
一种浸渍设备及浸渍方法.pdf

一只****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种浸渍设备及浸渍方法.pdf
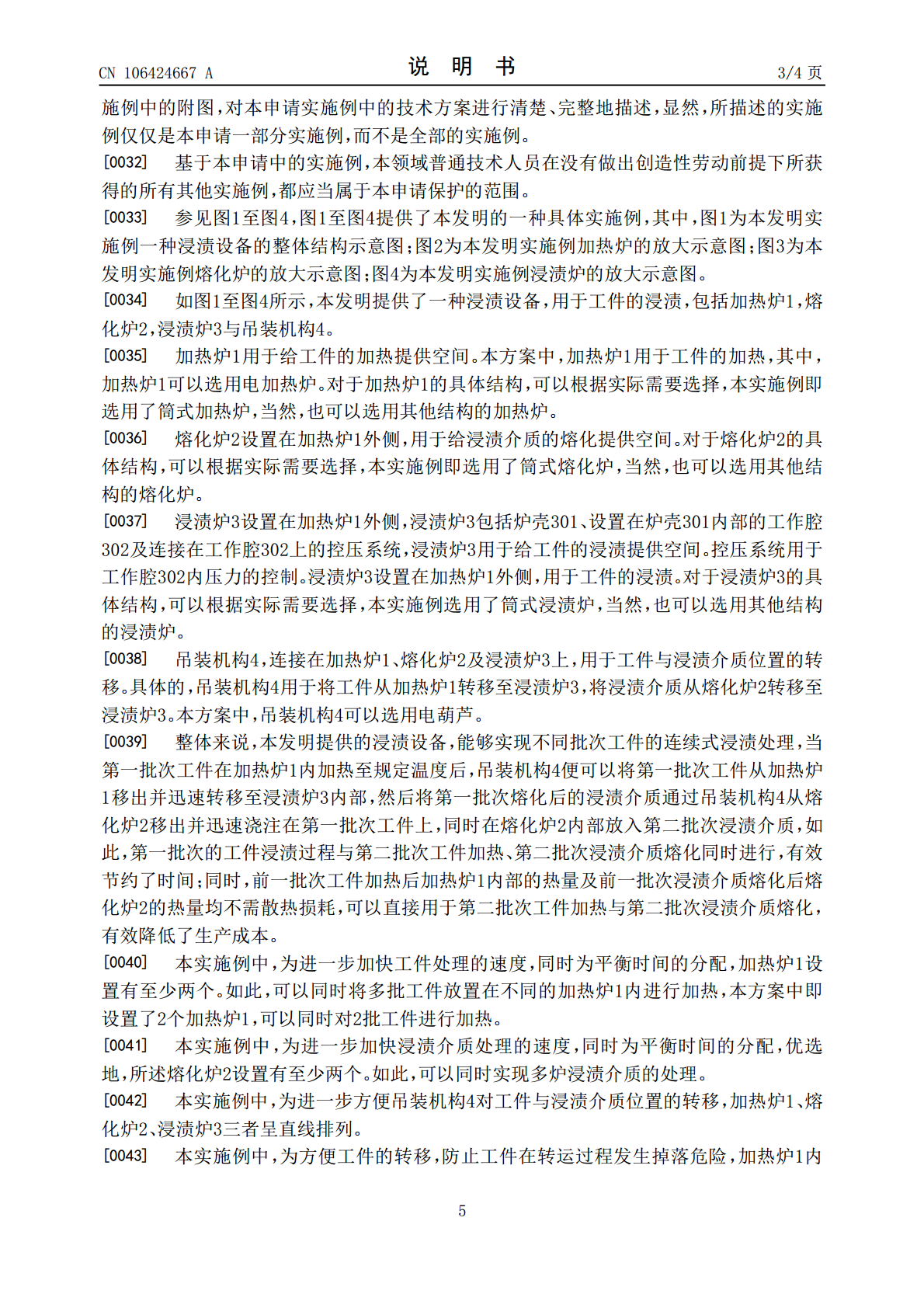
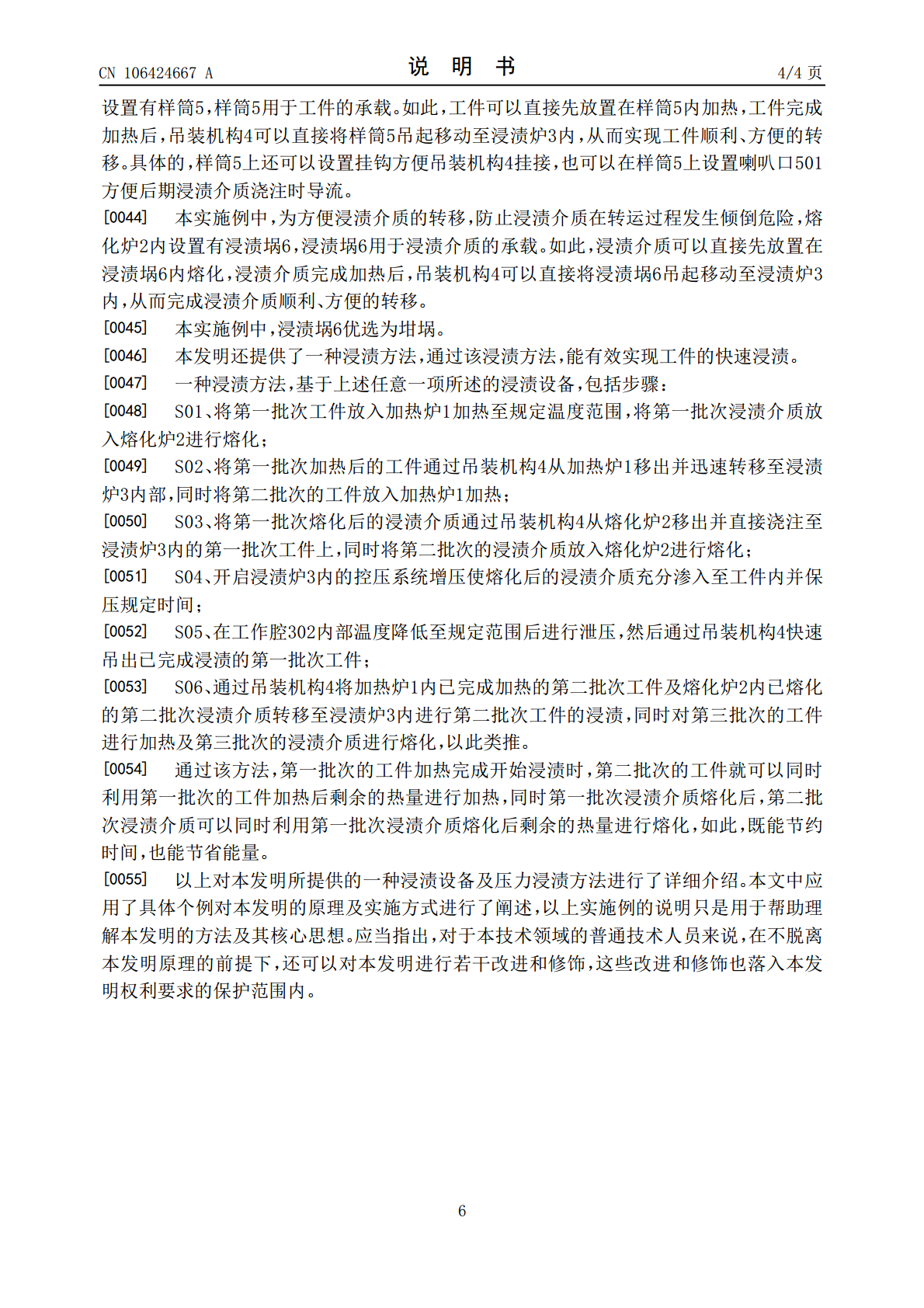
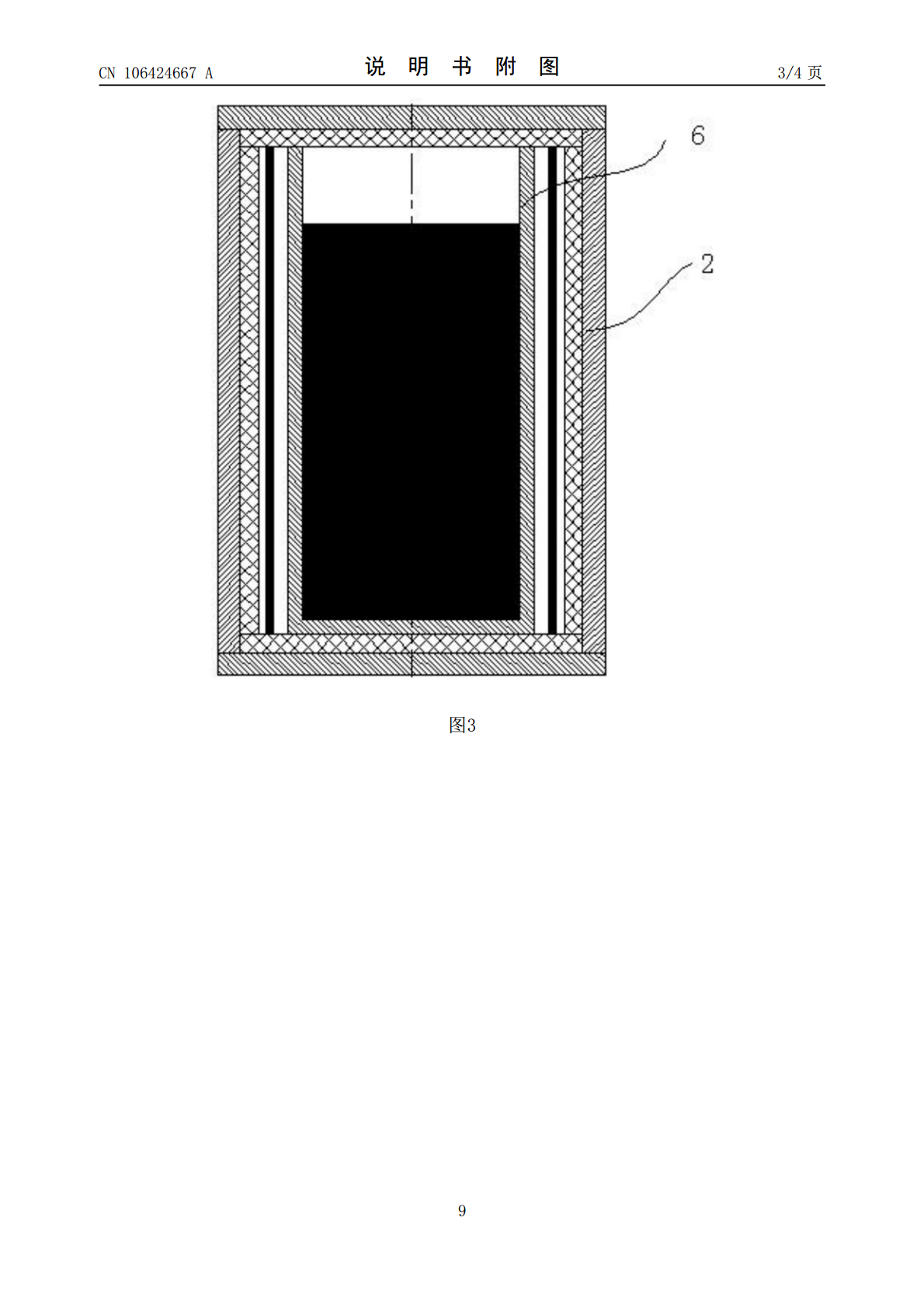
