
低铬400系不锈钢热退酸洗线轧制方法.pdf

Jo****34


1/8

2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
低铬400系不锈钢热退酸洗线轧制方法.pdf
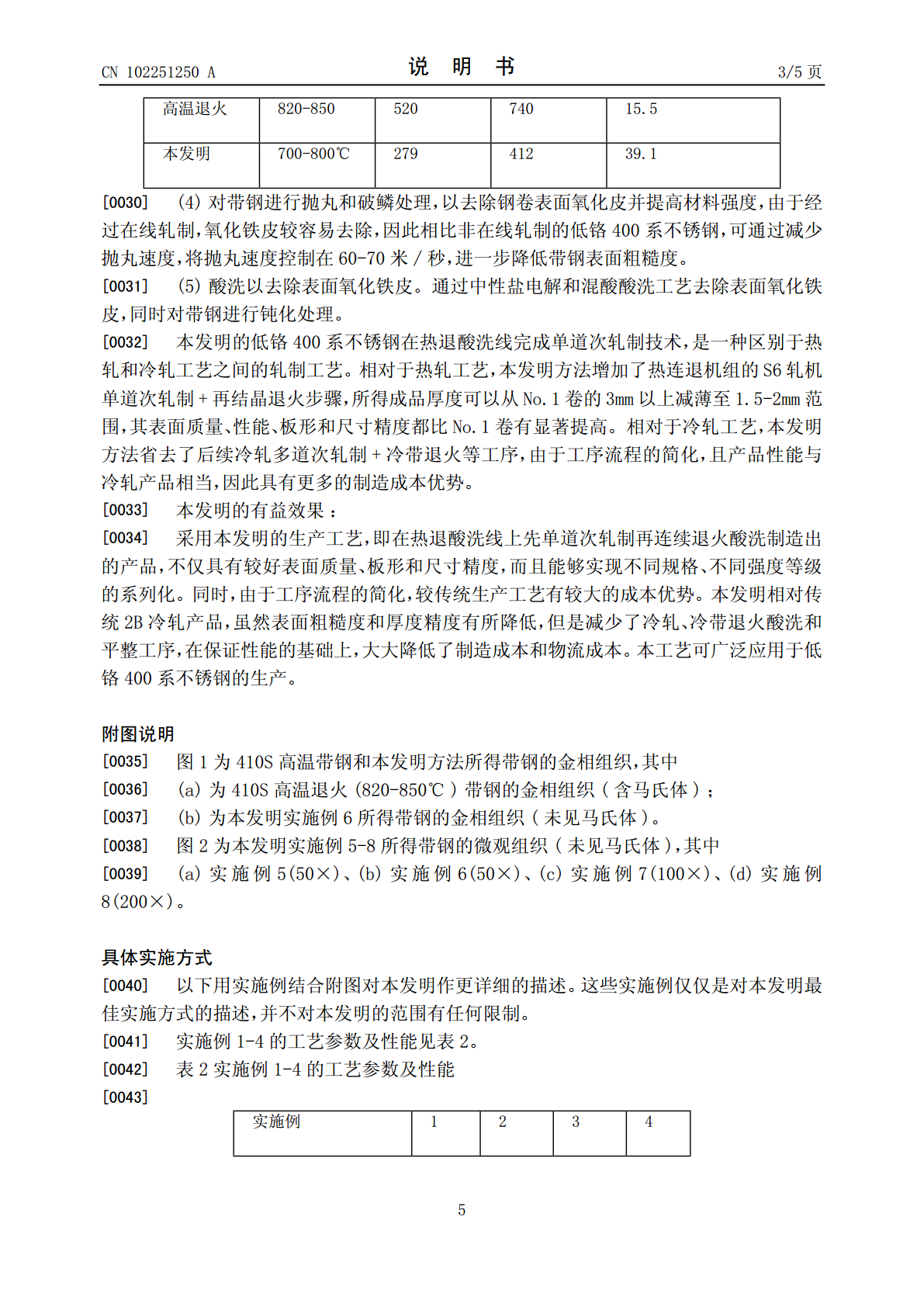
本发明提供一种低铬400系不锈钢热退酸洗线轧制方法,包括热轧和罩式炉退火,其特征在于,包括以下步骤:(1)加热炉板坯加热→热粗轧→热精轧→卷取→冷却→进罩式炉加热→保温→缓冷+空冷→酸洗;(2)步骤(1)所得黑皮卷在连续退火机组上的S6轧机上进行单道次轧制成带钢;(3)对步骤(2)所得带钢进行再结晶退火;(4)对步骤(3)所得带钢进行抛丸和破鳞处理;(5)对步骤(4)所得带钢酸洗以去除表面氧化铁皮,同时对带钢进行钝化处理。采用本发明方法所得产品不仅具有较好表面质量、板形和尺寸精度,而且能够实现不同规格、不
不锈钢的轧制_退火_酸洗综合生产线.pdf
第39卷第4期钢铁Vol.39,No.42004年4月IRONANDSTEELApril2004不锈钢的轧制、退火、酸洗综合生产线AndrewOrme(达涅利威恩联合公司)摘要将轧制、退火和酸洗工段综合在一起的一体化的主要设想可追溯到1990年在瑞典的AvestaNyby厂增加在线轧机。自此以后,通过在J&LMidland,然后在UginaIsbergue,最后在AvestaPolaritRAP5生产线上取得了进展。对不同阶段的综合生产线的工艺发展进行了比较,并且对Tornio的AvestaPolarit

不锈钢冷退酸洗线卷取打滑的分析.docx
不锈钢冷退酸洗线卷取打滑的分析不锈钢冷退酸洗线卷取打滑是一个在不锈钢冷退酸洗生产线上常见的问题。在不锈钢生产过程中,冷退酸洗是一个重要的步骤,用于去除钢材表面的氧化皮和污染物。而卷取打滑则是指在卷材过程中,卷取机因为一些原因而无法正常运行,导致卷取材料出现滑动或错位的现象。本文将对不锈钢冷退酸洗线卷取打滑进行分析,并提出相应的解决方案。首先,不锈钢冷退酸洗线卷取打滑的原因主要有以下几点:1.设备故障:冷退酸洗线卷取机的设备故障可能是导致卷取打滑的主要原因之一。比如卷取机的轴承损坏、传动系统出现故障等都会导

铬不锈钢酸洗装置及其冷却方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN1888140A(43)申请公布日2007.01.03(21)申请号CN200610012950.1(22)申请日2006.07.13(71)申请人太原钢铁(集团)有限公司地址030003山西省太原市尖草坪2号(72)发明人张忠义李晨耀毛兴国岳效林(74)专利代理机构太原市科瑞达专利代理有限公司代理人王思俊(51)Int.CIC23G3/00C23G1/08权利要求说明书说明书幅图(54)发明名称铬不锈钢酸洗装置及其冷却方法(

400系不锈钢热轧退火线材混酸酸洗液及酸洗方法.pdf
本发明涉及400系不锈钢热轧退火线材混酸酸洗液及酸洗方法。酸洗液由盐酸、氢氟酸、缓蚀剂、酸雾抑制剂及水组成;所述各物质质量比例如下:盐酸8-22wt%,氢氟酸0.1-2wt%,缓蚀剂-0.01-1wt%,酸雾抑制剂添加量为0.1-0.5wt%,余量为水。酸洗方法,为将酸洗液注入酸洗槽中,将退火后的热轧线材整盘直接放入酸洗槽进行酸洗,酸洗温度45-85℃,酸洗时间10-40min。本发明处理的盘条表面光洁白亮,没有氧化铁皮残留,不需要进行后续钝化就能正常使用和存放。