
一种铝合金卷材/板材的生产方法及系统.pdf

雨巷****轶丽

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝合金卷材/板材的生产方法及系统.pdf
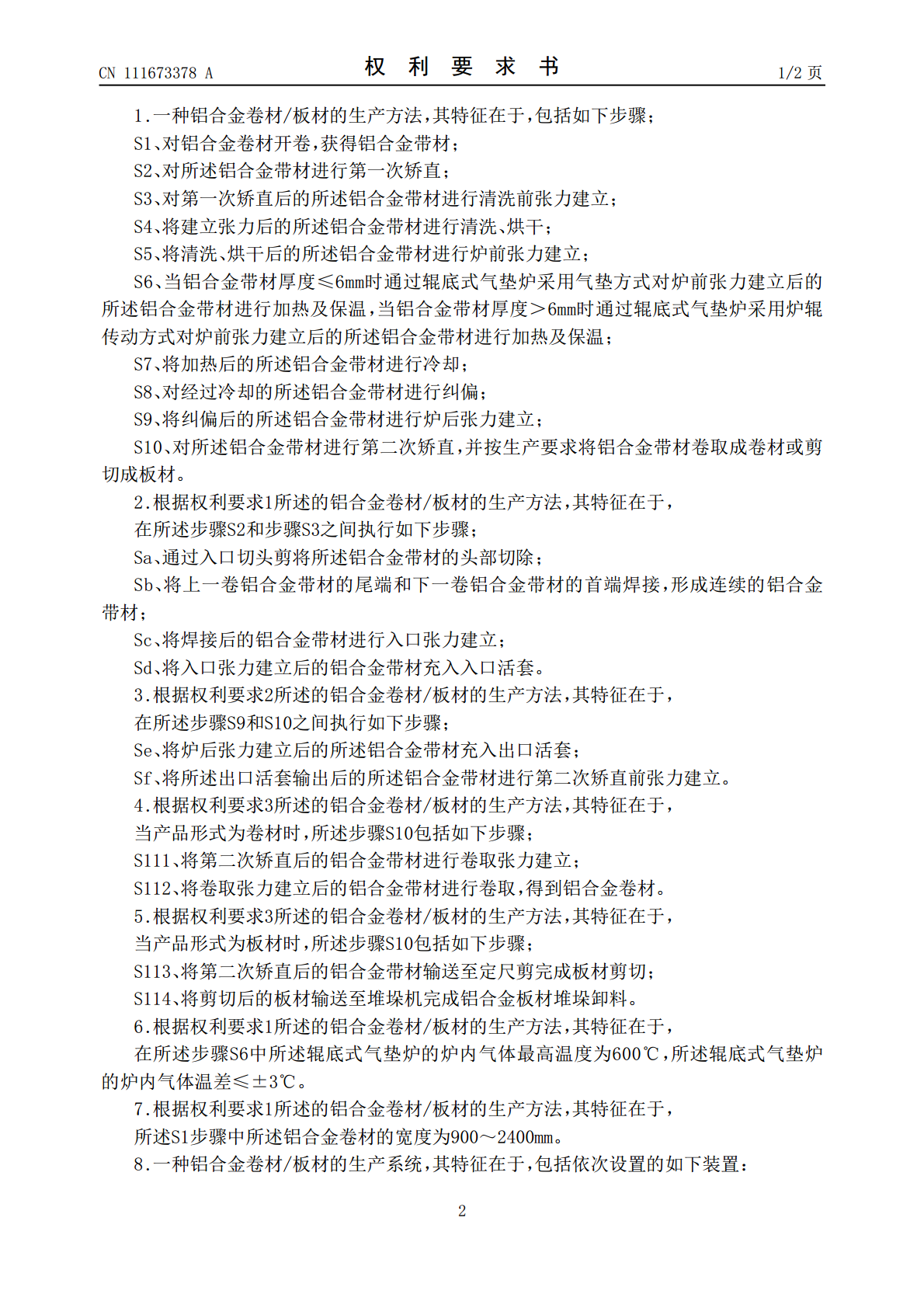
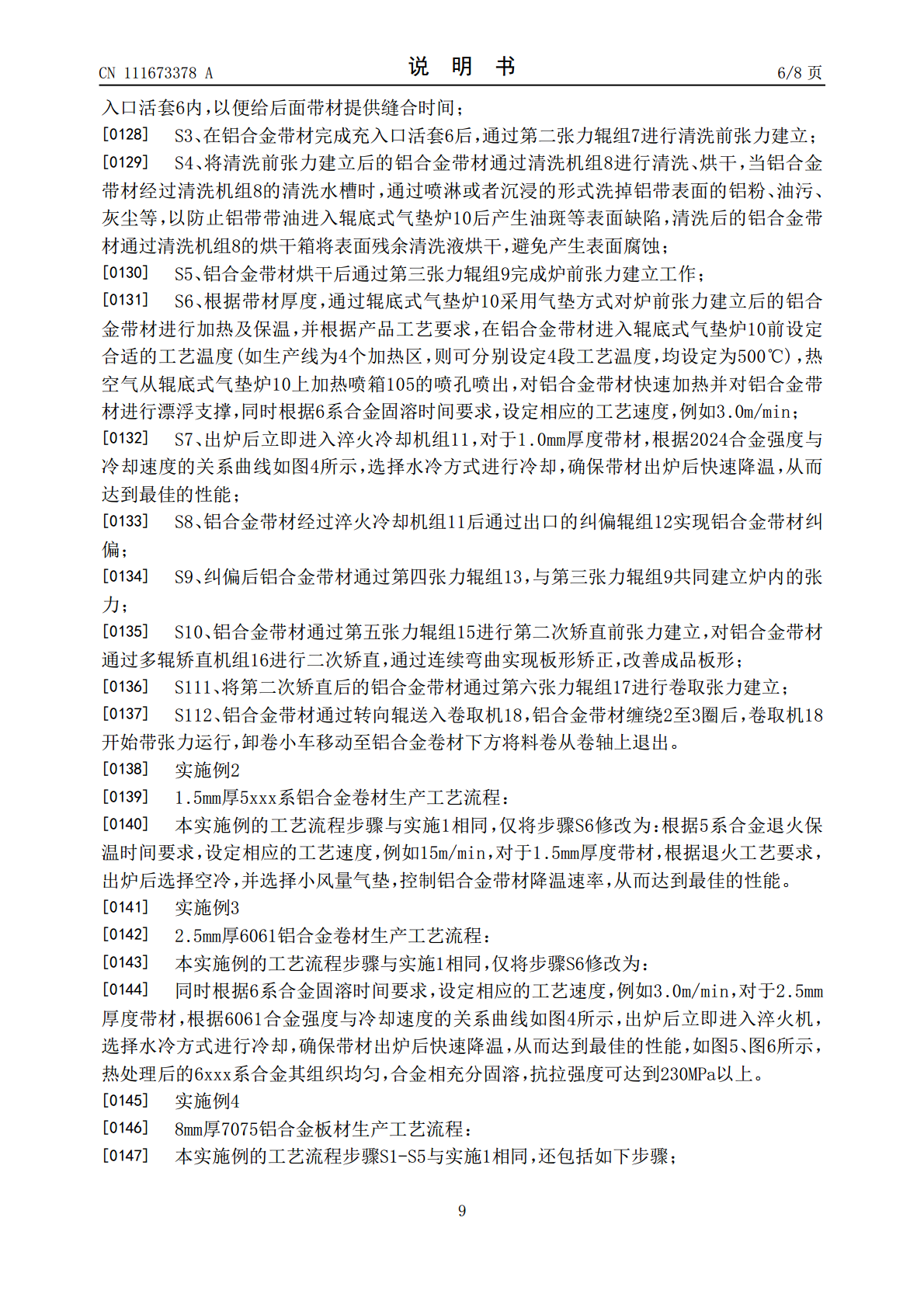
本发明属于铝合金加工技术领域,特别涉及一种铝合金卷材/板材的生产方法及系统。该生产方法包括对未处理的铝合金进行开卷、第一次矫直、清洗前张力建立、清洗烘干、炉前张力建立、加热及保温、冷却、纠偏、炉后张力建立、第二次矫直、定尺切长等步骤。