
提高连铸坯热装比的方法及系统.pdf

雨星****萌娃

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
提高连铸坯热装比的方法及系统.pdf
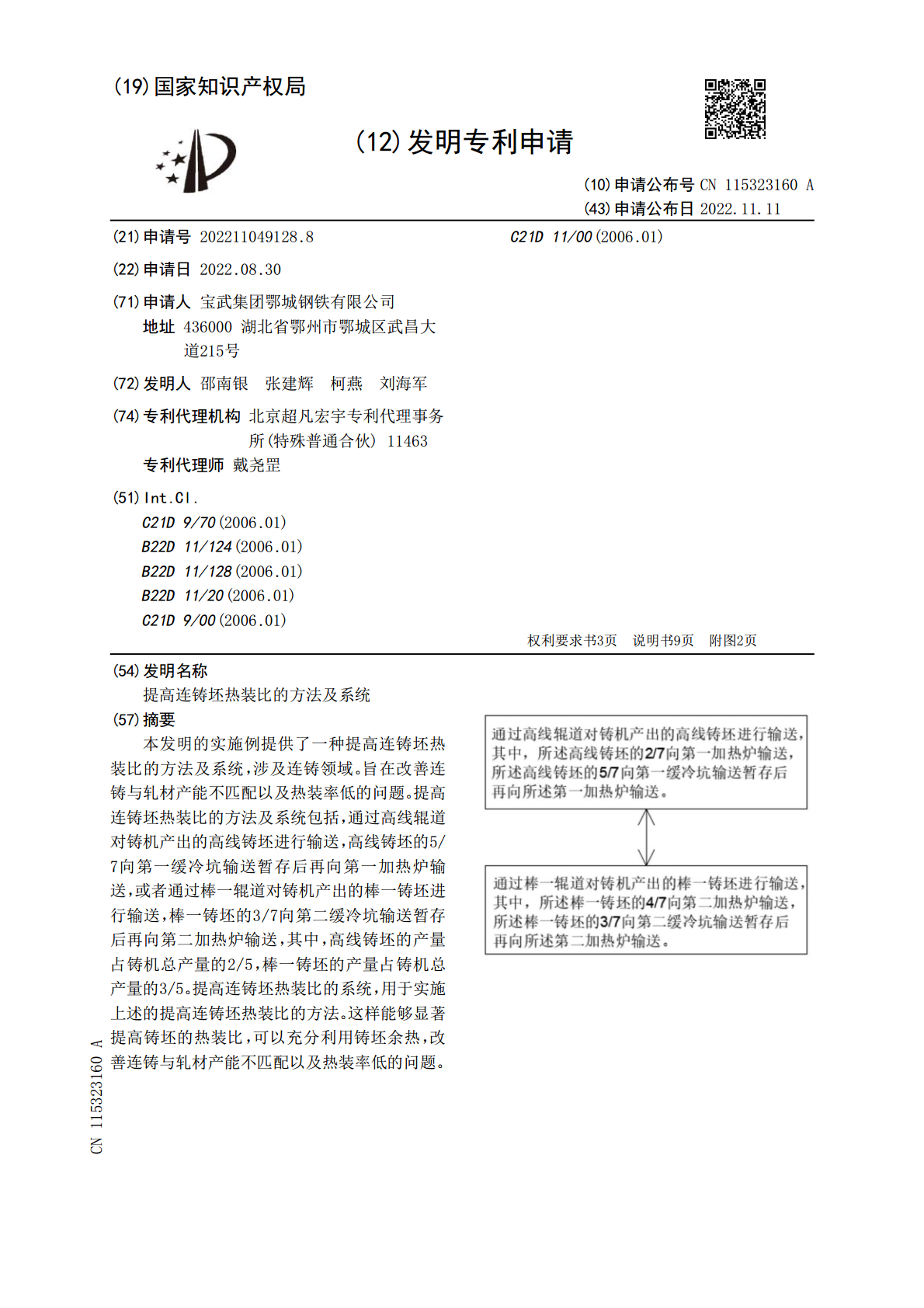
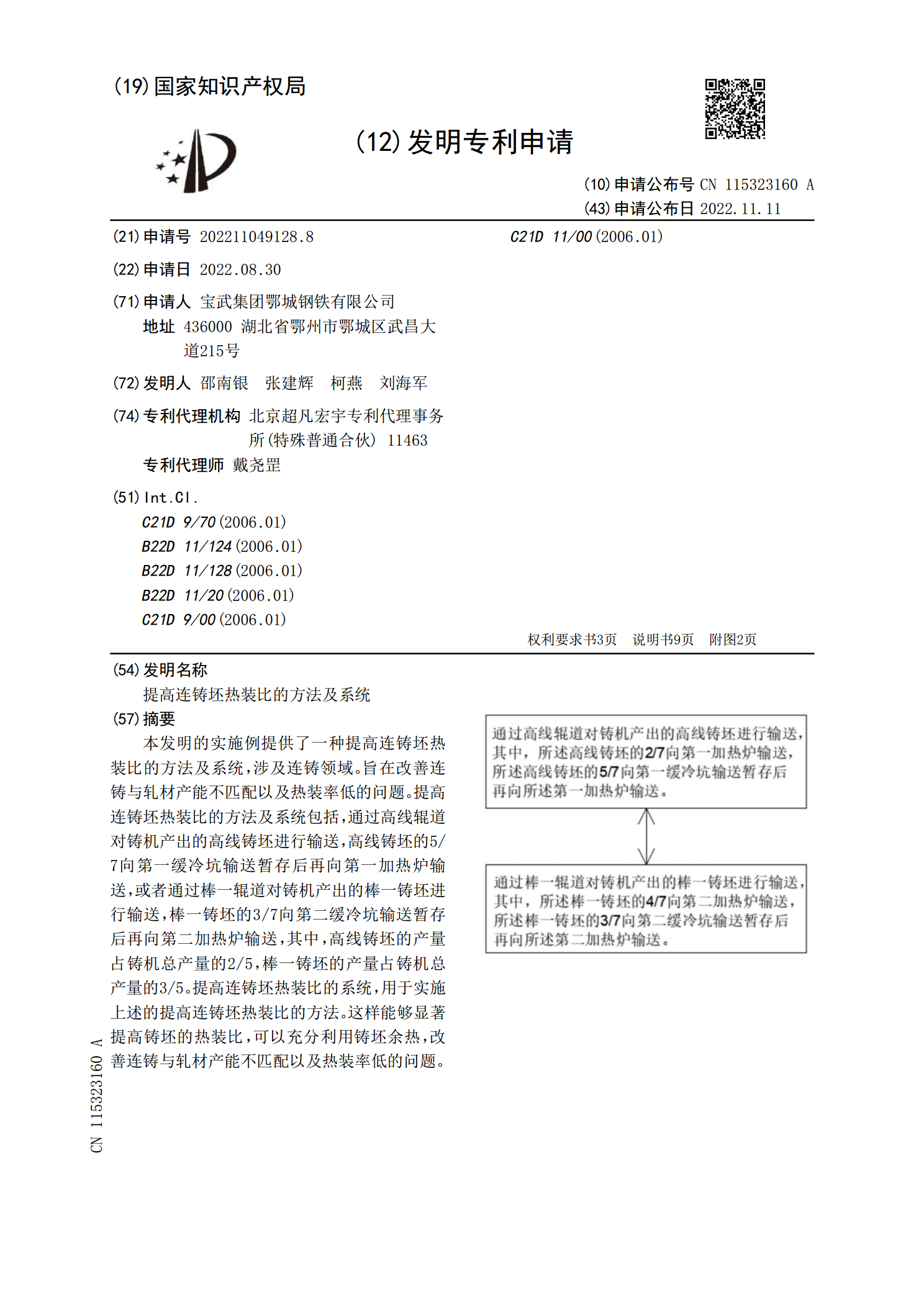
本发明的实施例提供了一种提高连铸坯热装比的方法及系统,涉及连铸领域。旨在改善连铸与轧材产能不匹配以及热装率低的问题。提高连铸坯热装比的方法及系统包括,通过高线辊道对铸机产出的高线铸坯进行输送,高线铸坯的5/7向第一缓冷坑输送暂存后再向第一加热炉输送,或者通过棒一辊道对铸机产出的棒一铸坯进行输送,棒一铸坯的3/7向第二缓冷坑输送暂存后再向第二加热炉输送,其中,高线铸坯的产量占铸机总产量的2/5,棒一铸坯的产量占铸机总产量的3/5。提高连铸坯热装比的系统,用于实施上述的提高连铸坯热装比的方法。这样能够显著提高
热轧钢管连铸圆坯热装方法及系统.pdf
