
一种铝合金冷轧卷材的高效生产方法.pdf

涵蓄****09

1/7
2/7
3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金冷轧卷材的高效生产方法.pdf
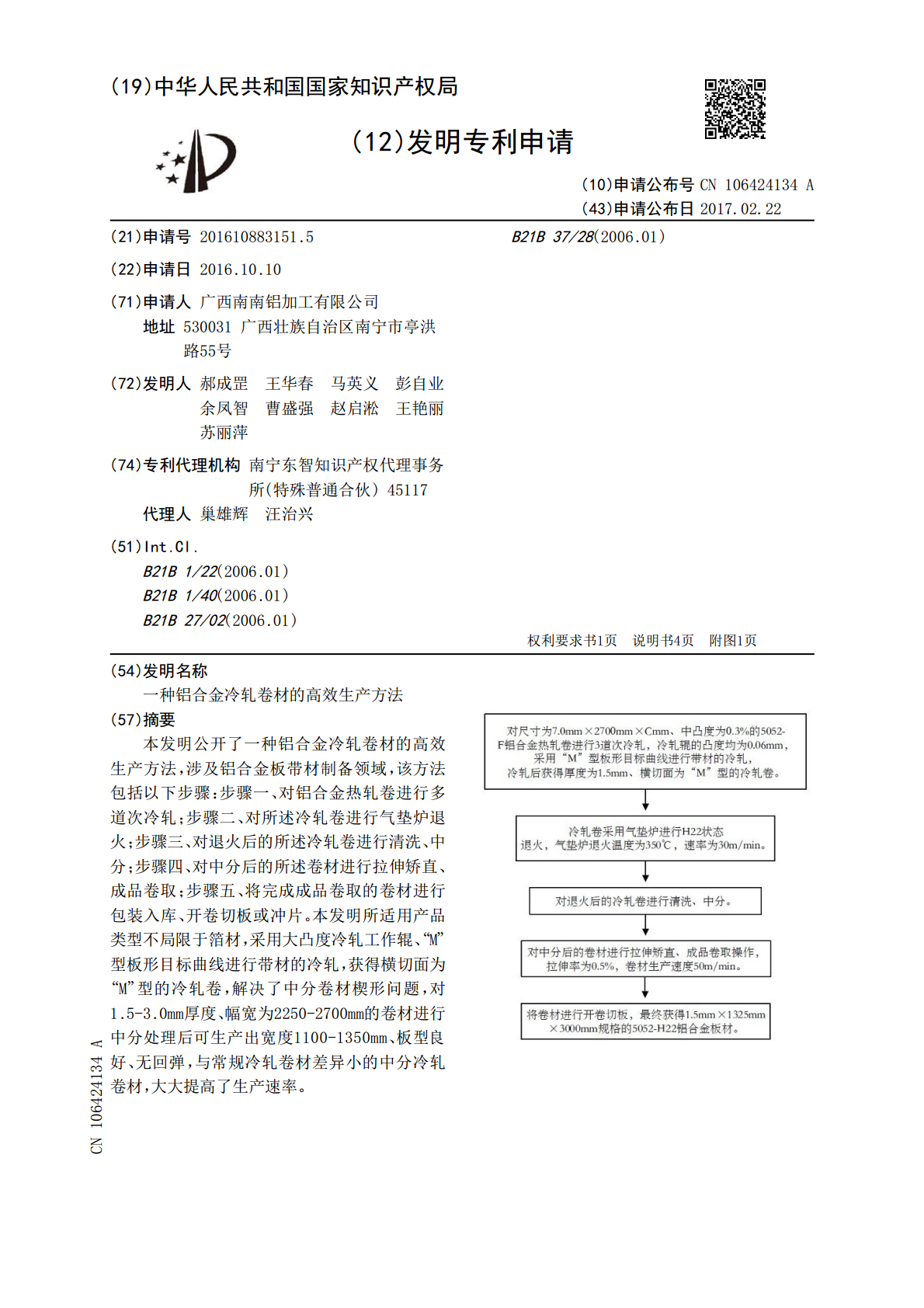
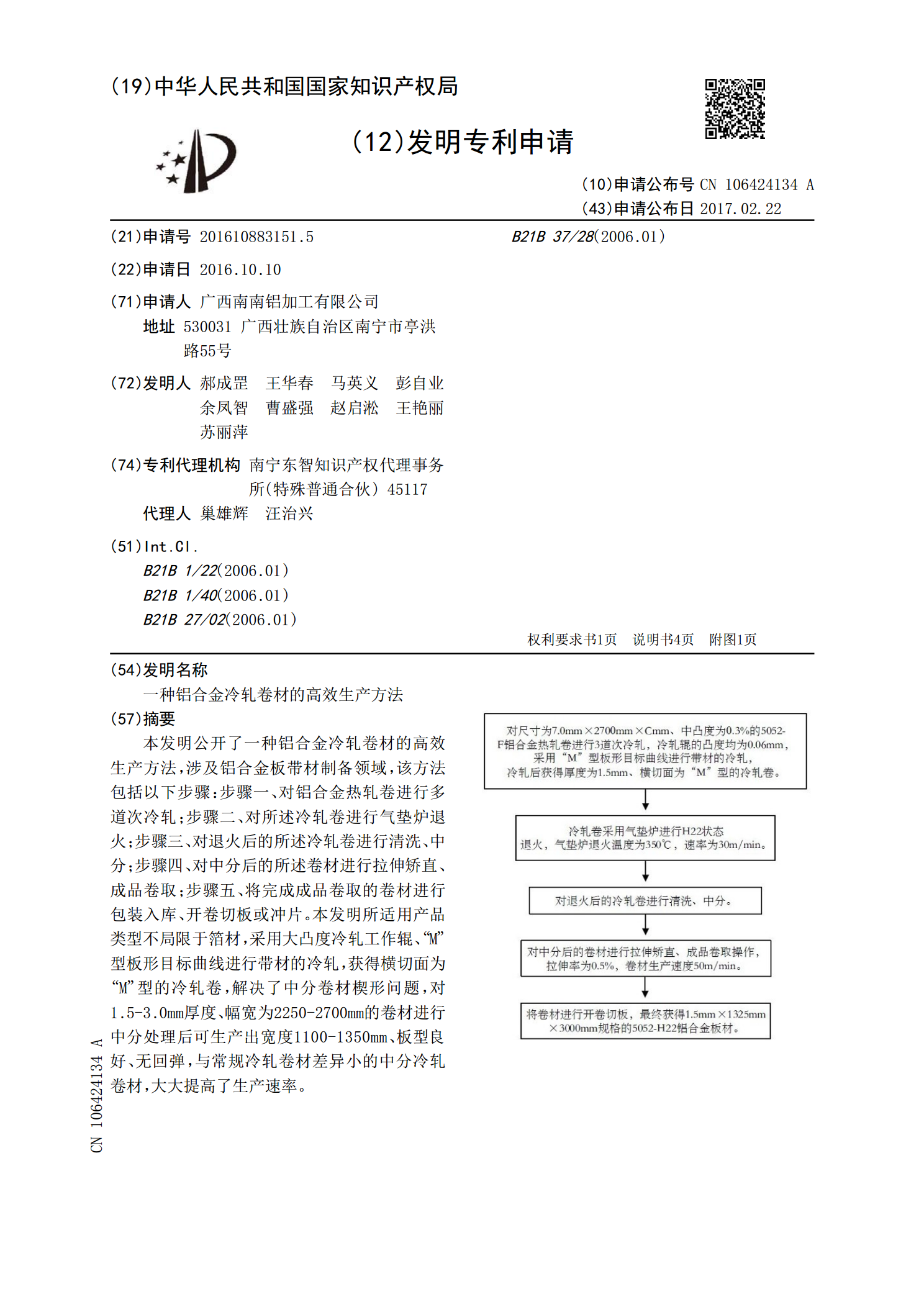
本发明公开了一种铝合金冷轧卷材的高效生产方法,涉及铝合金板带材制备领域,该方法包括以下步骤:步骤一、对铝合金热轧卷进行多道次冷轧;步骤二、对所述冷轧卷进行气垫炉退火;步骤三、对退火后的所述冷轧卷进行清洗、中分;步骤四、对中分后的所述卷材进行拉伸矫直、成品卷取;步骤五、将完成成品卷取的卷材进行包装入库、开卷切板或冲片。本发明所适用产品类型不局限于箔材,采用大凸度冷轧工作辊、“M”型板形目标曲线进行带材的冷轧,获得横切面为“M”型的冷轧卷,解决了中分卷材楔形问题,对1.5‑3.0mm厚度、幅宽为2250‑27
