
一种800MPa级薄规格热轧钢带及其生产方法.pdf

曦晨****22

1/7
2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种800MPa级薄规格热轧钢带及其生产方法.pdf
本发明涉及一种800MPa级薄规格热轧钢带及其生产方法,热轧钢带化学成分及质量百分含量如下:C:0.05~0.09%,Mn:1.70~1.90%,Si:0.05~0.15%,S≤0.005%,P≤0.018%,Als:0.025~0.055%,Nb:0.050~0.065%,Ti:0.090~0.110%,Mo:0.10~0.15%,N≤0.0040%,其余为铁和不可避免的微量元素。生产方法包括板坯加热炉加热、炉后除鳞、粗轧除鳞、单机架粗轧、热卷箱、精轧除鳞、7机架精轧、层流冷却、卷取工序。本发明生产的热
抗拉强度800MPa级极薄规格热轧宽带钢及生产方法.pdf
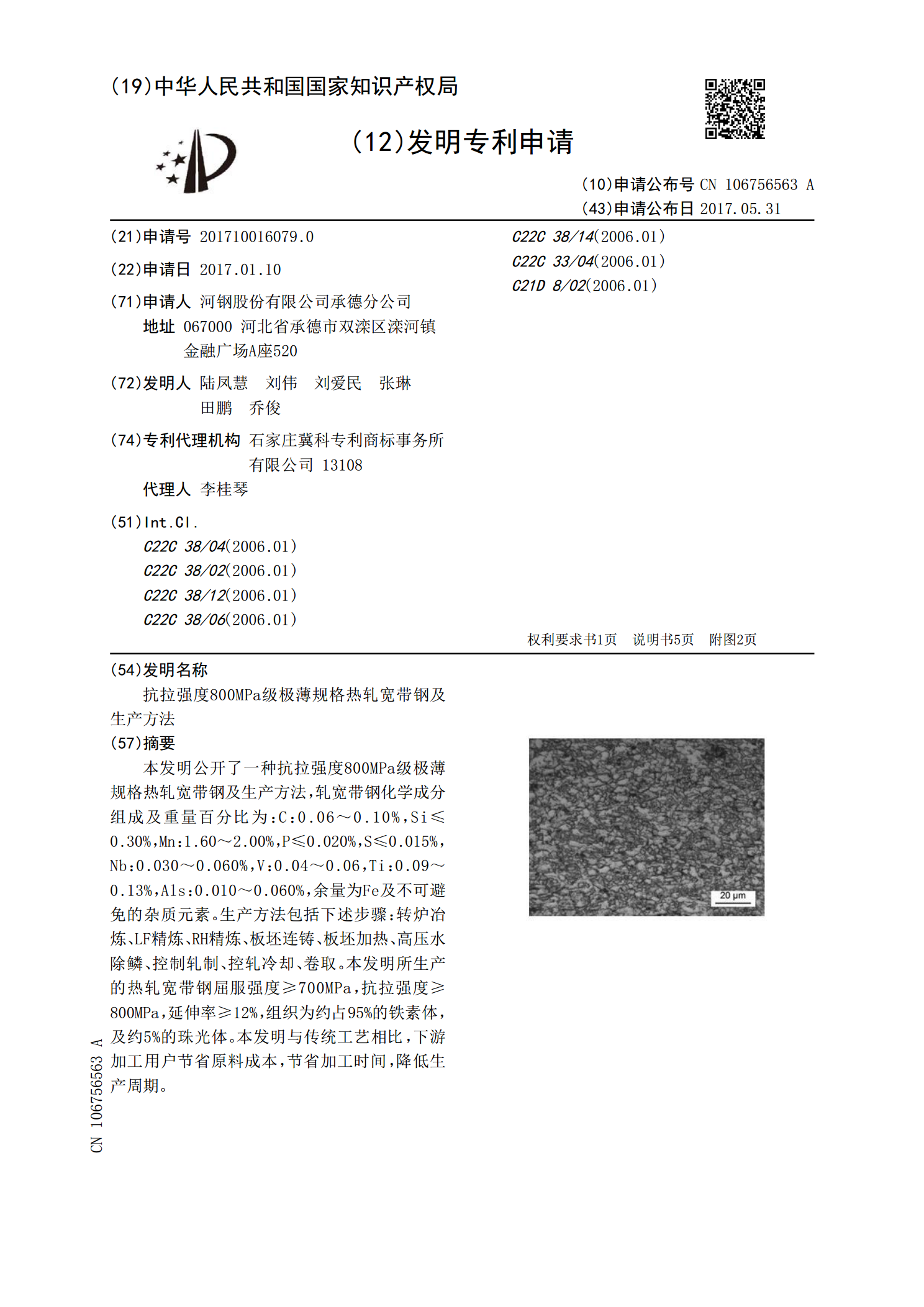
本发明公开了一种抗拉强度800MPa级极薄规格热轧宽带钢及生产方法,轧宽带钢化学成分组成及重量百分比为:C:0.06~0.10%,Si≤0.30%,Mn:1.60~2.00