
高线免酸洗焊丝用钢的轧制方法.pdf

映雁****魔王


1/7

2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高线免酸洗焊丝用钢的轧制方法.pdf
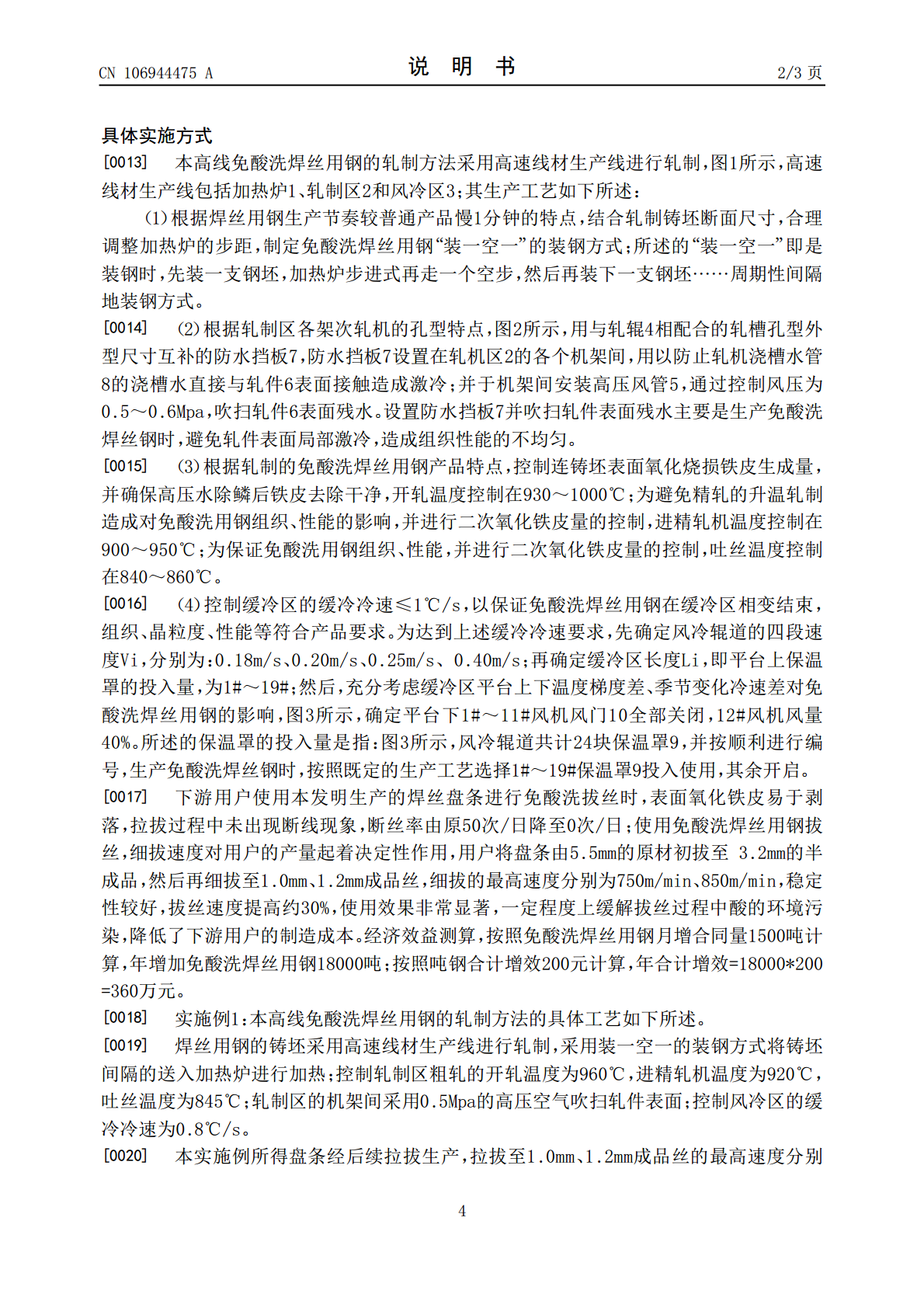
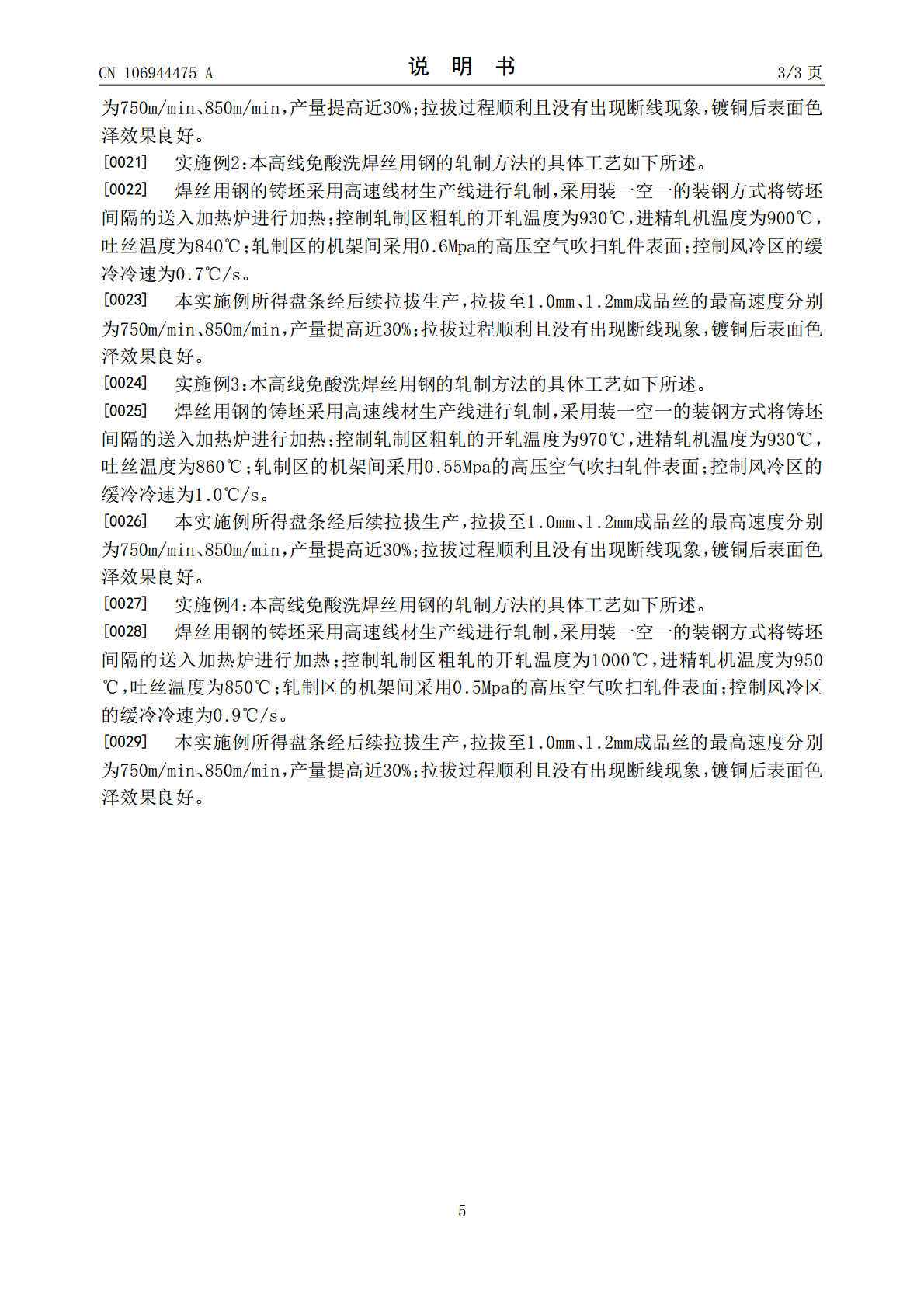
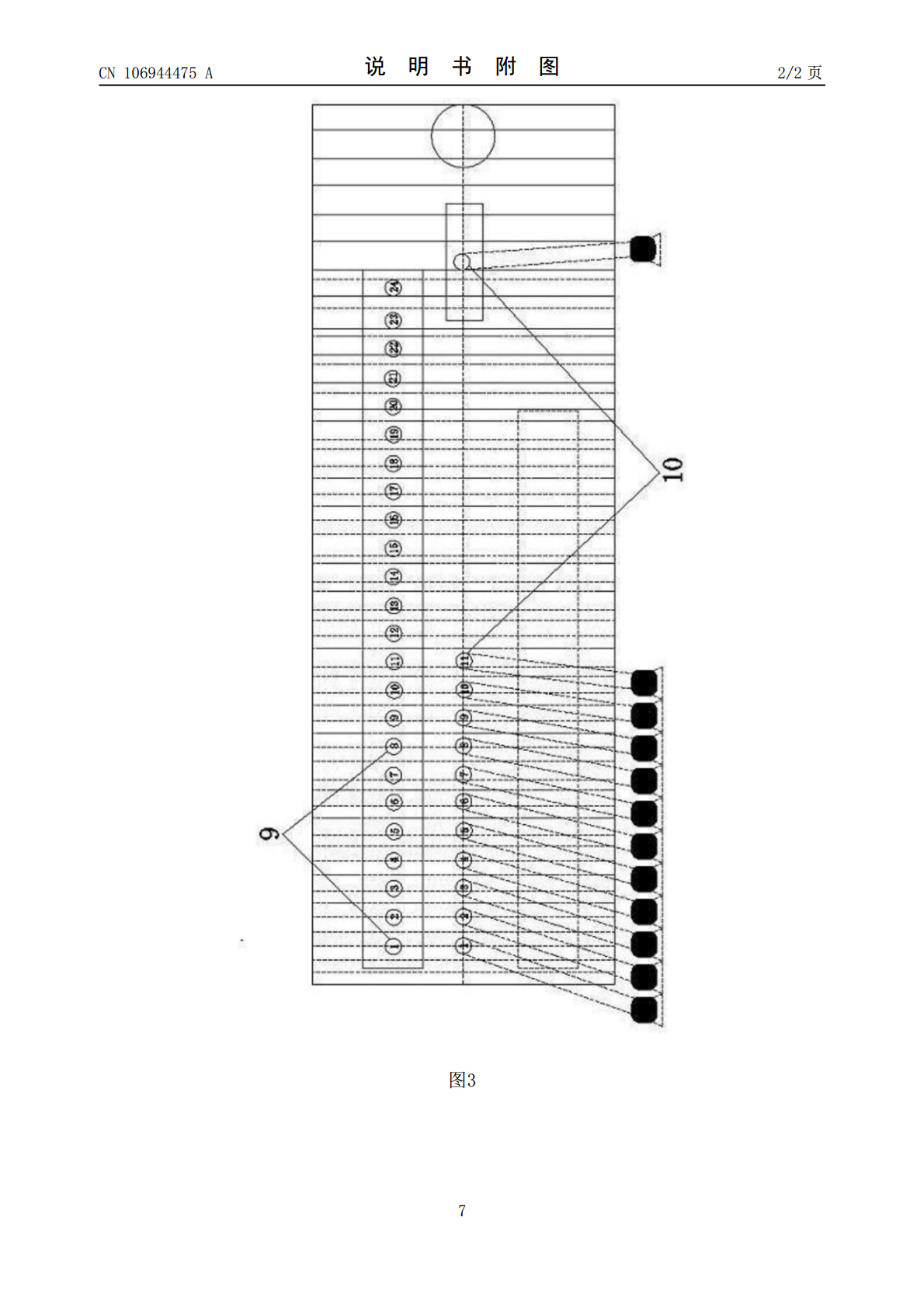
本发明公开了一种高线免酸洗焊丝用钢的轧制方法,其工艺为:铸坯采用高速线材生产线进行轧制,高速线材生产线包括加热炉、轧制区和风冷区;控制轧制区粗轧的开轧温度为930~1000℃,进精轧机温度为900~950℃,吐丝温度为840~860℃;轧制区的机架间采用高压气体吹扫轧件表面;控制风冷区的缓冷冷速≤1℃/s。