该铝合金卷材/板材的生产方法,可通过辊底式气垫炉对1~20mm厚度范围的铝合金带材进行连续的热处理(即固溶、淬火或者退火处理),并通过在同一生产线上的卷取机和定尺剪满足卷材以及板材形式的铝合金产品生产,从而提高了铝合金卷材/板材的生产效率。
铝合金板材的生产方法和系统.pdf
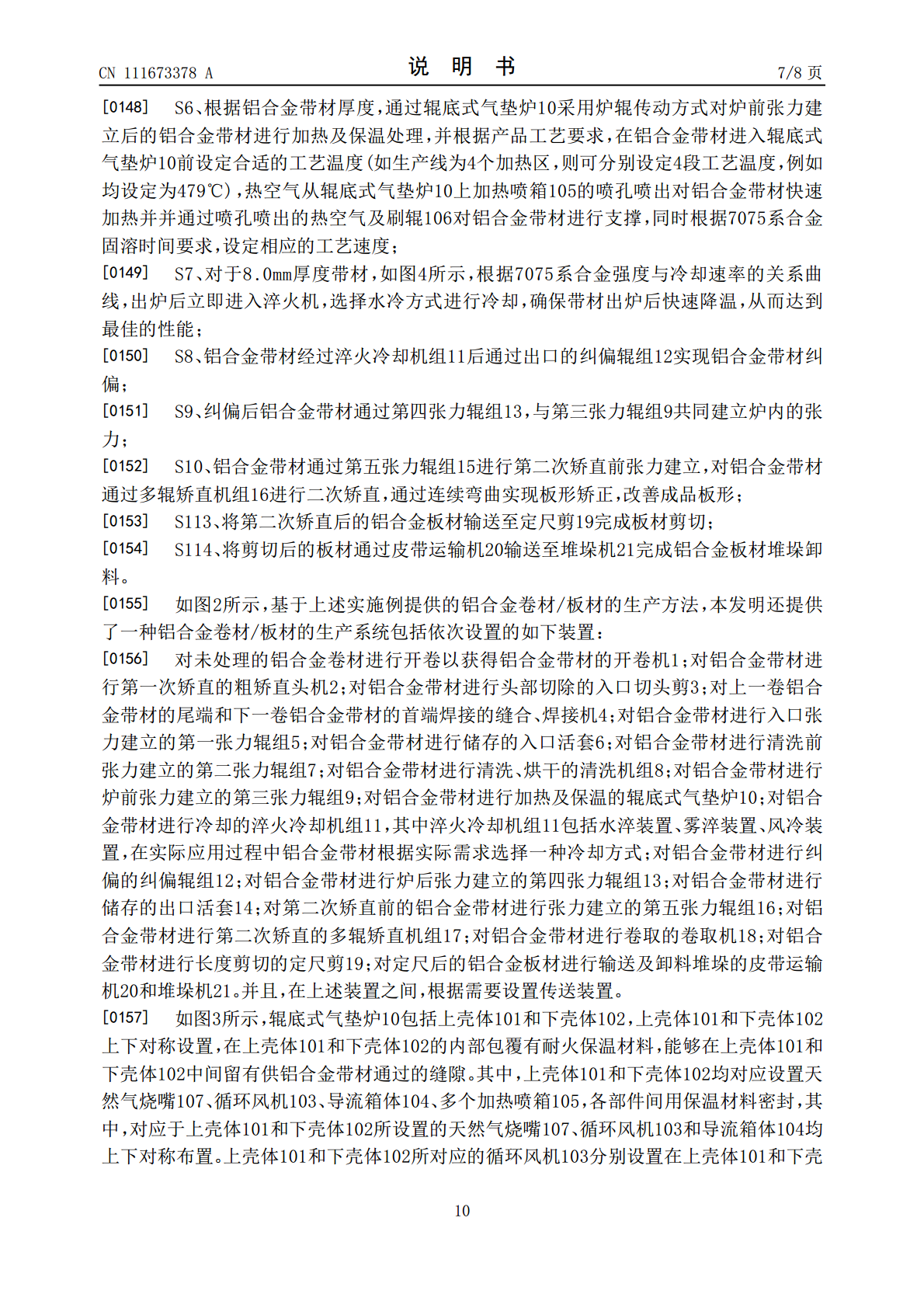
本发明提供了一种铝合金板材的生产方法,包括:采用开卷机对铝合金板材开卷,获得铝合金带材;对铝合金带材进行第一次清洗;铝合金带