%,P≤0.020%,S≤0.015%,Nb:0.030~0.060%,V:0.04~0.06,Ti:0.09~0.13%,Als:0.010~0.060%,余量为Fe及不可避免的杂质元素。生产方法包括下述步骤:转炉冶炼、LF精炼、RH精炼、板坯连铸、板坯加热、高压水除鳞、控制轧制、控轧冷却、卷取。本发明所生产的热轧宽带钢屈服强度≥70

一种薄规格高性能超高强半硬钢带及其生产方法.pdf
本发明公开了一种薄规格高性能超高强半硬钢带及其生产方法,所述钢带化学成分组成及质量百分含量为:C:0.15~0.20%,Mn:0.90~1.20%,S≤0.015%,P≤0.020%,Si:0.05~0.10%,Als:0.025~0.050%,N≤0.0050%,Ceq:0.32~0.40%,余量为铁和不可避免的杂质;生产方法包括转炉冶炼、LF精炼、连铸、加热、粗轧、精轧、冷却、卷取和冷轧工序。本发明采用低碳、常规锰成分设计,通过冷却路径、中温卷取控制,所得薄规格高性能超高强半硬钢带适合生产客车骨架、货
一种耐大气腐蚀800MPa级薄规格高强耐候钢板及其生产方法.pdf
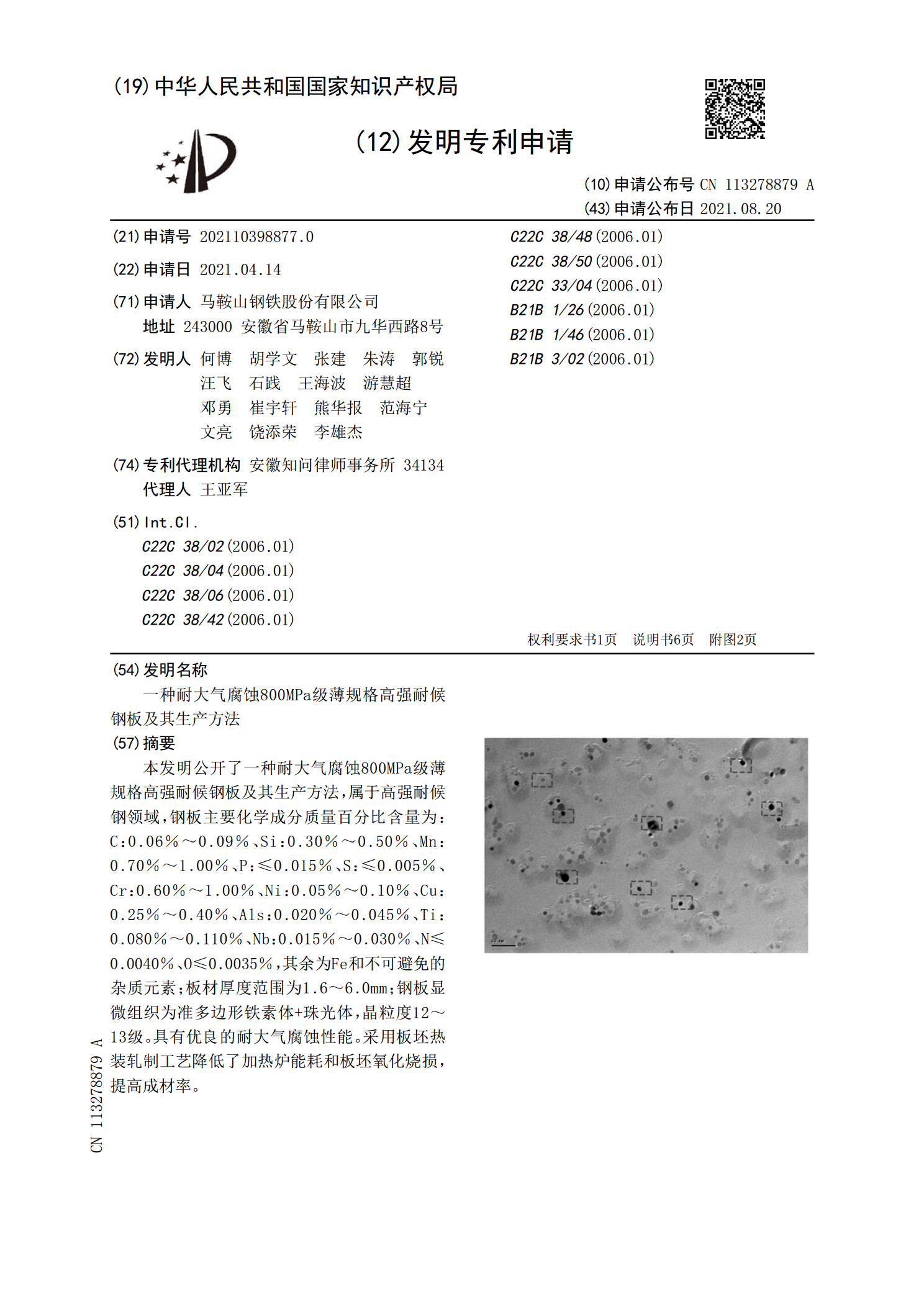
