
通体硬化的高韧性易焊接特厚耐磨钢板及其制造方法.pdf

是立****92

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
通体硬化的高韧性易焊接特厚耐磨钢板及其制造方法.pdf
本发明涉及一种钢板以Fe为基础元素,且还包含如下化学成分(质量百分比):C:0.11~0.15%,Si:0.20~0.40%,Mn:0.9~1.3%,P≤0.010%,S≤0.002%,Cr:0.4~0.8%,Mo:0.4~0.7%,Ni:1.0~2.6%,Cu:0.2~0.5%,Al:0.06~0.1%,V:0.03~0.06%,Nb≤0.04%,N≤0.006%,B:0.001~0.002%,Ca:0.0005~0.005,Ca/S≥1,Al≥(Mn/C)×(%N)。其制造工艺为KR铁水预处理‑
布氏硬度400HBW级整体硬化型高韧性易焊接特厚耐磨钢板及其制造方法.pdf
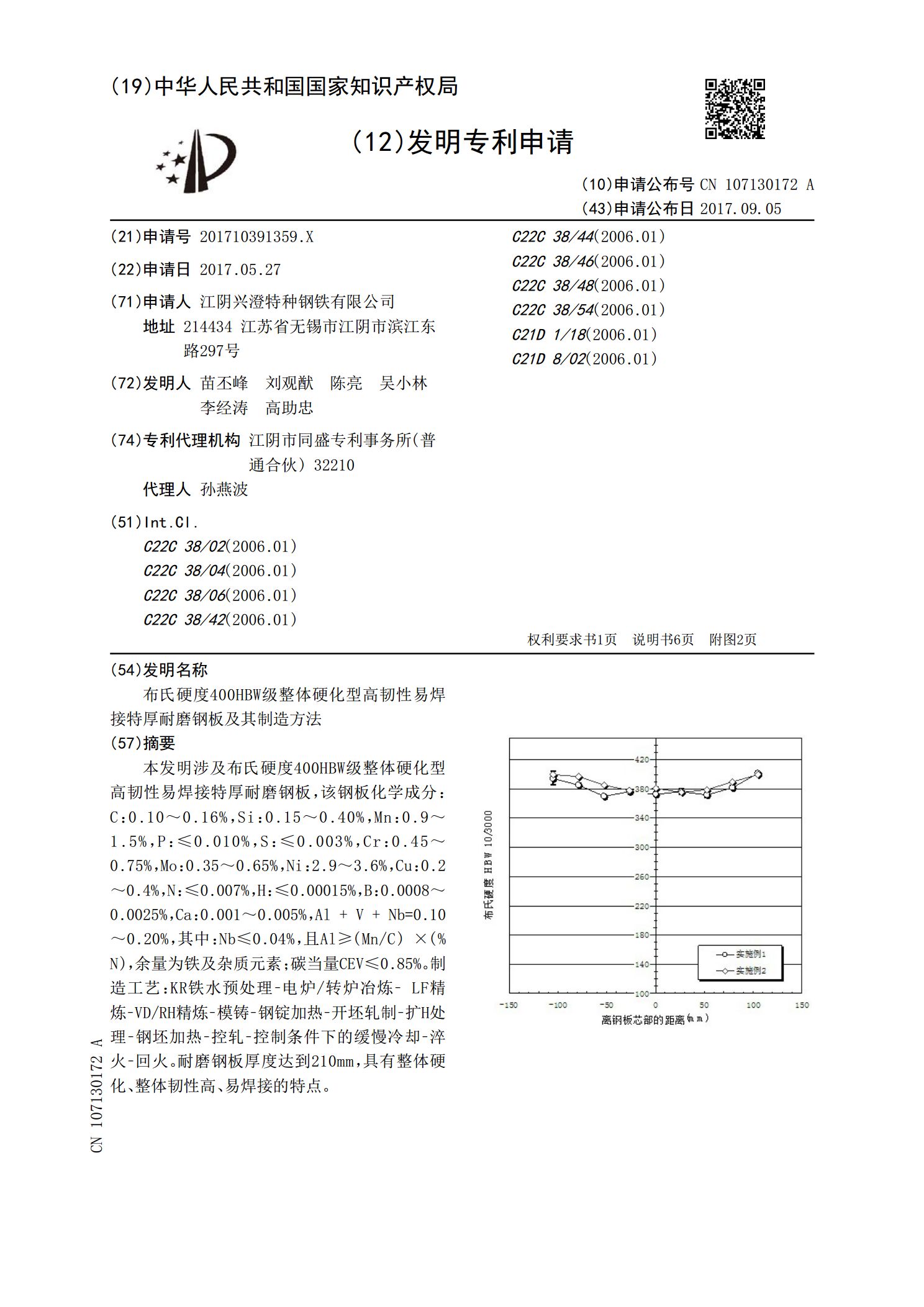
本发明涉及布氏硬度400HBW级整体硬化型高韧性易焊接特厚耐磨钢板,该钢板化学成分:C:0.10~0.16%,Si:0.15~0.40%,Mn:0.9~1.5%,P:≤0.010%,S:≤0.003%,Cr:0.45~0.75%,Mo:0.35~0.65%,Ni:2.9~3.6%,Cu:0.2~0.4%,N:≤0.007%,H:≤0.00015%,B:0.0008~0.0025%,Ca:0.001~0.005%,Al+V+Nb=0.10~0.20%,其中:Nb≤0.04%,且Al≥(Mn/C)×
适用于‑60℃的易焊接高强高韧性特厚钢板及其制造方法.pdf