材以设定的速度通过气垫炉,在气垫炉内进行连续退火,气垫炉的加热区温度为设定的退火温度,气垫炉的保温区温度为设定的冷却温度;对铝合金带材进行第二次清洗;通过拉伸矫直机对铝合金带材进行拉伸矫直;通过卷取机卷取铝合金带材,得到铝合金卷材;在横切机列中对铝合金卷材进行定尺剪切,得到铝合金板材成品。上述铝合金板材的生产方法,减少了铝合金板材表面的擦划伤、油污和铝灰残留物,满足了电子通讯控制机箱
铝合金板材的生产方法.pdf
本发明涉及金属材料加工技术领域,具体涉及铝合金板材的生产方法,包括:(一)固溶处理,首先将所述铝合金材料置于空气炉中,空气炉内温度为460~480℃,处理时间1~2小时;(二)过时效处理,温度280~320℃,时间40~48小时;(三)预热处理,预热温度390~410℃,预热时间10~15小时;本发明通过对过时效处理后的样品进行大压下量轧制变形,使在大尺寸第二相粒子周围形成强烈的变形区,在接下来的再结晶退火过程中,这些强应变区域便可能成为再结晶的形核位置,从而有效提高了产品成形性能。另外,本发明具有工艺简
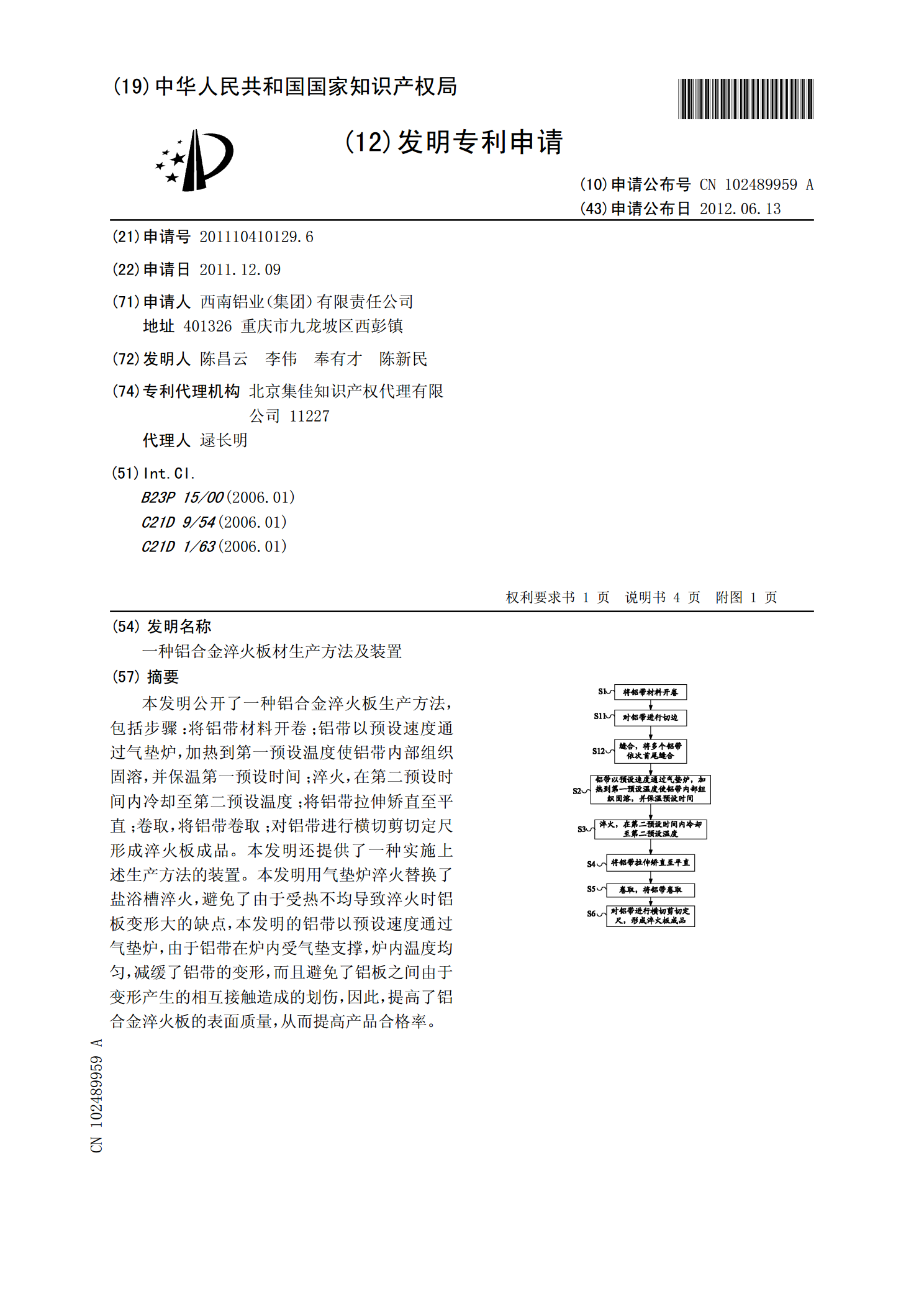
一种铝合金淬火板材生产方法及装置.pdf
