
易酸洗焊丝钢高速线材的生产方法.pdf

大渊****公主


1/9
2/9

3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

易酸洗焊丝钢高速线材的生产方法.pdf
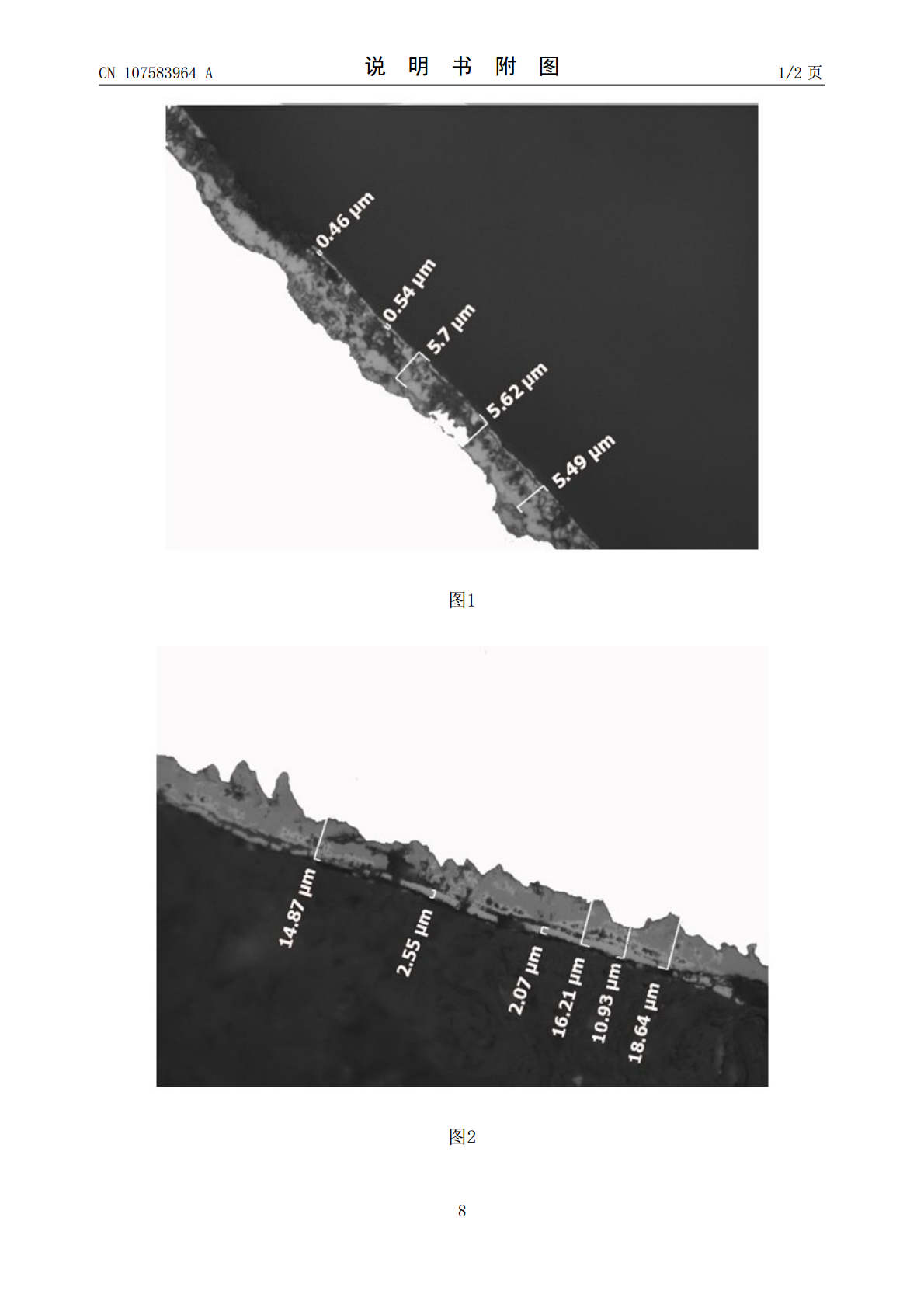
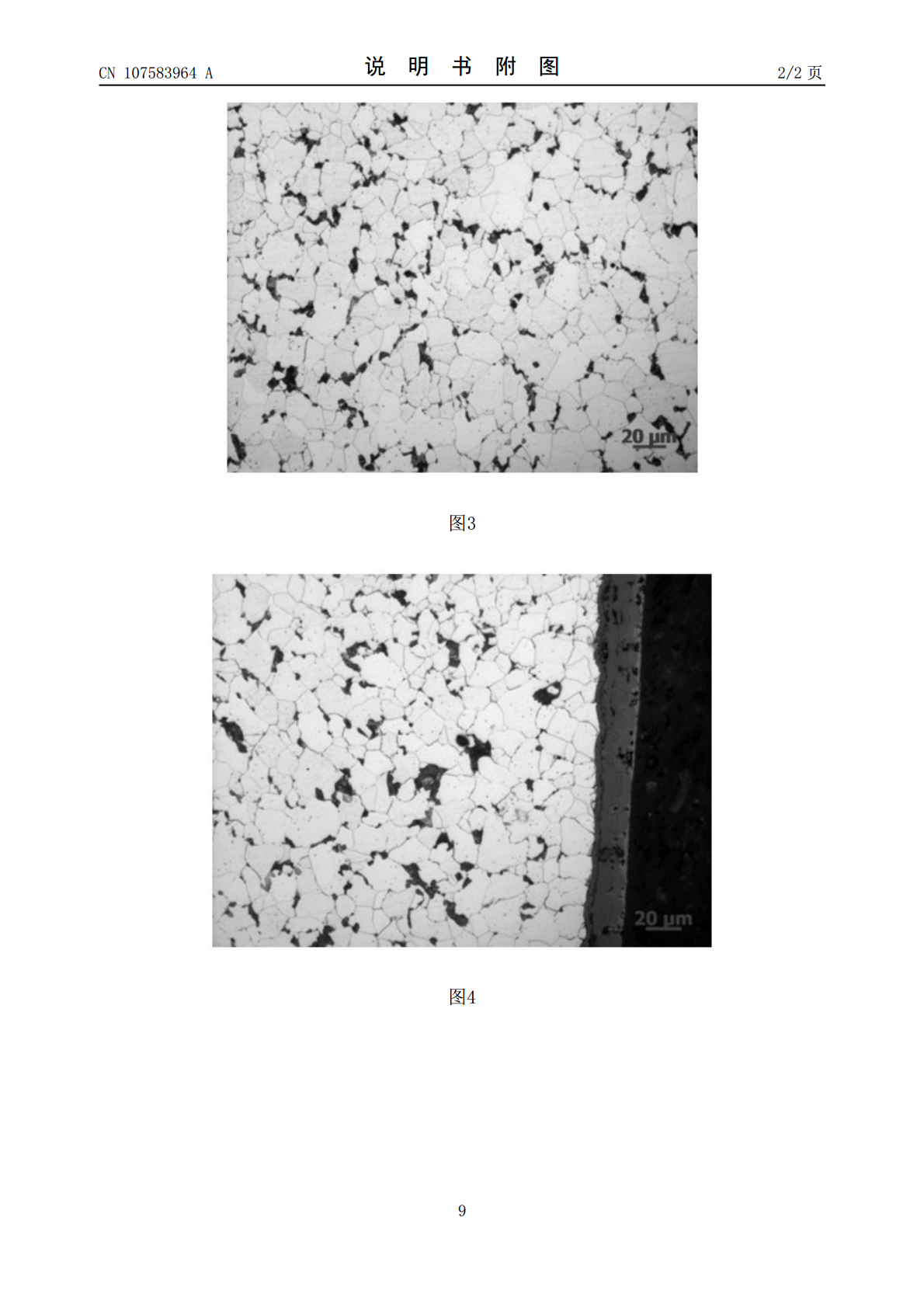
本发明公开了一种易酸洗焊丝钢高速线材的生产方法,其包括吐丝、保温罩缓冷和集卷工序,所述保温罩缓冷工序中,出保温罩后的线材经风机鼓风快速冷却以使线材在550~450℃温度区间停留时间不大于20s。本方法通过分析盘条表面三次氧化铁皮的组成结构,通过轧后控冷工艺的优化,使得产品快速通过450℃~550℃的氧化铁皮共析反应时间,大幅度降低了氧化铁皮的厚度,同时降低了难以酸洗的Fe