本发明公开了一种耐大气腐蚀800MPa级薄规格高强耐候钢板及其生产方法,属于高强耐候钢领域,钢板主要化学成分质量百分比含量为:C:0.06%~0.09%、Si:0.30%~0.50%、Mn:0.70%~1.00%、P:≤0.015%、S:≤0.005%、Cr:0.60%~1.00%、Ni:0.05%~0.10%、Cu:0.25%~0.40%、Als:0.020%~0.045%、Ti:0.080%~0.110%、Nb:0.015%~0.030%、N≤0.0040%、O≤0.0035%,其余为Fe和不可避免的

一种薄规格30CrMo热轧钢板/带及其生产方法.pdf
一种薄规格30CrMo热轧钢板/带及其生产方法,利用废钢中残余的Sn、Cu等元素进行钢水冶炼,并有选择地添加Mo、Cr等微合金元素和B、N元素;冶炼过程中通过控制渣的碱度、钢中夹杂物类型及熔点、钢水中的游离氧含量、酸溶铝Als含量;然后进行双辊薄带连铸浇铸出铸带,铸带出结晶辊后直接进入到一个有非氧化性气氛的下密闭室中,并在密闭情况下进入到在线轧机进行热轧,轧后带钢采用气雾化冷却方式进行冷却。本发明薄规格30CrMo热轧钢板/带组织性能均匀、内部无缩松/缩孔、脱碳层少、淬透性好、可切削性及可加工性好;且可实