本发明公开了一种铝合金淬火板生产方法,包括步骤:将铝带材料开卷;铝带以预设速度通过气垫炉,加热到第一预设温度使铝带内部组织固溶,并保温第一预设时间;淬火,在第二预设时间内冷却至第二预设温度;将铝带拉伸矫直至平直;卷取,将铝带卷取;对铝带进行横切剪切定尺形成淬火板成品。本发明还提供了一种实施上述生产方法的装置。本发明用气垫炉淬火替换了盐浴槽淬火,避免了由于受热不均导致淬火时铝板变形大的缺点,本发明的铝带以预设速度通过气垫炉,由于铝带在炉内受气垫支撑,炉内温度均匀,减缓了铝带的变形,而且避免了铝板之间由于变形
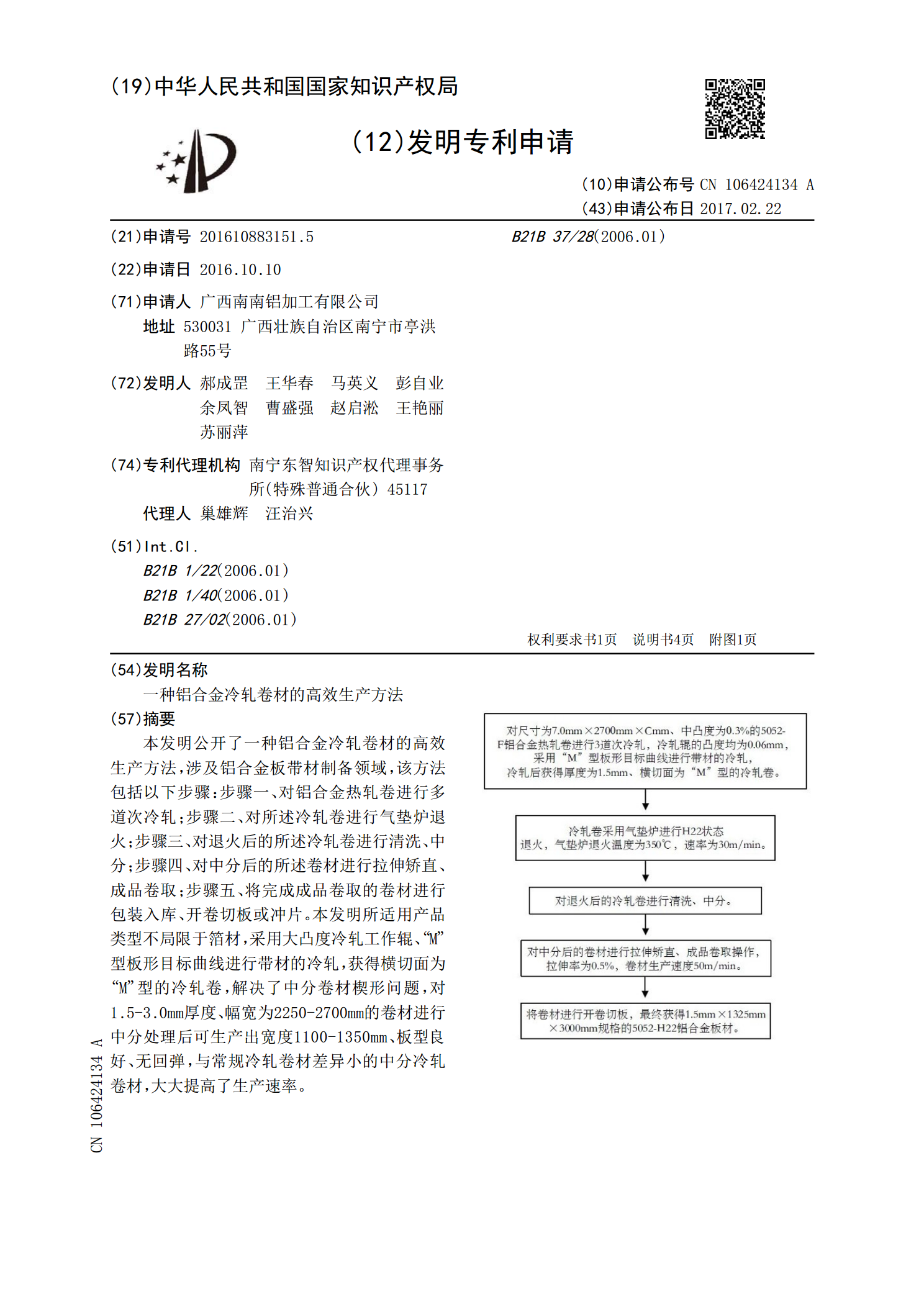
一种铝合金冷轧卷材的高效生产方法.pdf
本发明公开了一种铝合金冷轧卷材的高效生产方法,涉及铝合金板带材制备领域,该方法包括以下步骤:步骤一、对铝合金热轧卷进行多道次冷轧;步骤二、对所述冷轧卷进行气垫炉退火;步骤三、对退火后的所述冷轧卷进行清洗、中分;步骤四、对中分后的所述卷材进行拉伸矫直、成品卷取;步骤五、将完成成品卷取的卷材进行包装入库、开卷切板或冲片。本发明所适用产品类型不局限于箔材,采用大凸度冷轧工作辊、“M”型板形目标曲线进行带材的冷轧,获得横切面为“M”型的冷轧卷,解决了中分卷材楔形问题,对1.5‑3.0mm厚度、幅宽为2250‑27