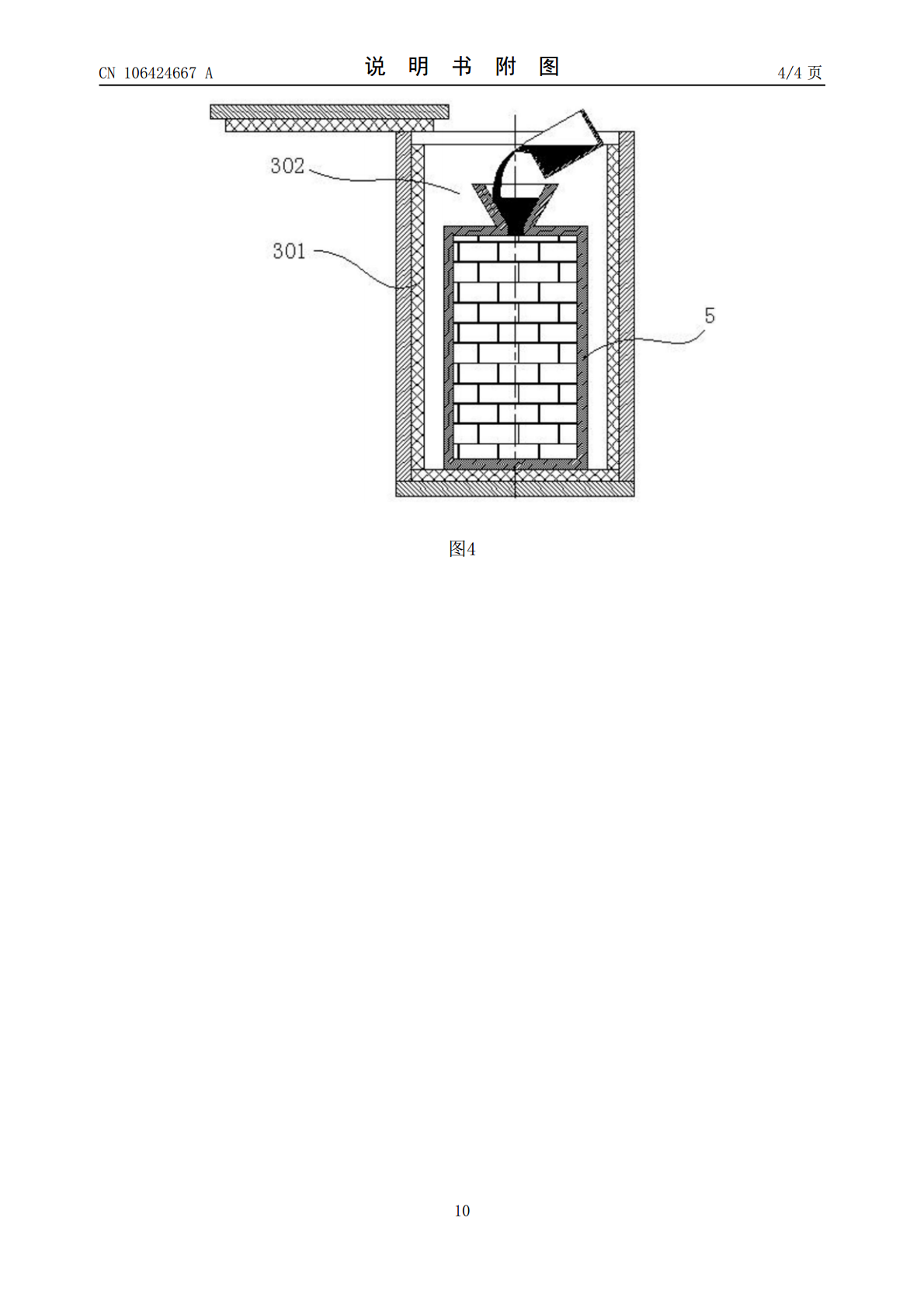
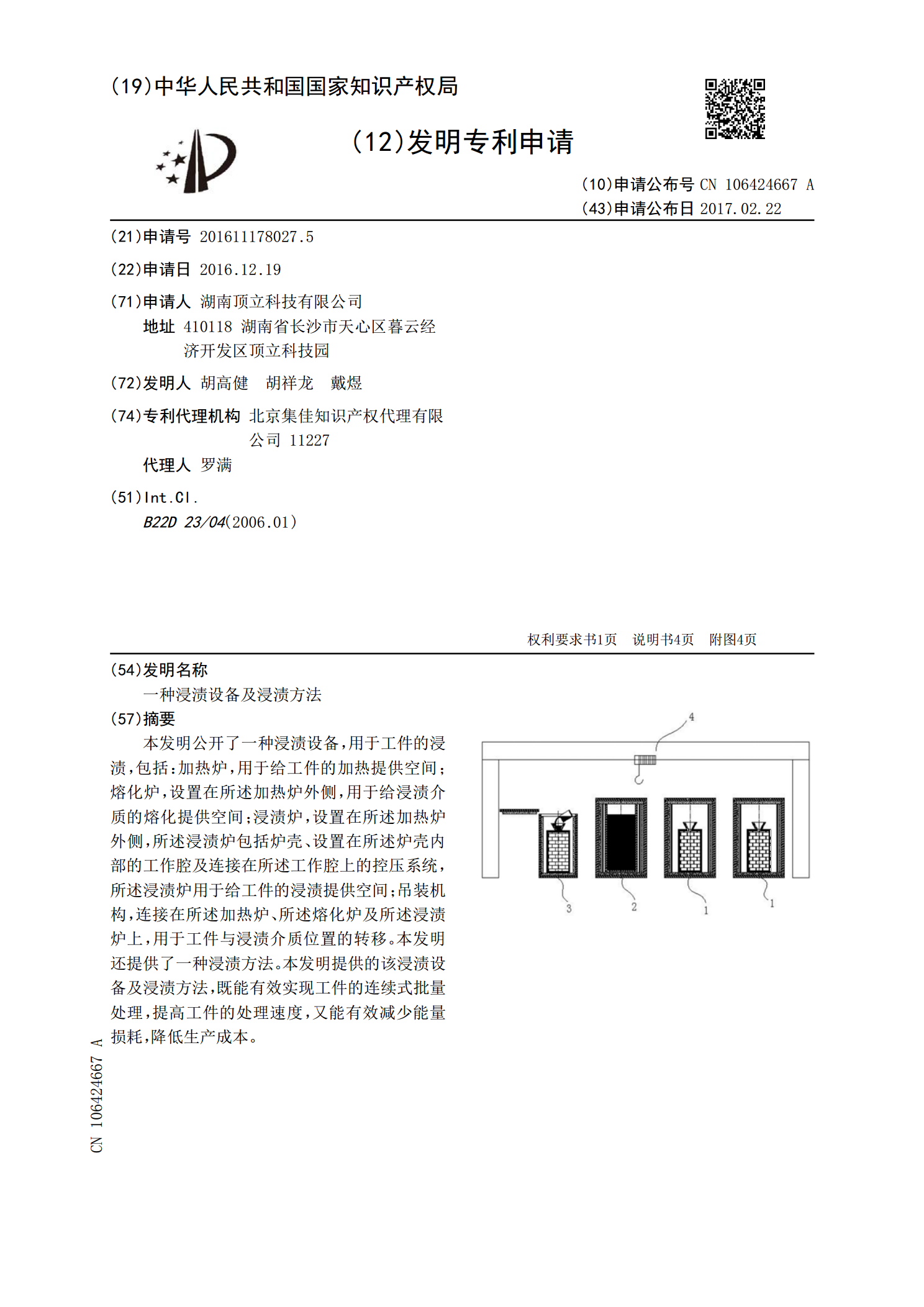
本发明公开了一种浸渍设备,用于工件的浸渍,包括:加热炉,用于给工件的加热提供空间;熔化炉,设置在所述加热炉外侧,用于给浸渍介质的熔化提供空间;浸渍炉,设置在所述加热炉外侧,所述浸渍炉包括炉壳、设置在所述炉壳内部的工作腔及连接在所述工作腔上的控