高线免酸洗焊丝用钢的轧制方法.pdf
本发明公开了一种高线免酸洗焊丝用钢的轧制方法,其工艺为:铸坯采用高速线材生产线进行轧制,高速线材生产线包括加热炉、轧制区和风冷区;控制轧制区粗轧的开轧温度为930~1000℃,进精轧机温度为900~950℃,吐丝温度为840~860℃;轧制区的机架间采用高压气体吹扫轧件表面;控制风冷区的缓冷冷速≤1℃/s。本方法能够让下游用户实现焊丝用钢盘条免酸洗直接拔丝,工艺简单、便于操作、效果明显,可以大幅度减少拔丝过程中的断丝率,避免由于频繁断丝而只能降速生产的局面及随之带来的员工人身安全事故。

酸洗性优异的实芯焊丝用钢线材及其制造方法.pdf
提供一种在一边实施软化退火一边制造实芯焊丝用钢线材时,通过适当地控制软化退火条件而使实芯焊丝用钢线材酸洗性优异的方法,和根据此方法得到的酸洗性优异的实芯焊丝用钢线材。对适当地调整了化学成分组成的钢线材实施软化退火时,将软化退火炉内的温度设定在700~850℃,并且使软化退火炉内的氧浓度为10容量%以下,使水蒸气浓度为20容量%以下,并且调整此氧浓度和水蒸气浓度使之满足下式(1)和式(2)的关系,以60分钟以上、15小时以下进行软化退火。Y≥0.02X-7.5388…(1),Y≥0.02X-0.301…(2

400系不锈钢热轧退火线材混酸酸洗液及酸洗方法.pdf
本发明涉及400系不锈钢热轧退火线材混酸酸洗液及酸洗方法。酸洗液由盐酸、氢氟酸、缓蚀剂、酸雾抑制剂及水组成;所述各物质质量比例如下:盐酸8-22wt%,氢氟酸0.1-2wt%,缓蚀剂-0.01-1wt%,酸雾抑制剂添加量为0.1-0.5wt%,余量为水。酸洗方法,为将酸洗液注入酸洗槽中,将退火后的热轧线材整盘直接放入酸洗槽进行酸洗,酸洗温度45-85℃,酸洗时间10-40min。本发明处理的盘条表面光洁白亮,没有氧化铁皮残留,不需要进行后续钝化就能正常使用和存放。

400系不锈钢热轧退火线材盐酸酸洗液及酸洗方法.pdf
本发明涉及400系不锈钢热轧退火线材盐酸酸洗液及酸洗方法。酸洗液由盐酸、硝酸、缓蚀剂、表面活性剂、促进剂、溶液稳定剂及水组成;所述各物质质量比例如下:盐酸8-22wt%,硝酸0.01-10wt‰,缓蚀剂0.01-1wt%,表面活性剂0.05-1wt%,促进剂0.05-1wt%,溶液稳定剂0.05-1wt%,余量为水。酸洗方法为将酸洗液注入酸洗槽中,将退火后的热轧线材整盘直接放入酸洗槽进行酸洗,酸洗温度45-85℃,酸洗时间0.5-2h。上述方法酸洗后的盘条表面光洁白亮,没有氧化铁皮残留,酸洗过程稳定,表面