
一种冷硬铸铁轧辊及其制备方法.pdf

一吃****仕龙


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷硬铸铁轧辊及其制备方法.pdf
本发明公开了一种冷硬铸铁轧辊及其制备方法,所述的冷硬铸铁轧辊其成分的重量百分比为按C2.8~3.7%、Si0.6~1.3%、Mn0.4~0.9%、P≤0.2%、S≤0.12%,余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、孕育处理、浇注。该方法铸造工艺简单,通过控制铸铁中碳、硅、磷的加入量和提高铁水过热度铸造出冷硬铸铁,特别适合用于铸造冶金轧机的轧辊。
一种冷硬铸铁轧辊.pdf
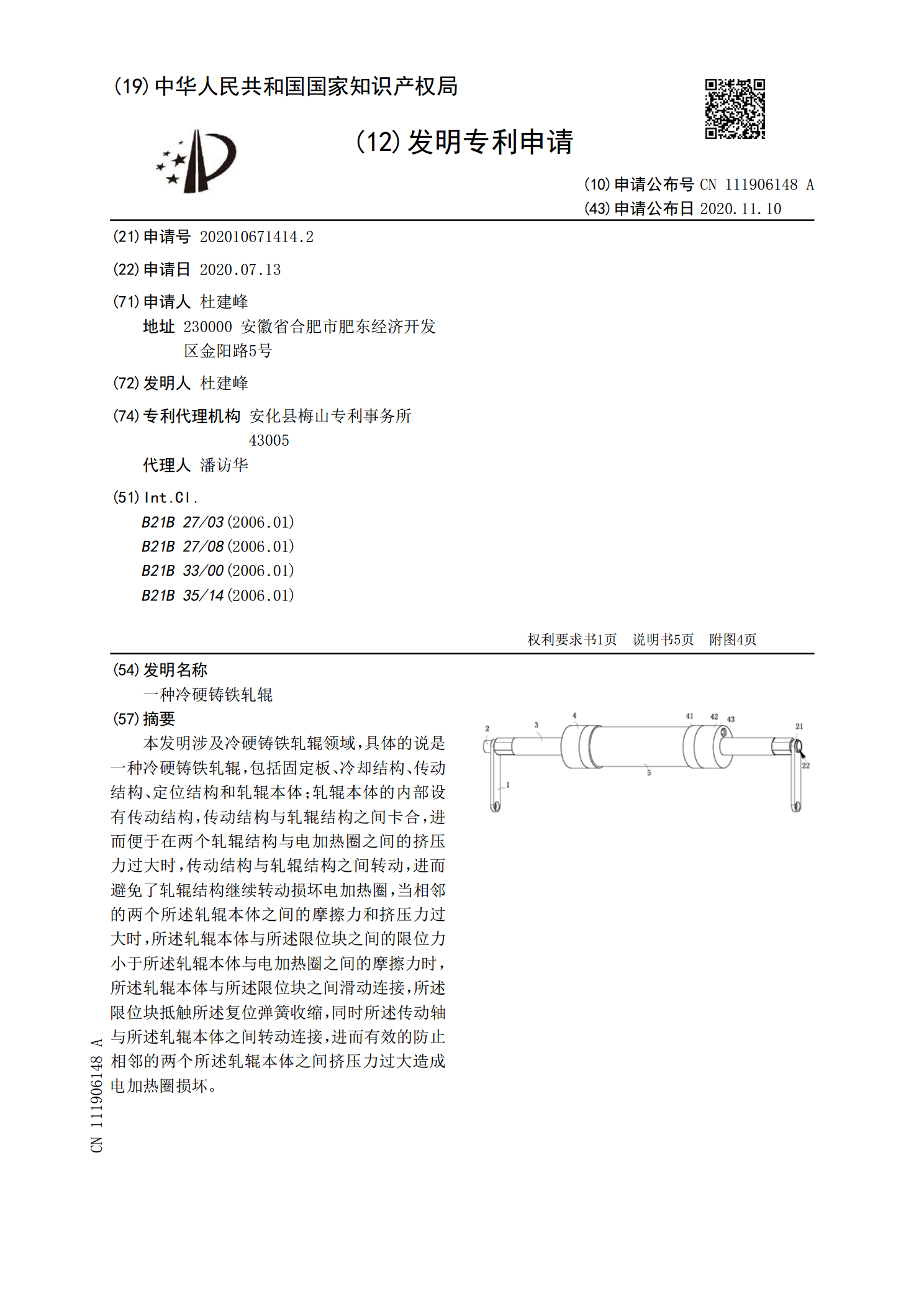
