
棒线材和窄带轧制生产线及其生产方法.pdf

夏萍****文章

1/8

2/8
3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

棒线材和窄带轧制生产线及其生产方法.pdf
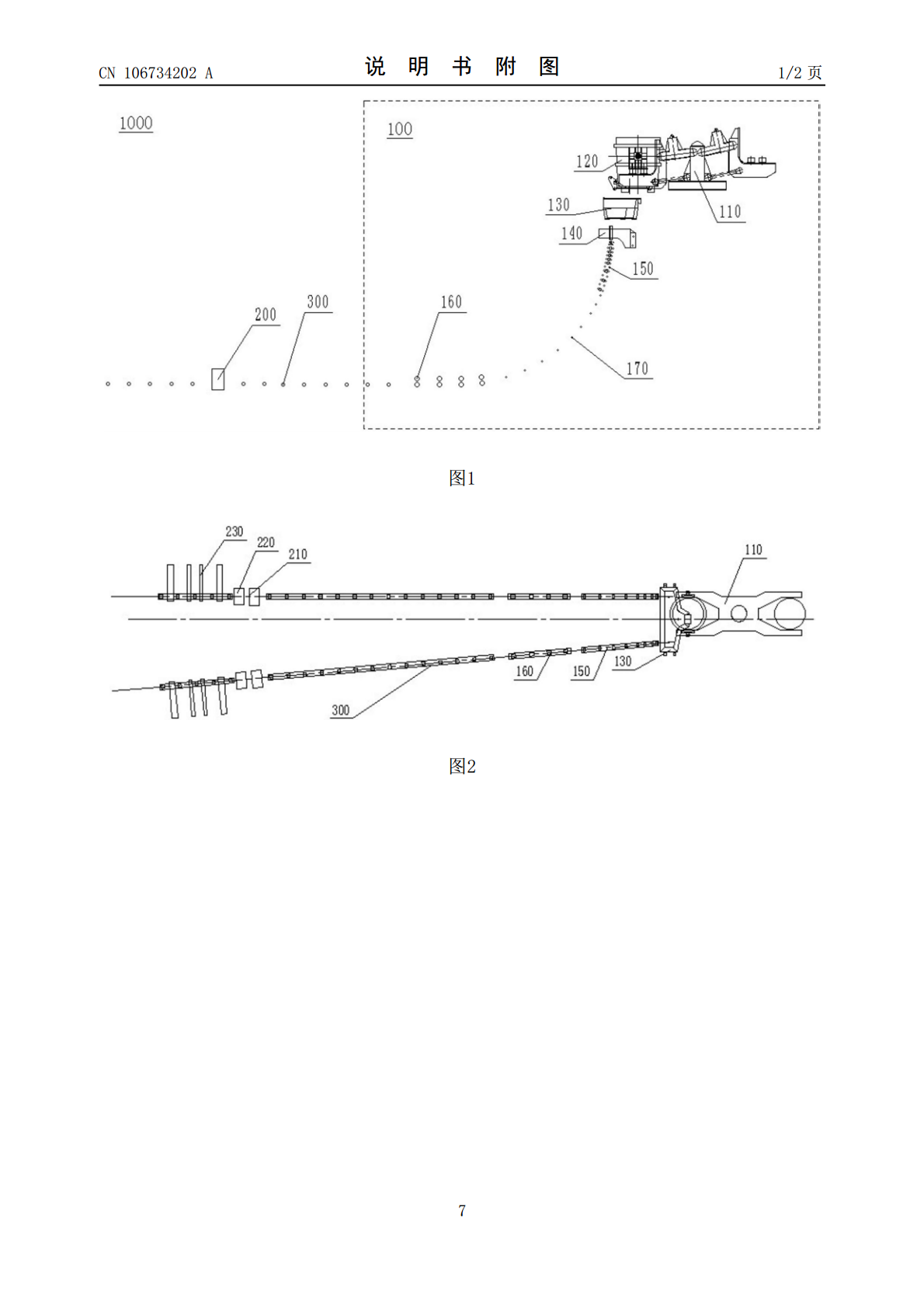
本发明提供一种棒线材和窄带轧制生产线及其生产方法,生产线包括连铸机、过渡辊道和轧机机组,连铸机和轧机机组通过过渡辊道连接,过渡辊道包括多个支撑辊,连铸机按拉坯方向依次包括回转台、大包、中间包、结晶器、带有密排夹持的二冷段、拉轿机和拉坯辊道。方法包括:利用连铸机生产矩形铸坯;生产出的铸坯经过过渡辊道到达轧机机组进行轧制。所述生产线及生产方法连铸机通过过渡辊道同轧机机组紧凑连接,连铸机生产出来铸坯不经切割连续进入轧机机组,轧制成不同产品规格的棒线材或者窄带,实现了连铸到轧机无缝连接和连续轧制,无需经过加热炉且