压系统,所述浸渍炉用于给工件的浸渍提供空间;吊装机构,连接在所述加热炉、所述熔化炉及所述浸渍炉上,用于工件与浸渍介质位置的转移。本发明还提供了一种浸渍方法。本发明提供的该浸渍设备及浸渍方法,既能有效实现工件的连续式批量处理,提高工件的处理速度,又能有效减少能量损耗,降
一种浸渍装置及浸渍方法.pdf
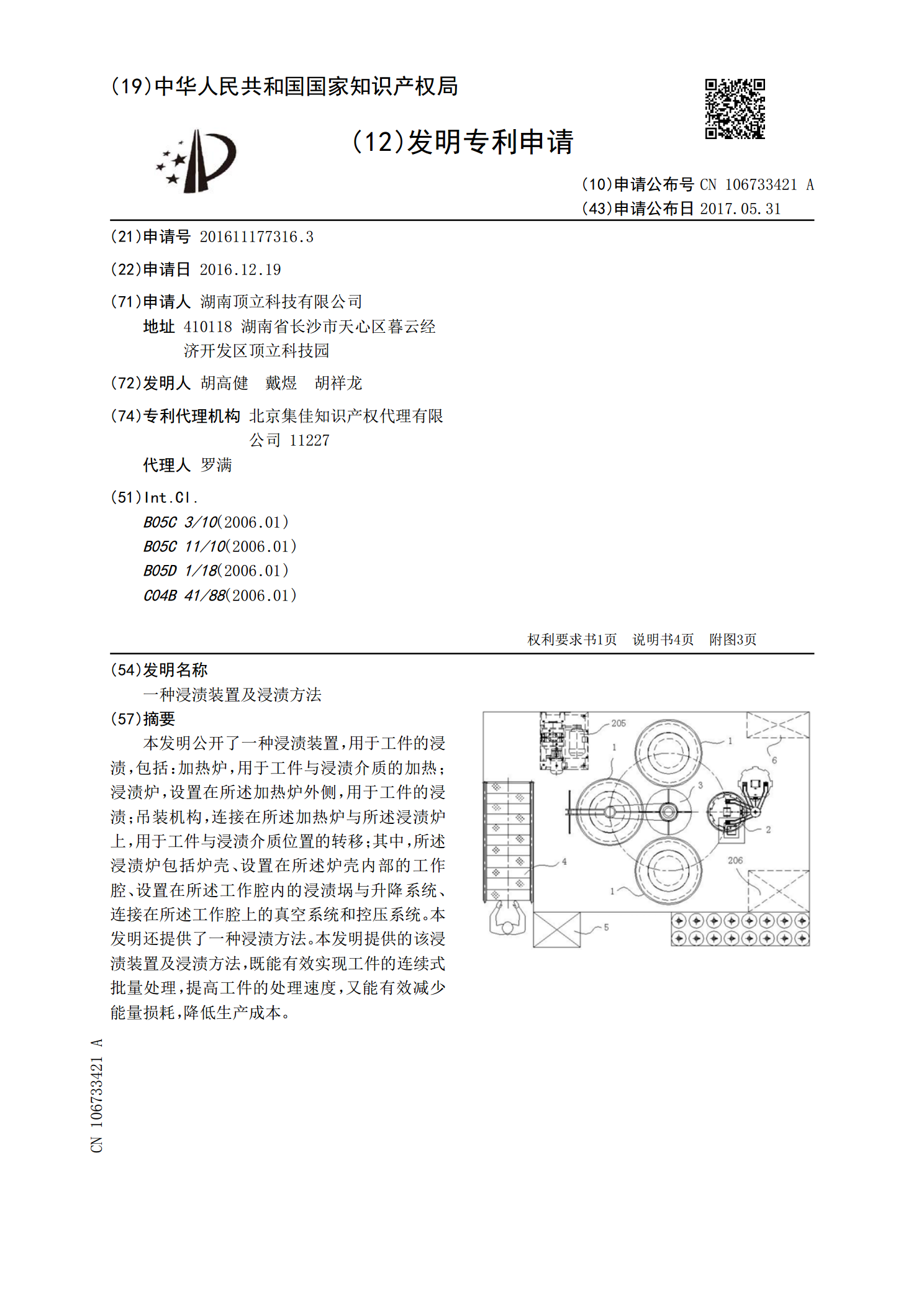
