
一种高强度铝合金环锻件的制造工艺.pdf

英瑞****写意


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度铝合金环锻件的制造工艺.pdf
本发明涉及一种高强度铝合金环锻件的制造工艺,包括如下操作步骤:购买坯料‑切断坯料;锻造加热‑制坯‑机加工内孔‑加热‑马架扩孔‑回炉加热‑碾环‑冷却‑固溶‑冷变形‑时效‑机加工至要求尺寸。本发明通过多向改锻技术、马架扩孔技术、润滑技术和数控碾环技术,结合高强热处理技术和冷变形技术,解决性能铝合金环形锻件整体性能偏低、力学性能不均匀、各向异性明显等问题。

一种高强度铝合金环锻件的制造方法.pdf
本发明涉及铝合金锻件制造技术领域,尤其涉及一种高强度铝合金环锻件的制造方法,包括以下步骤:S1、将原料按重量比例进行称重配料;S2、熔炼制成铝合金液;S3、将铝合金液精炼并静置;S4、将静置后的铝合金液注入坯料模中冷却,脱模,制成饼状铸件坯料;S5、将饼状铸件坯料锻造成环状锻件;S6、一次热处理,油冷;S7、二次次热处理炉,自然冷却,得高强度铝合金环锻件。本发明中采用锆元素代替锰元素细化再结晶组织,避免锰对热处理带来的不良影响,引入锶元素,改善铝合金环锻件的力学性能和表面粗糙度,提高强度,引入微量钙元素,
一种高强耐蚀铝合金锻件制造工艺.pdf
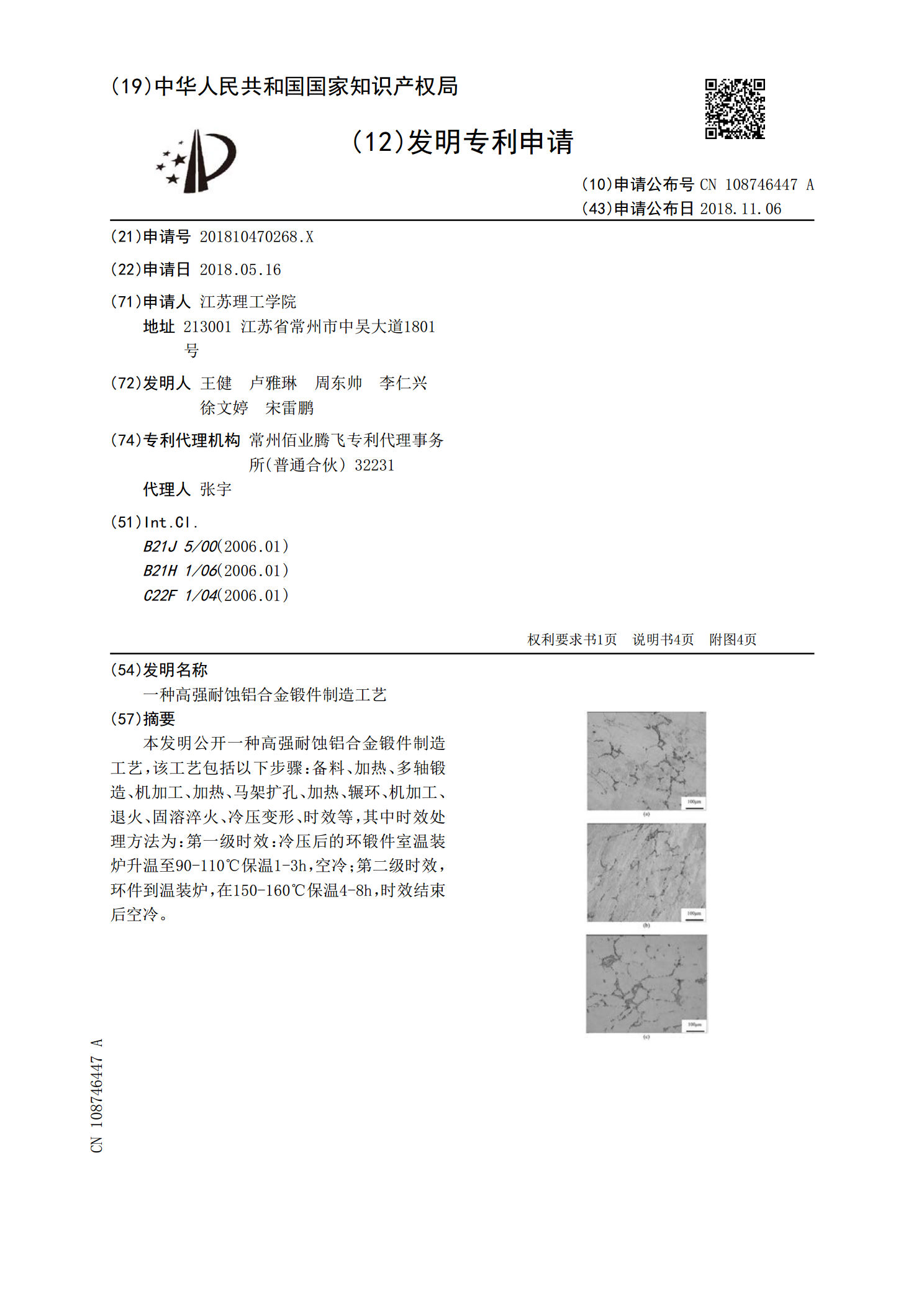
本发明公开一种高强耐蚀铝合金锻件制造工艺,该工艺包括以下步骤:备料、加热、多轴锻造、机加工、加热、马架扩孔、加热、辗环、机加工、退火、固溶淬火、冷压变形、时效等,其中时效处理方法为:第一级时效:冷压后的环锻件室温装炉升温至90‑110℃保温1‑3h,空冷;第二级时效,环件到温装炉,在150‑160℃保温4‑8h,时效结束后空冷。
一种高强度铝合金轮毂制造工艺.pdf
本发明提供一种高强度铝合金轮毂制造工艺,所述高强度铝合金轮毂中各化学组份的重量百分比为:Si:0.2‑0.4%、Mg:0.2‑0.6%、Fe:0.8‑1.2%、Re:0.22‑0.34%、Ti:0.01‑0.15%、Cr:1.10‑2.58%、V:0.10‑0.39%、Mn:0.35‑0.42%、Cu:0.02‑0.03%、S:≤0.002%、P:≤0.002%,余量为铝,所述铝合金轮毂的制备方法包括熔炼、锻压、热处理、喷涂防腐材料,通过本发明技术方案制备得到的铝合金轮毂抗拉强度达到378MPa以上。
一种高强度铝合金轮毂制造工艺.pdf
本发明公开了一种高强度铝合金轮毂制造工艺,包括以下步骤:1)、合金材料的配置、2)、熔炼、3)、均质化处理、4)、切割、5)、锻造、6)、热处理、7)、深加工、8)、表面处理,9)、检查、10)、入库,并加入各种合金稀有金属使其轮毂内部结构发生根本性改变,进一步的提升轮毂与轮胎之间的表面磨合性以及轮毂的抗压性,有效防止轮毂表面氧化;本产品具有加工制造工艺简单、加工成本相对低廉、且轮毂抗压抗拉性能比较好的优点。