本发明涉及适用于‑60℃的易焊接高强高韧性特厚钢板,化学成分为C0.05‑0.10%,Si0.2‑0.3%,Mn1.3‑1.6%,Al0.02‑0.04%,Nb0.03‑0.05%,V0.03‑0.05%,Cr0.1‑0.3%,Ni0.1‑0.4%,Mo0.1‑0.3%,Cu0.1‑0.3%,Ti0.01‑0.02%,P≤0.015%,S≤0.002%,N≤0.007%,碳当量≤0.43,Pcm≤0.20。钢板厚度为70‑120mm,屈服强度460MPa及以上,‑60℃下钢板1/
550MPa级特厚易焊接高韧性抗层状撕裂钢板及其制造方法.pdf
本发明涉及一种550MPa级特厚易焊接高韧性抗层状撕裂钢板,制造工艺流程:KR铁水预处理—转炉冶炼—LF精炼—RH真空脱气—连铸—连铸坯加罩缓冷—连铸坯检查清理—铸坯加热—高压水除鳞—轧制—矫直—钢板堆缓冷—淬火—回火等工艺,成品厚度为70mm和120mm的钢板。本发明采取了超低碳+少量Ni和Mo的成分设计,工艺上采用淬火+回火的调质处理工艺,在保证碳当量和冷裂纹敏感指数的情况下,获得更大厚度钢板和更好的低温冲击韧性。
低温下使用的高韧性F级特厚齿条钢板及其制造方法.pdf
本发明涉及一种低温下使用的高韧性F级特厚齿条钢板及其制造方法。所述钢板以Fe为基础元素,且包含C、Si、Mn、P、S、Cr、Mo、Ni、Cu、Al、V、Nb、N、B,余量为Fe及杂质元素;碳当量CEV£0.75。制造方法包括依次进行的电炉冶炼、LF精炼、VD精炼、模铸、钢锭加热、开坯轧制、控制缓冷、钢坯加热、轧制及调质处理等工序。本发明制造的齿条钢板厚度可达180mm,屈服强度在690MPa以上,抗拉强度在790~930MPa的范围,延伸率320%,钢板的Z向性能(断面收缩率)335%,-60°C下的夏比