
一种齿轮钢20CrMnTiH等温正火处理方法.pdf

星星****眨眼

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮钢20CrMnTiH等温正火处理方法.pdf
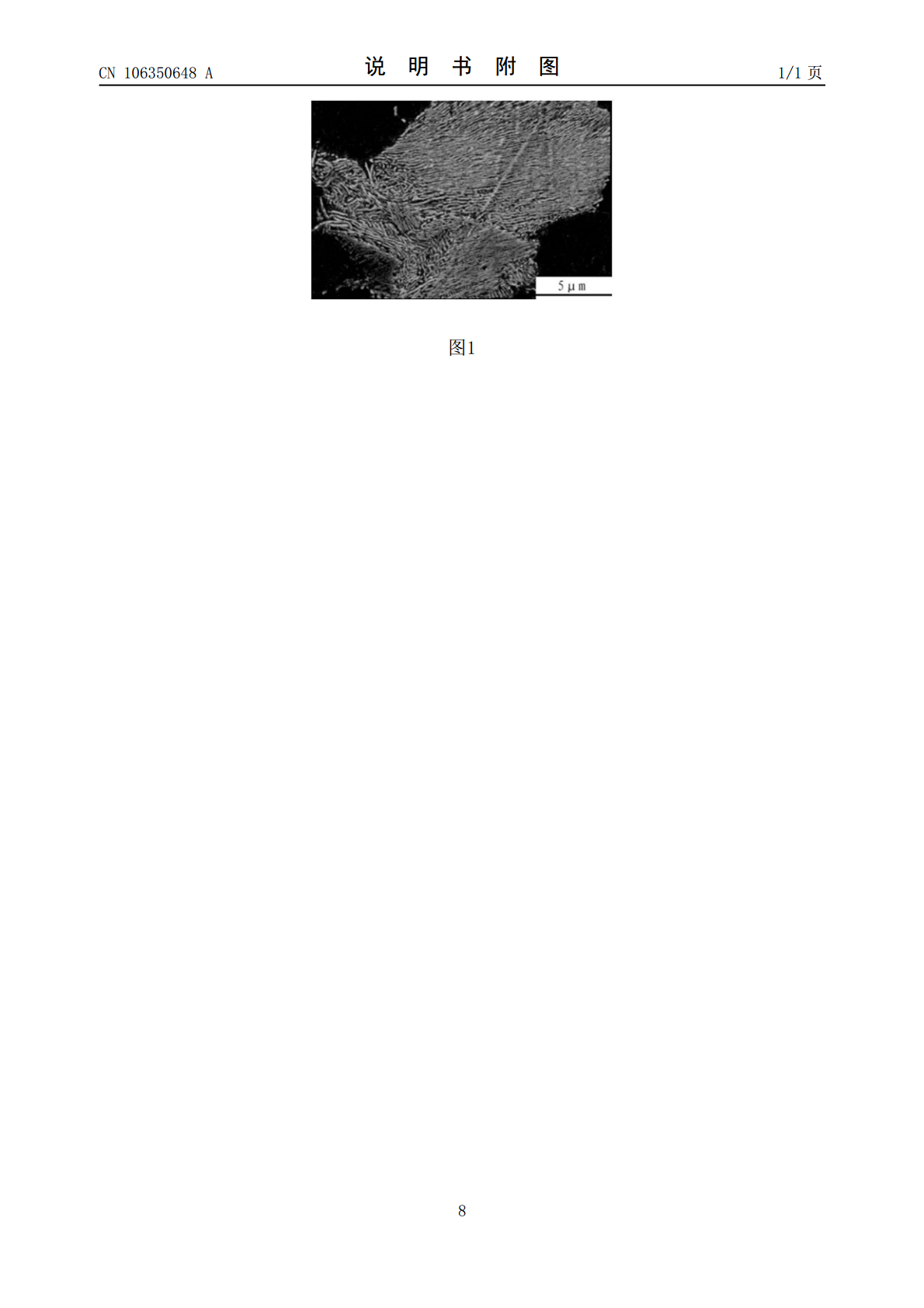
一种齿轮钢20CrMnTiH等温正火处理方法,属于材料热处理领域。步骤为:奥氏体化加热后采用进行暖风分区冷却工艺:一区,暖风温度50‑55℃,风速控制在8‑12m/s,零件的风冷时间控制在2‑3min;二区,风温55‑60℃,风速5‑8m/s,零件的风冷时间控制在3‑4min;调整等温正火炉分为两段控制:第一段温度控制在550‑570℃,保温时间1‑1.5h;第二段温度控制在570‑600℃,等温1‑1.5h;等温正火后,进入风冷室,风温控制在30‑40℃,风速控制在5‑8m/s,冷却至200‑250℃后
一种齿轮锻件等温正火加工工艺.pdf
本发明涉及齿轮锻件领域,特别涉及一种齿轮锻件等温正火加工工艺,包括底座、装炉装置和固定装置,所述底座由固定底板和四个支撑腿组成,底座的顶部安装有装炉装置,装炉装置内设置有固定装置。