棒线材轧制生产线及其生产方法.pdf
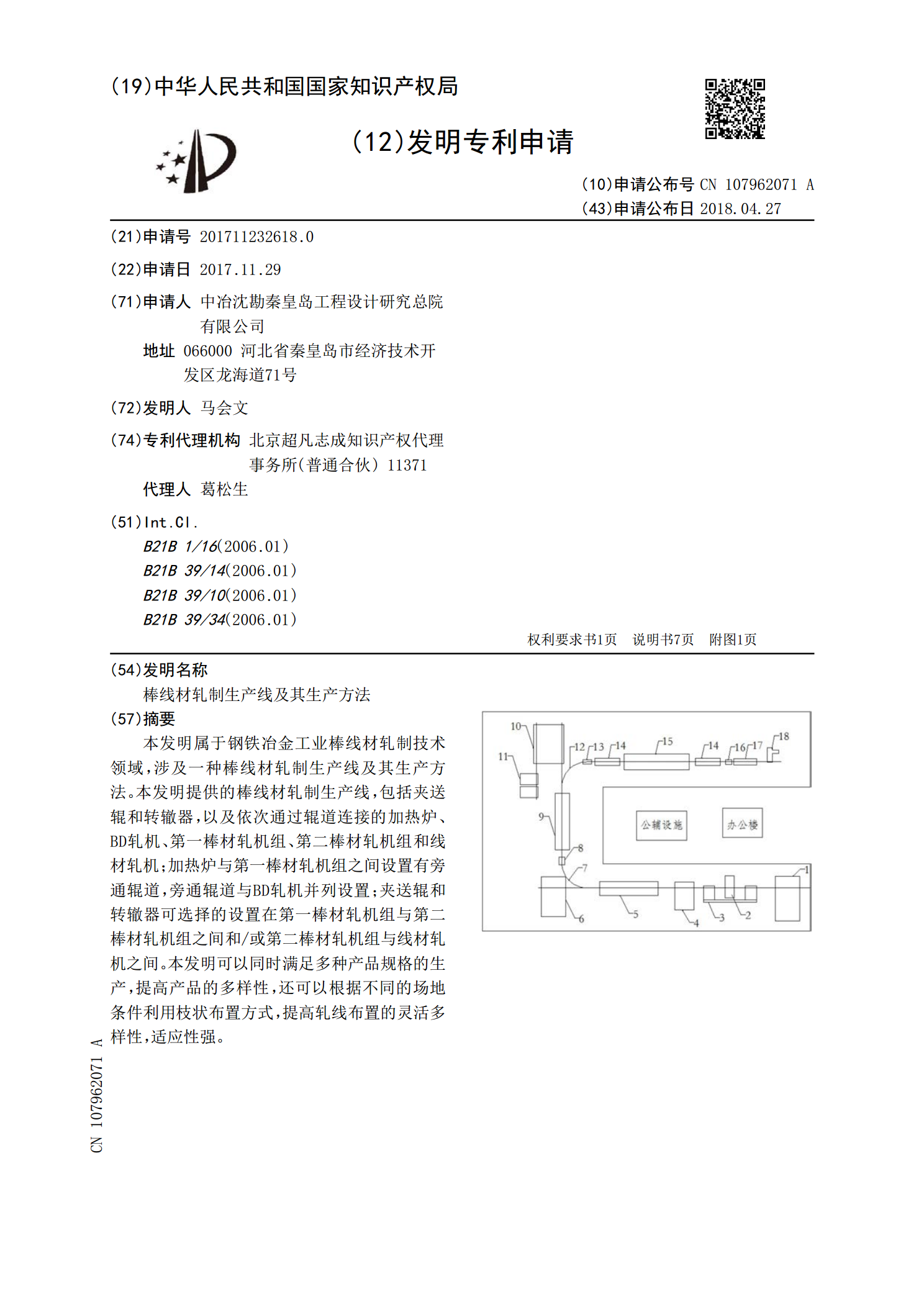
本发明属于钢铁冶金工业棒线材轧制技术领域,涉及一种棒线材轧制生产线及其生产方法。本发明提供的棒线材轧制生产线,包括夹送辊和转辙器,以及依次通过辊道连接的加热炉、BD轧机、第一棒材轧机组、第二棒材轧机组和线材轧机;加热炉与第一棒材轧机组之间设置有旁通辊道,旁通辊道与BD轧机并列设置;夹送辊和转辙器可选择的设置在第一棒材轧机组与第二棒材轧机组之间和/或第二棒材轧机组与线材轧机之间。本发明可以同时满足多种产品规格的生产,提高产品的多样性,还可以根据不同的场地条件利用枝状布置方式,提高轧线布置的灵活多样性,适应性

用于异型线材轧制的生产线及生产方法.pdf