本发明公开了一种浸渍装置,用于工件的浸渍,包括:加热炉,用于工件与浸渍介质的加热;浸渍炉,设置在所述加热炉外侧,用于工件的浸渍;吊装机构,连接在所述加热炉与所述浸渍炉上,用于工件与浸渍介质位置的转移;其中,所述浸渍炉包括炉壳、设置在所述炉壳内部的工作腔、设置在所述工作腔内的浸渍埚与升降系统、连接在所述工作腔上的真空系统和控压系统。本发明还提供了一种浸渍方法。本发明提供的该浸渍装置及浸渍方法,既能有效实现工件的连续式批量处理,提高工件的处理速度,又能有效减少能量损耗,降低生产成本。
用于浸渍服装的方法和用于浸渍服装的设备.pdf
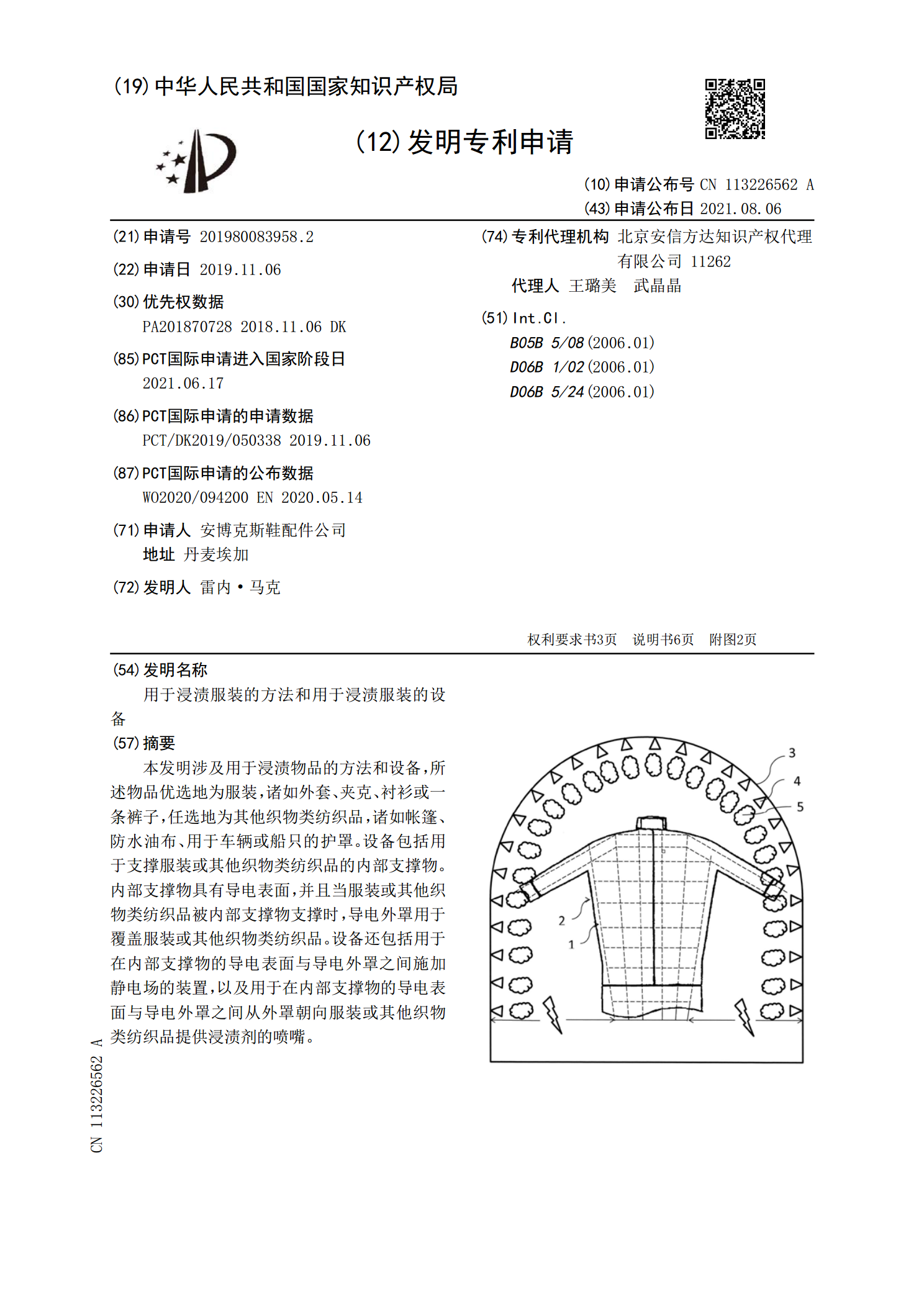
本发明涉及用于浸渍物品的方法和设备,所述物品优选地为服装,诸如外套、夹克、衬衫或一条裤子,任选地为其他织物类纺织品,诸如帐篷、防水油布、用于车辆或船只的护罩。设备包括用于支撑服装或其他织物类纺织品的内部支撑物。