本发明提供的一种齿轮锻件等温正火加工工艺,在将齿轮坯料放置到炉体内进行等温正火处理之前,可通过设置的固定装置调节放置齿轮坯料的工形板之间的距离,从而防止齿轮坯料进行等温正火处理的过程中发生碰撞,避免影响齿轮锻件的质量;本发明通过设置的移动组件,在对齿轮坯料进行等温正火处理的过程中可以使得工形板带动多个固定好的齿轮坯料进行旋转受热

齿轮锻坯等温正火工艺.doc
齿轮锻坯等温正火工艺时间:2011-01-1710:29:38来源:作者:德州齿轮有限公司(邮编:253018)李玉婕tZ2热处理技术网——热处理行业的超级智库www.nbht.org热处理技术信息最全的网站宁波热处理学正火是汽车变速器齿轮、轴类零件锻坯预先热处理的常用工艺。目的是为了获得均匀、接近理想平衡状态的组织(铁素体和珠光体)和合适的硬度范围(160-190HB),以提高切削加工性和控制最终热处理变形。但常规正火由于受设备限制采用堆装、堆冷方式,会造成不同零件之间或同一零件不同部位的冷却速度及其组
20CrMnTiH齿轮钢B含量控制方法.pdf
本发明涉及金属冶炼成分控制,尤其是一种简单有效的实现降低20CrMnTiH齿轮钢B含量以达到保证齿轮钢淬透性的20CrMnTiH齿轮钢B含量控制方法,依次按照如下顺序进行处理:转炉、小平台、LF、RH和铸机;其中:转炉出钢过程中进行硅锰脱氧,小平台进行大流量吹氩后再喂入铝线,LF合金步骤中合金元素调整按规格中线控制。本发明很好的解决了20CrMnTiH齿轮钢B含量高而影响淬透性的问题。通过优化工艺步骤,在适当的实际进行脱氧工艺,喂入铝线以及合金元素调整,很好的降低了齿轮钢B含量,同时还可以达到保证齿轮钢淬
一种中碳钢锻造余热等温正火处理方法.pdf
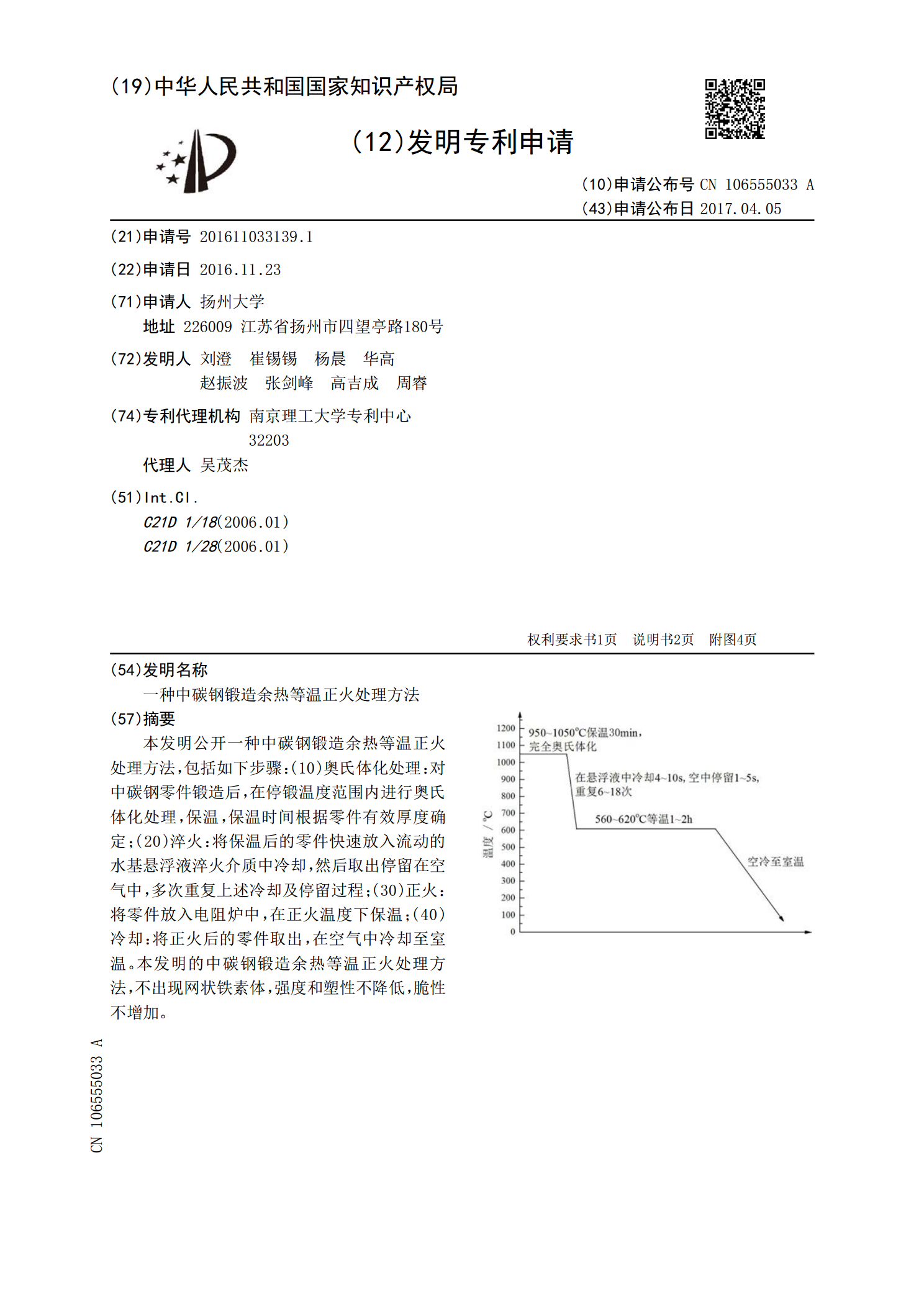
本发明公开一种中碳钢锻造余热等温正火处理方法,包括如下步骤:(10)奥氏体化处理:对中碳钢零件锻造后,在停锻温度范围内进行奥氏体化处理,保温,保温时间根据零件有效厚度确定;(20)淬火:将保温后的零件快速放入流动的水基悬浮液淬火介质中冷却,然后取出停留在空气中,多次重复上述冷却及停留过程;(30)正火:将零件放入电阻炉中,在正火温度下保温;(40)冷却:将正火后的零件取出,在空气中冷却至室温。本发明的中碳钢锻造余热等温正火处理方法,不出现网状铁素体,强度和塑性不降低,脆性不增加。