本发明涉及冷硬铸铁轧辊领域,具体的说是一种冷硬铸铁轧辊,包括固定板、冷却结构、传动结构、定位结构和轧辊本体;轧辊本体的内部设有传动结构,传动结构与轧辊结构之间卡合,进而便于在两个轧辊结构与电加热圈之间的挤压力过大时,传动结构与轧辊结构之间转动,进而避免了轧辊结构继续转动损坏电加热圈,当相邻的两个所述轧辊本体之间的摩擦力和挤压力过大时,所述轧辊本体与所述限位块之间的限位力小于所述轧辊本体与电加热圈之间的摩擦力时,所述轧辊本体与所述限位块之间滑动连接,所述限位块抵触所述复位弹簧收缩,同时所述传动轴与所述轧辊本
一种冷硬铸铁轧辊的热处理方法.pdf
本发明公开了一种冷硬铸铁轧辊的热处理方法,所述的冷硬铸铁轧辊其成分的重量百分比为C2.8~3.7%、Si0.6~1.3%、Mn0.4~0.9%、P≤0.2%、S≤0.12%,余量为Fe重量。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、孕育处理、浇注、珠光体化处理。该方法铸造工艺简单,通过控制铸铁中碳、硅、磷的加入量和提高铁水过热度以及进行珠光体化处理铸造出冷硬铸铁,特别适合用于铸造冶金轧机的轧辊。
一种冷硬铸铁轧辊复合变质处理工艺.pdf
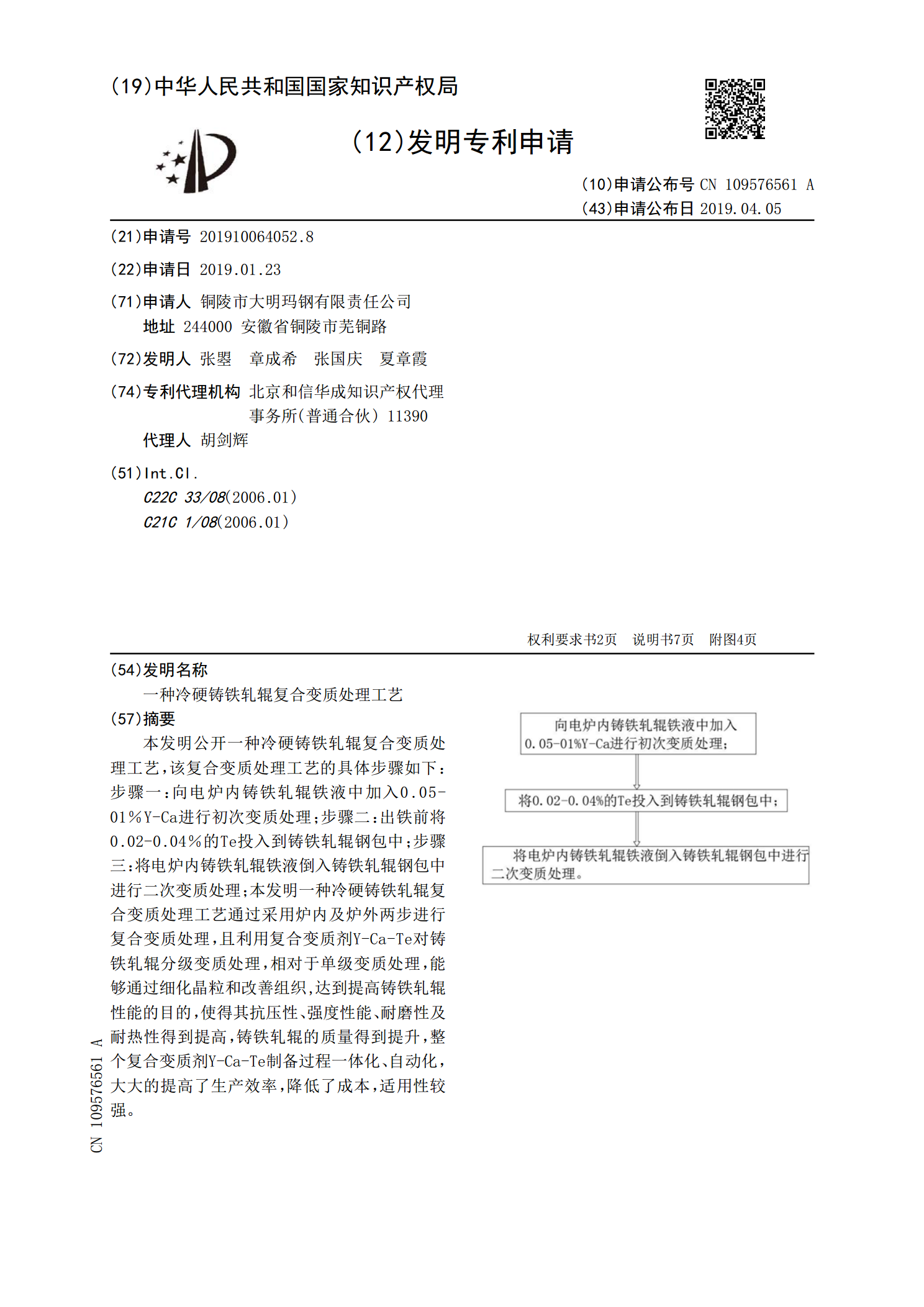
本发明公开一种冷硬铸铁轧辊复合变质处理工艺,该复合变质处理工艺的具体步骤如下:步骤一:向电炉内铸铁轧辊铁液中加入0.05‑01%Y‑Ca进行初次变质处理;步骤二:出铁前将0.02‑0.04%的Te投入到铸铁轧辊钢包中;步骤三:将电炉内铸铁轧辊铁液倒入铸铁轧辊钢包中进行二次变质处理;本发明一种冷硬铸铁轧辊复合变质处理工艺通过采用炉内及炉外两步进行复合变质处理,且利用复合变质剂Y‑Ca‑Te