一种铝合金卷材/板材的生产方法及系统.pdf
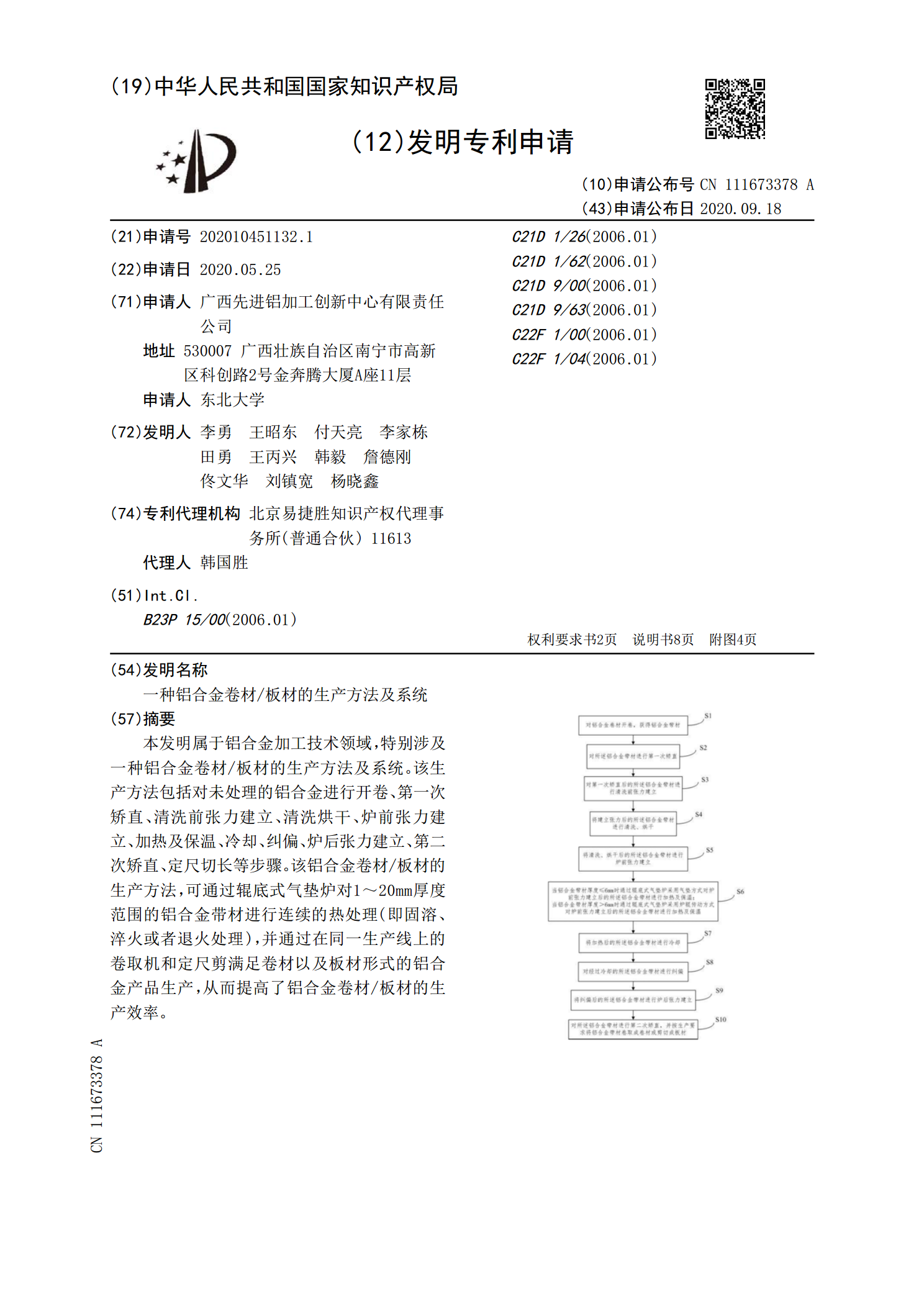
本发明属于铝合金加工技术领域,特别涉及一种铝合金卷材/板材的生产方法及系统。该生产方法包括对未处理的铝合金进行开卷、第一次矫直、清洗前张力建立、清洗烘干、炉前张力建立、加热及保温、冷却、纠偏、炉后张力建立、第二次矫直、定尺切长等步骤。该铝合金卷材/板材的生产方法,可通过辊底式气垫炉对1~20mm厚度范围的铝合金带材进行连续的热处理(即固溶、淬火或者退火处理),并通过在同一生产线上的卷取机和定尺剪满足卷材以及板材形式的铝合金产品生产,从而提高了铝合金卷材/板材的生产效率。

一种超深冲冷轧搪瓷钢高效生产的方法.pdf