本发明公开了一种用于异型线材轧制的生产线及生产方法,包括依次排布的放线转轮、剥皮预处理工位、第二润滑组件、第二吹干装置、精密轧制装置、抛光工位、在线检测工位、牵引转轮组件以及收线转轮,所述剥皮预处理工位用于去除线材表面的氧化膜,所述第二润滑组件用于为线材表面涂上能够降低线材与精密轧制装置之间磨损的润滑膜,所述第二吹干装置用于去除线材表面润滑膜中的水分,通过设置剥皮预处理工位将线材表面的氧化膜去除,通过设置抛光工位降低线材表面的波纹度,提高了生产效率,提升了品质稳定性。

线材盘卷轧制生产线及生产方法.pdf
本发明公开了一种线材盘卷轧制生产线及生产方法,线材盘卷轧制生产线包括:上料台架,加热炉,轧制设备,冷却设备,吐丝设备,散卷冷却设备,集卷设备、输送收集设备和控制系统,上料台架被构造成可对坯料进行编排,以使进入上料台架的一排坯料可形成为并列设置的多排并同时输出,加热炉与上料台架相连,加热炉被构造成可使多排坯料同时进入且对多排坯料同时加热后同时送出。根据本发明实施例的线材盘卷轧制生产线采用了全轧线多坯编组成排同时轧制的工艺,是一种新型线材盘卷高效能轧制生产线,可以实现多根坯料的同时在线轧制生产,生产能力大大幅
用于活塞环的刮片线材轧制生产线及生产方法.pdf
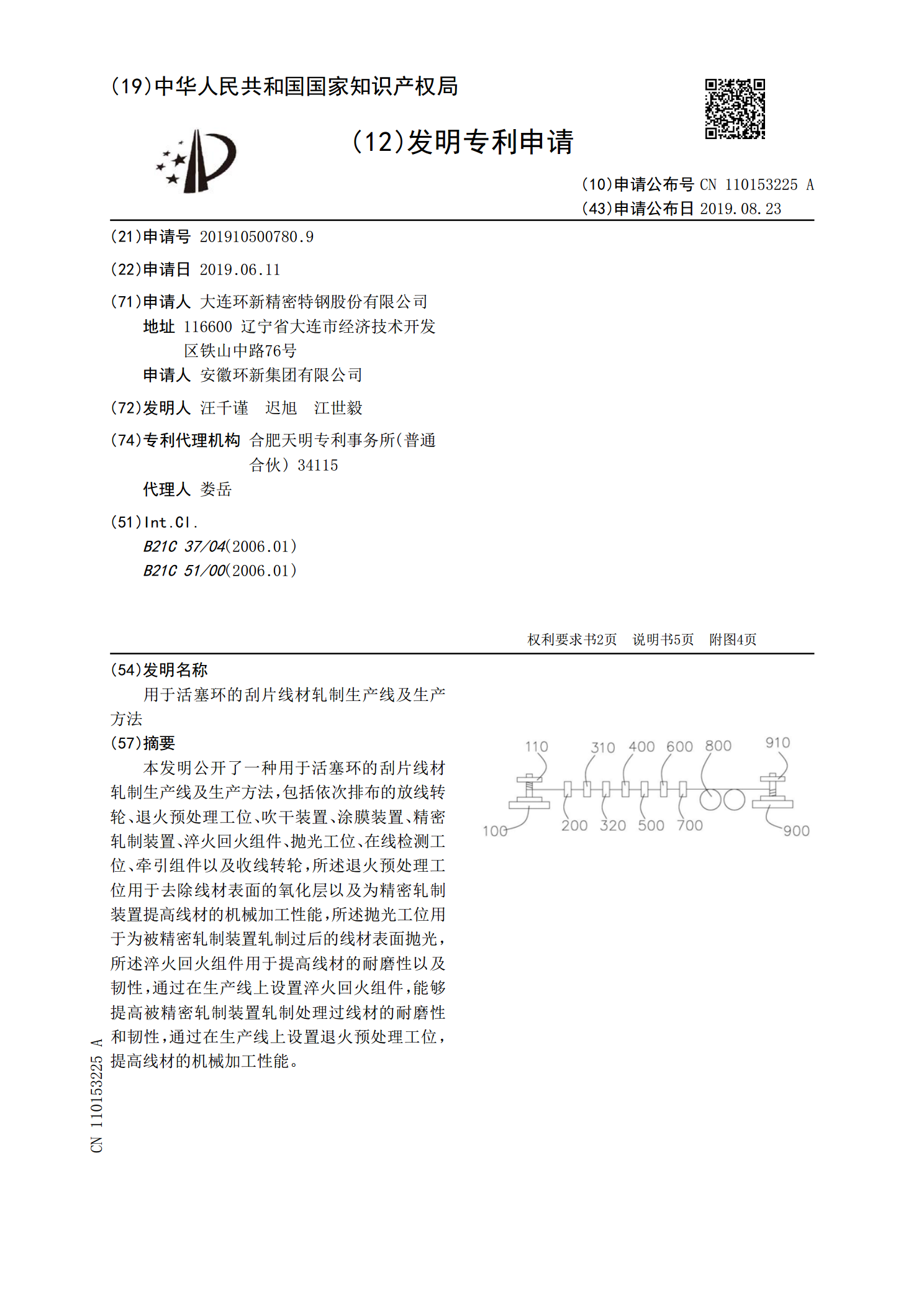
本发明公开了一种用于活塞环的刮片线材轧制生产线及生产方法,包括依次排布的放线转轮、退火预处理工位、吹干装置、涂膜装置、精密轧制装置、淬火回火组件、抛光工位、在线检测工位、牵引组件以及收线转轮,所述退火预处理工位用于去除线材表面的氧化层以及为精密轧制装置提高线材的机械加工性能,所述抛光工位用于为被精密轧制装置轧制过后的线材表面抛光,所述淬火回火组件用于提高线材的耐磨性以及韧性,通过在生产线上设置淬火回火组件,能够提高被精密轧制装置轧制处理过线材的耐磨性和韧性,通过在生产线上设置退火预处理工位,提高线材的机械