对铸铁轧辊分级变质处理,相对于单级变质处理,能够通过细化晶粒和改善组织,达到提高铸铁轧辊性能的目的,使得其抗压性、强度性
球墨铸铁轧辊的制备方法以及轧辊.pdf
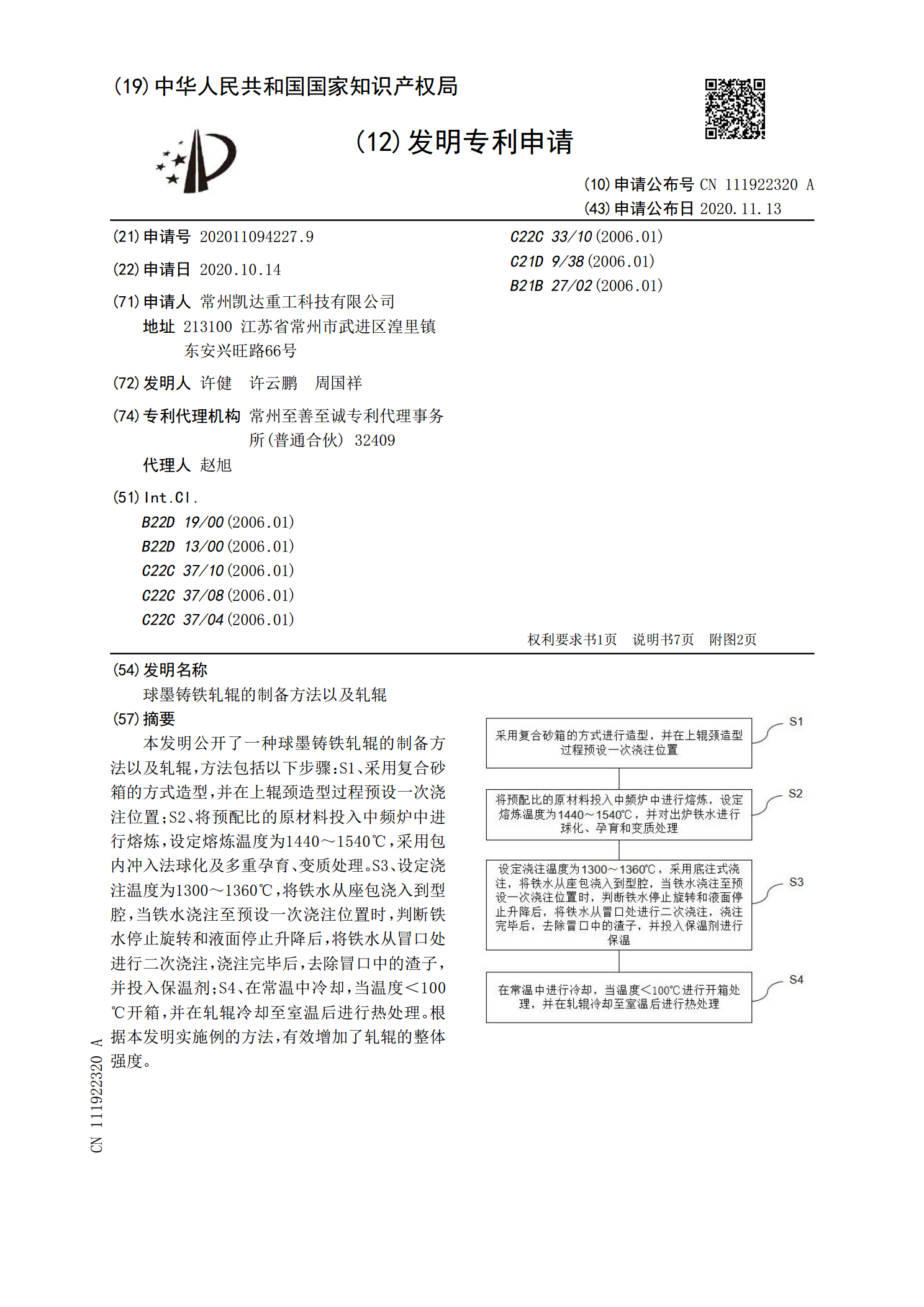
本发明公开了一种球墨铸铁轧辊的制备方法以及轧辊,方法包括以下步骤:S1、采用复合砂箱的方式造型,并在上辊颈造型过程预设一次浇注位置;S2、将预配比的原材料投入中频炉中进行熔炼,设定熔炼温度为1440~1540℃,采用包内冲入法球化及多重孕育、变质处理。S3、设定浇注温度为1300~1360℃,将铁水从座包浇入到型腔,当铁水浇注至预设一次浇注位置时,判断铁水停止旋转和液面停止升降后,将铁水从冒口处进行二次浇注,浇注完毕后,去除冒口中的渣子,并投入保温剂;S4、在常温中冷却,当温度<100℃开箱,并在轧辊冷却