本方法能够让下游用户实现焊丝用钢盘条免酸洗直接拔丝,工艺简单、便于操作、效果明显,可以大幅度减少拔丝过程中的断丝率,避免由于频繁断丝而只能降速生产的局面及随之带来的员工人身安全事故。

易酸洗焊丝钢高速线材的生产方法.pdf
本发明公开了一种易酸洗焊丝钢高速线材的生产方法,其包括吐丝、保温罩缓冷和集卷工序,所述保温罩缓冷工序中,出保温罩后的线材经风机鼓风快速冷却以使线材在550~450℃温度区间停留时间不大于20s。本方法通过分析盘条表面三次氧化铁皮的组成结构,通过轧后控冷工艺的优化,使得产品快速通过450℃~550℃的氧化铁皮共析反应时间,大幅度降低了氧化铁皮的厚度,同时降低了难以酸洗的Fe
低铬400系不锈钢热退酸洗线轧制方法.pdf
本发明提供一种低铬400系不锈钢热退酸洗线轧制方法,包括热轧和罩式炉退火,其特征在于,包括以下步骤:(1)加热炉板坯加热→热粗轧→热精轧→卷取→冷却→进罩式炉加热→保温→缓冷+空冷→酸洗;(2)步骤(1)所得黑皮卷在连续退火机组上的S6轧机上进行单道次轧制成带钢;(3)对步骤(2)所得带钢进行再结晶退火;(4)对步骤(3)所得带钢进行抛丸和破鳞处理;(5)对步骤(4)所得带钢酸洗以去除表面氧化铁皮,同时对带钢进行钝化处理。采用本发明方法所得产品不仅具有较好表面质量、板形和尺寸精度,而且能够实现不同规格、不
不锈钢的轧制_退火_酸洗综合生产线.pdf
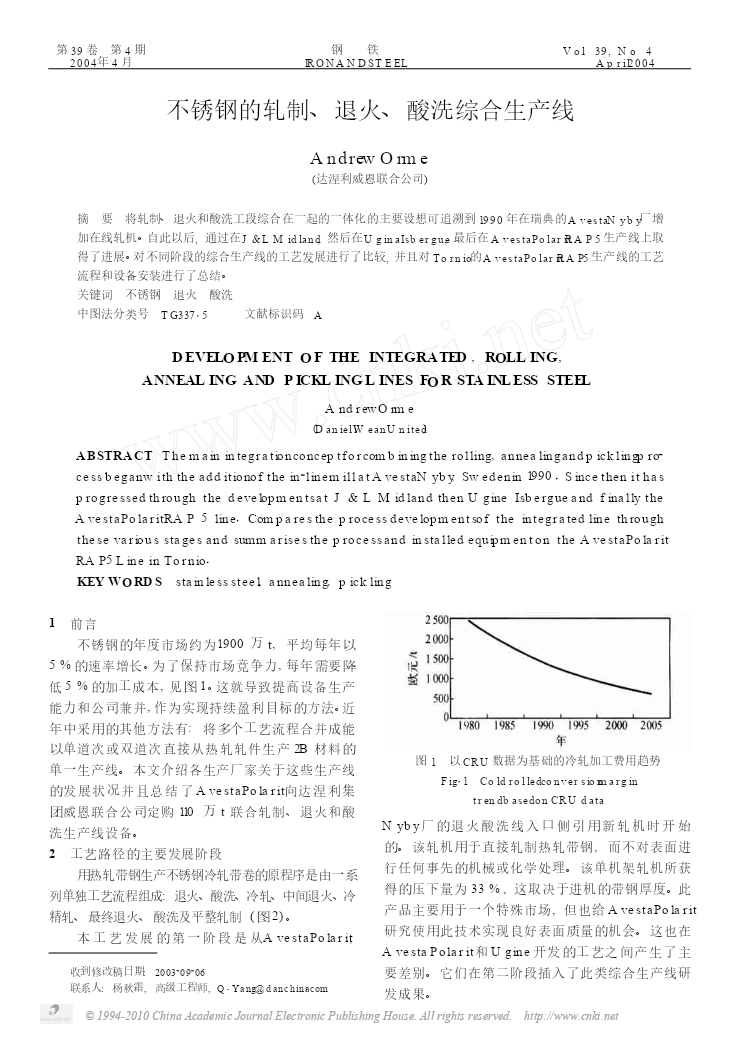
第39卷第4期钢铁Vol.39,No.42004年4月IRONANDSTEELApril2004不锈钢的轧制、退火、酸洗综合生产线AndrewOrme(达涅利威恩联合公司)摘要将轧制、退火和酸洗工段综合在一起的一体化的主要设想可追溯到1990年在瑞典的AvestaNyby厂增加在线轧机。自此以后,通过在J&LMidland,然后在UginaIsbergue,最后在AvestaPolaritRAP5生产线上取得了进展。对不同阶段的综合生产线的工艺发展进行了比较,并且对Tornio的AvestaPolarit
高钛合金焊丝钢控制轧制技术研究.pptx
汇报人:目录PARTONEPARTTWO技术定义技术发展历程技术重要性技术应用领域PARTTHREE轧制原理合金元素的作用热处理工艺对组织的影响轧制工艺参数的确定PARTFOUR原料选择与准备加热与轧制冷却与矫直表面处理与质量检测成品包装与储存PARTFIVE轧制过程中的开裂问题组织性能不均匀问题表面质量与尺寸精度控制问题技术创新与改进方向PARTSIX技术应用现状与市场前景技术发展趋势与方向技术发展面临的挑战与机遇技术推广价值与社会效益THANKYOU