本发明公开了一种超深冲冷轧搪瓷钢高效生产的方法,属于搪瓷钢产技术领域。本发明的步骤为:步骤一:转炉根据热平衡控制入炉废钢量≤50吨,辅吹过程通过提高底吹氩气流量,增加熔池搅拌,降低终点氧;步骤二:出钢1/3时加入石灰,出钢结束抬炉后立即向钢包渣面加入炉渣调整剂和炉渣脱氧剂进行调整渣系结构。本发明通过对调整钢包顶渣渣系结构,全工序控制钢水过程氧含量,提高钢水洁净度,连铸采取全程保护浇铸,改善钢水可浇性,提高连浇炉数。“热机清+热装”组产模式,减少生产交货周期,降低生产成本,提高搪瓷钢炼钢生产效率。

一种高效热传导铝合金锭生产方法.pdf
本发明涉及铝合金材料制备技术领域,特别涉及一种高效热传导铝合金锭生产方法,目的在于提高铝合金产品的导热性能,以满足特殊行业对铝合金材料导热性的要求。主要工艺步骤包括:S1:将铝锭及硅材料加入试验炉内,点火升温熔化;S2:向试验炉内加入铜线,继续升温熔化;S3:待铝锭全部熔化完成后,加入硅材料及铝钛硼丝,维持温度在720‑760℃;S4:待所有材料熔化完毕,取铝液测成分,并根据检测结果补加相应材料;S5:待铝液成分满足要求时,控制温度在720‑740℃,加入无烟精炼剂,进行精炼;S6:向铝液中加入镁锭,使镁

一种高效生产高强度铸造铝合金的方法.pdf
本发明公开了一种高效生产高强度铸造铝合金的方法,其包括如下步骤:第一步,真空包内合金化制备得到铝合金溶体;第二步,铝合金溶体于低位炉中利用精炼剂进行精炼、静置、扒渣,制备得到待浇注铝合金溶体;第三步,待浇注铝合金溶体铸造得到铝合金铸锭。本发明节省了高位炉预热和入铝后升温合金化所需要的天然气加热能源,大大降低了生产能耗;与现有铝合金生产工艺比较,从约5小时生产一炉次优化为约3小时一炉次,大大提高了生产效率;低了原料和人工成本;利用本发明工艺生产的A356铸造铝合金铸态抗拉强度平均提高10%以上;T6态抗拉强