
一种出铁沟摆动流嘴预制件及其制备方法.pdf

一吃****继勇


1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种出铁沟摆动流嘴预制件及其制备方法.pdf
本发明公开了一种出铁沟摆动流嘴预制件,包括:不同颗粒细度的致密刚玉和板状刚玉、碳化硅、板状刚玉粉、碳化硅粉、活性氧化铝粉、石墨粉、氮化硅铁、沥青粉、碳化硼、硼硅玻璃粉、铝酸钙水泥、硅微粉、防爆纤维、六偏磷酸纳。其生产方法:将各种原料混合加水搅拌;倒入模具中浇筑成型,并在成型后脱模,然后养护;产品养护后放入烧制炉内,升温到再保温再匀速降温保温;然后再升温速度升温,保温;自然冷却降温。本发明的优点是:本发明制备的出铁沟摆动流嘴预制件具有良好的抗冲刷性、高温强度以及抗氧化性能,能够保持较高的通铁量,对缩短铁水沟
一种高炉出铁沟摆动流槽用耐火浇注料及其制备方法.pdf
本发明涉及一种高炉出铁沟摆动流槽用耐火浇注料及其制备方法。其技术方案是:以50~55wt%的高纯镁砂颗粒和10~13wt%的镁铝尖晶石颗粒为骨料,以7~9wt%的用后镁碳砖细粉、9~11wt%的电熔镁砂细粉、13~18wt%的Cr
高炉摆动溜槽及其流嘴用高强预制件.pdf
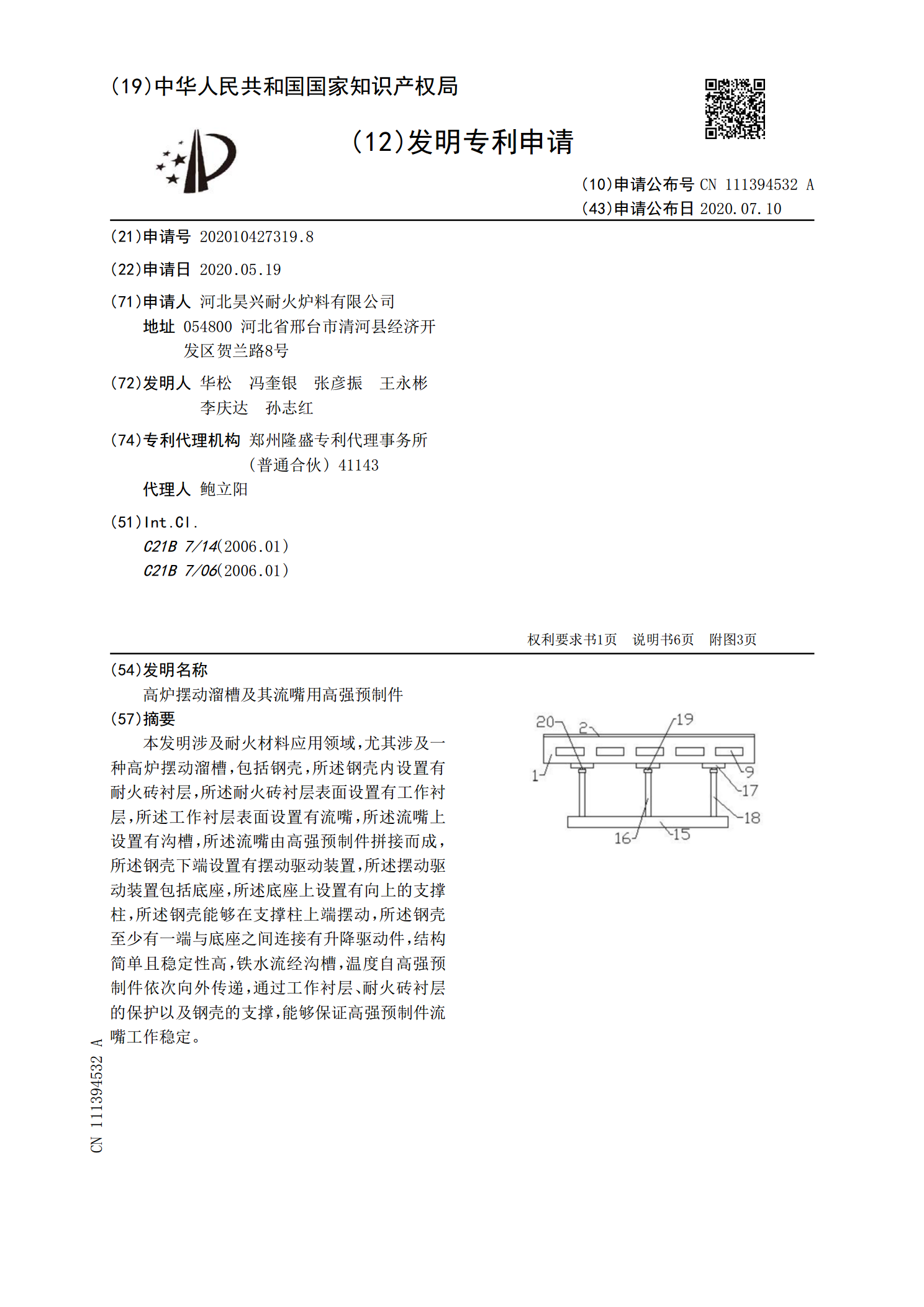
本发明涉及耐火材料应用领域,尤其涉及一种高炉摆动溜槽,包括钢壳,所述钢壳内设置有耐火砖衬层,所述耐火砖衬层表面设置有工作衬层,所述工作衬层表面设置有流嘴,所述流嘴上设置有沟槽,所述流嘴由高强预制件拼接而成,所述钢壳下端设置有摆动驱动装置,所述摆动驱动装置包括底座,所述底座上设置有向上的支撑柱,所述钢壳能够在支撑柱上端摆动,所述钢壳至少有一端与底座之间连接有升降驱动件,结构简单且稳定性高,铁水流经沟槽,温度自高强预制件依次向外传递,通过工作衬层、耐火砖衬层的保护以及钢壳的支撑,能够保证高强预制件流嘴工作稳定
一种高强轻质的出铁沟及其制备方法.pdf
本发明涉及一种高强轻质的出铁沟及其制备方法,所述出铁沟包括内层浇铸件、连接网架和外层浇铸件,内层浇铸件的外侧面紧贴外层浇铸件的内侧面,连接网架设在内层浇铸件和外层浇铸件的接触面上;内层浇铸件的内部设有第一陶制支撑网架,外层浇铸件的内部设有第二陶制支撑网架,第一陶制支撑网架和第二陶制支撑网架均包括若干个相互平行的主支柱和主支柱之间的支撑网;所述连接网架具有斜向横纵交叉的网状结构。

一种预制件及采用该预制件的大高炉摆动流嘴.pdf
本发明公开了一种预制件及采用该预制件的大高炉摆动流嘴,包括钢模、砖层、工作层和预制件,所述钢模和砖层均具有两个侧面和一个底部,砖层铺设在钢模内,砖层的两个侧面的内侧浇注有工作层,砖层的底部上方放置有预制件,预制件包括以下组分且各组分质量百分比为:致密刚玉或棕刚玉:50%-55%,碳化硅:18%-22%,白刚玉:8%-12%,α-Al2O3微粉:6%-9%,硅微粉:1%-3%,纯铝酸钙水泥:2%-4%,球状沥青:1%-5%,金属硅粉:2%-4%,纳米硅铝凝胶粉:1%-1.5%,氮化硼:0.5%-0.8%,氧