内部支撑物具有导电表面,并且当服装或其他织物类纺织品被内部支撑物支撑时,导电外罩用于覆盖服装或其他织物类纺织品。设备还包括用于在内部支撑物的导电表面与导电外罩之间施加静电场的装置,以及用于在内部支撑物的导电表面与导电外罩之间从外罩朝向服装或其他织物类纺织品提供浸渍剂的喷嘴。
一种浸渍液、浸渍液制备方法及蜂窝材料.pdf
本申请公开了一种浸渍液、浸渍液制备方法及蜂窝材料,涉及复合材料制备领域。所述浸渍液,包括以下质量份组分:0.5‑1.5份氧化石墨烯和100份水。相较于现有技术中的浸渍液,本申请所述浸渍液由于并未采用密度大的高分子树脂材料,故相较于现有技术中浸渍液的密度,本申请所述浸渍液的密度更小,从而使得浸渍后的蜂窝材料密度也更小,在相同体积下,所述蜂窝材料的重量也更轻;因此在相同体积下,利用本申请所述浸渍液所制得的蜂窝材料增重比例更低,从而更好的实现了蜂窝材料的轻质性能。
一种纤维表面处理的环保浸渍体系、制备方法及浸渍方法.pdf
本发明公开了一种纤维表面处理的环保浸渍体系、制备方法及浸渍方法。所述浸渍体系包括去离子水100份、马来酸酐接枝的聚烯烃5~50份、固化剂0.5~5份、封闭型异氰酸酯2~10份、橡胶胶乳50~200份。本发明所采用的原料均绿色环保,且均为工业化产品,浸胶液的制备和纤维浸渍工艺简单、流程较短。异氰酸酯可以增强纤维表面的活性,同时马来酸酐接枝聚烯烃可以有效地与橡胶胶乳共硫化,因此该配方体系可以大大地提高纤维和橡胶之间的粘合效果,可以有效地取代RFL浸胶体系。