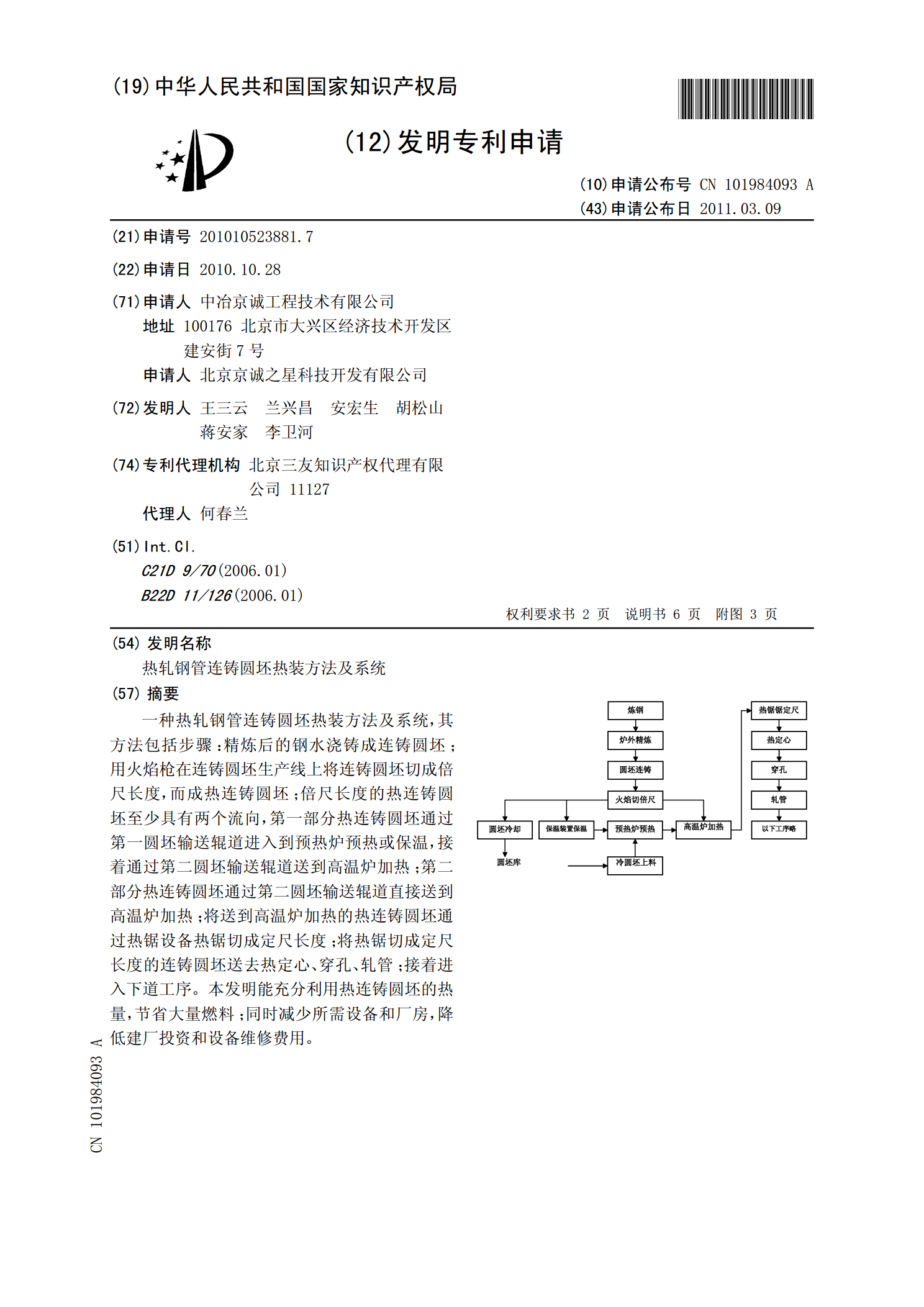
一种热轧钢管连铸圆坯热装方法及系统,其方法包括步骤:精炼后的钢水浇铸成连铸圆坯;用火焰枪在连铸圆坯生产线上将连铸圆坯切成倍尺长度,而成热连铸圆坯;倍尺长度的热连铸圆坯至少具有两个流向,第一部分热连铸圆坯通过第一圆坯输送辊道进入到预热炉预热或保温,接着通过第二圆坯输送辊道送到高温炉加热;第二部分热连铸圆坯通过第二圆坯输送辊道直接送到高温炉加热;将送到高温炉加热的热连铸圆坯通过热锯设备热锯切成定尺长度;将热锯切成定尺长度的连铸圆坯送去热定心、穿孔、轧管;接着进入下道工序。本发明能充分利用热连铸圆坯的热量,节省

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!

永钢连铸坯热送热装生产实践.docx
永钢连铸坯热送热装生产实践-1--5-永钢连铸坯热送热装生产实践介绍了2022年以来永钢热送热装工作开展情况和做好热装生产的经验节能降耗效果十分显著并对制约热装生产的不利因素和未来热装效益增长潜能进行了初步分析。连铸坯热送热装是钢铁行业重点推广的节能技术之一具备节约能源提高加热炉生产能力减少连铸坯烧损和钢坯内外温差提高产品成材率加快物流流动和减少钢坯多次倒运等优点。轧钢加热炉是钢铁生产中的重要设备也是主要的耗能设备之一在轧钢工序耗中约占65%~70%。因此实施连铸坯热送热装技术降低轧钢加热炉的能
连铸坯装炉温度检测方法.pdf
本发明公开的是热轧带钢生产技术领域的一种对连铸坯的装炉温度进行检测的方法,包括以下步骤:首先将高温计安装在上料核对辊道入口位置,并与上料核对辊道的金属检测器在同一平面;然后连铸坯在进入上料核对辊道后高温计按照每0.5~1秒采集一个温度的频率对连铸坯进行检测;然后对检测到的温度进行筛选,去除超过或低于中位数100℃的检测温度;最后选取筛选后的检测温度中最高的四分之一,计算出平均值作为装炉温度。该方法提高了连铸坯装炉温度检测的真实性和准确性,可根据真实的装炉温度进行加热温度控制,降低加热炉煤气消耗,达到降低生