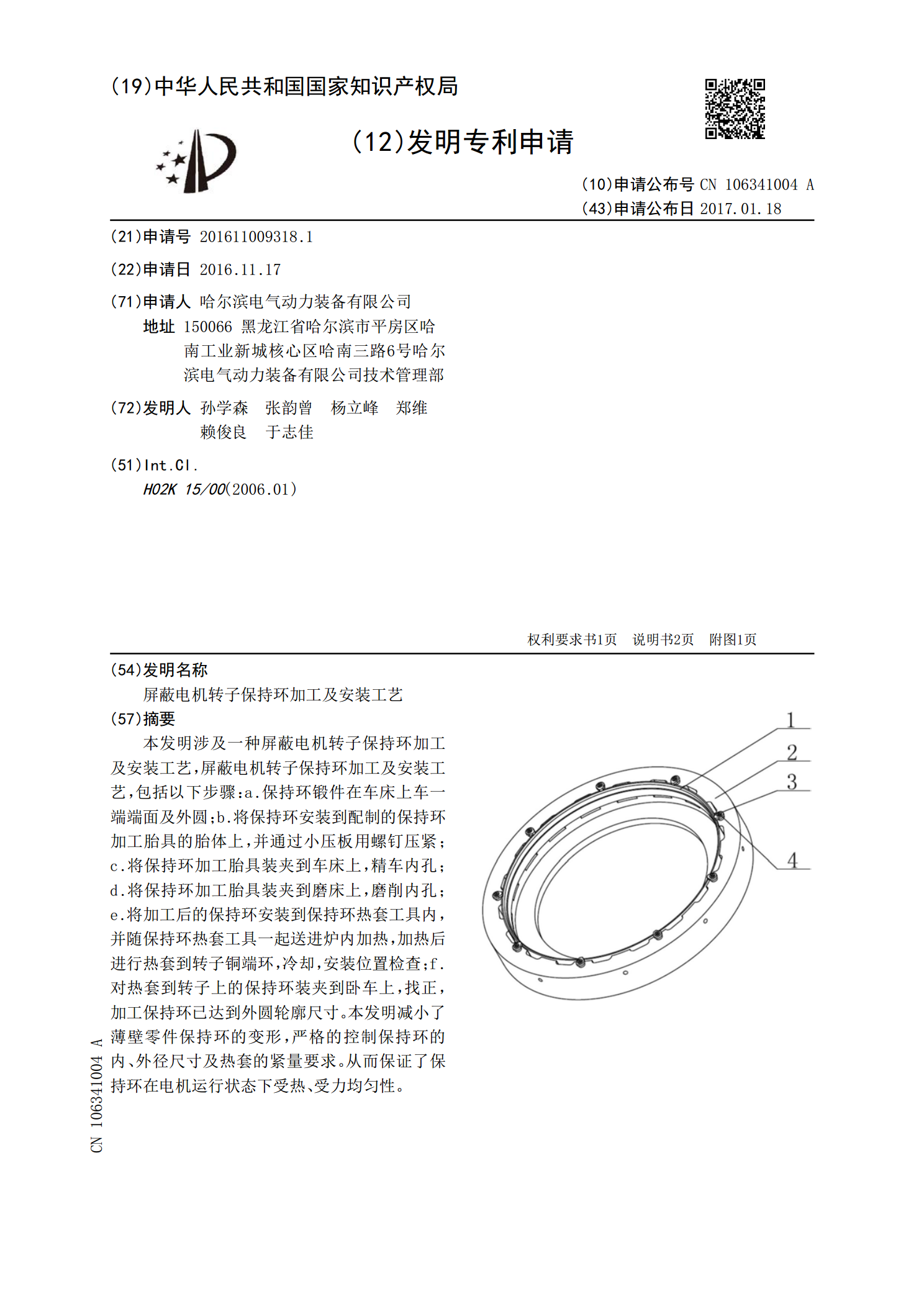
本发明涉及一种屏蔽电机转子保持环加工及安装工艺,屏蔽电机转子保持环加工及安装工艺,包括以下步骤:a.保持环锻件在车床上车一端端面及外圆;b.将保持环安装到配制的保持环加工胎具的胎体上,并通过小压板用螺钉压紧;c.将保持环加工胎具装夹到车床上,精车内孔;d.将保持环加工胎具装夹到磨床上,磨削内孔;e.将加工后的保持环安装到保持环热套工具内,并随保持环热套工具一起送进炉内加热,加热后进行热套到转子铜端环,冷却,安装位置检查;f.对热套到转子上的保持环装夹到卧车上,找正,加工保持环已达到外圆轮廓尺寸。本发明减小

一种基于外圆磨床加工小型步进电机的转子装夹工装.pdf
本发明公开了一种基于外圆磨床加工小型步进电机的转子装夹工装,属于机械生产加工设备领域。本发明的技术方案要点为,在工装前侧设置一对带V型槽的固定支撑和活动支撑架可分别放置转子两端的转轴进而对转子进行固定装夹;通过在磨床头架原有法兰盘位置安装一个带有齿轮轴的组件为本发明工装提供转子转动的动力源,通过皮带传动带动一个与转子的橡胶滚轮,橡胶滚轮下方与转子接触进而带动转子旋转同时可将转子向下按压使其更好的固定在支撑架上的V型槽中,进而便于磨床的砂轮对转子进行磨削,本发明工装可适用普通外圆磨床对小型或微型步进电机的转