
双通道长材连铸连轧生产线及其生产方法.pdf

努力****振宇

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双通道长材连铸连轧生产线及其生产方法.pdf
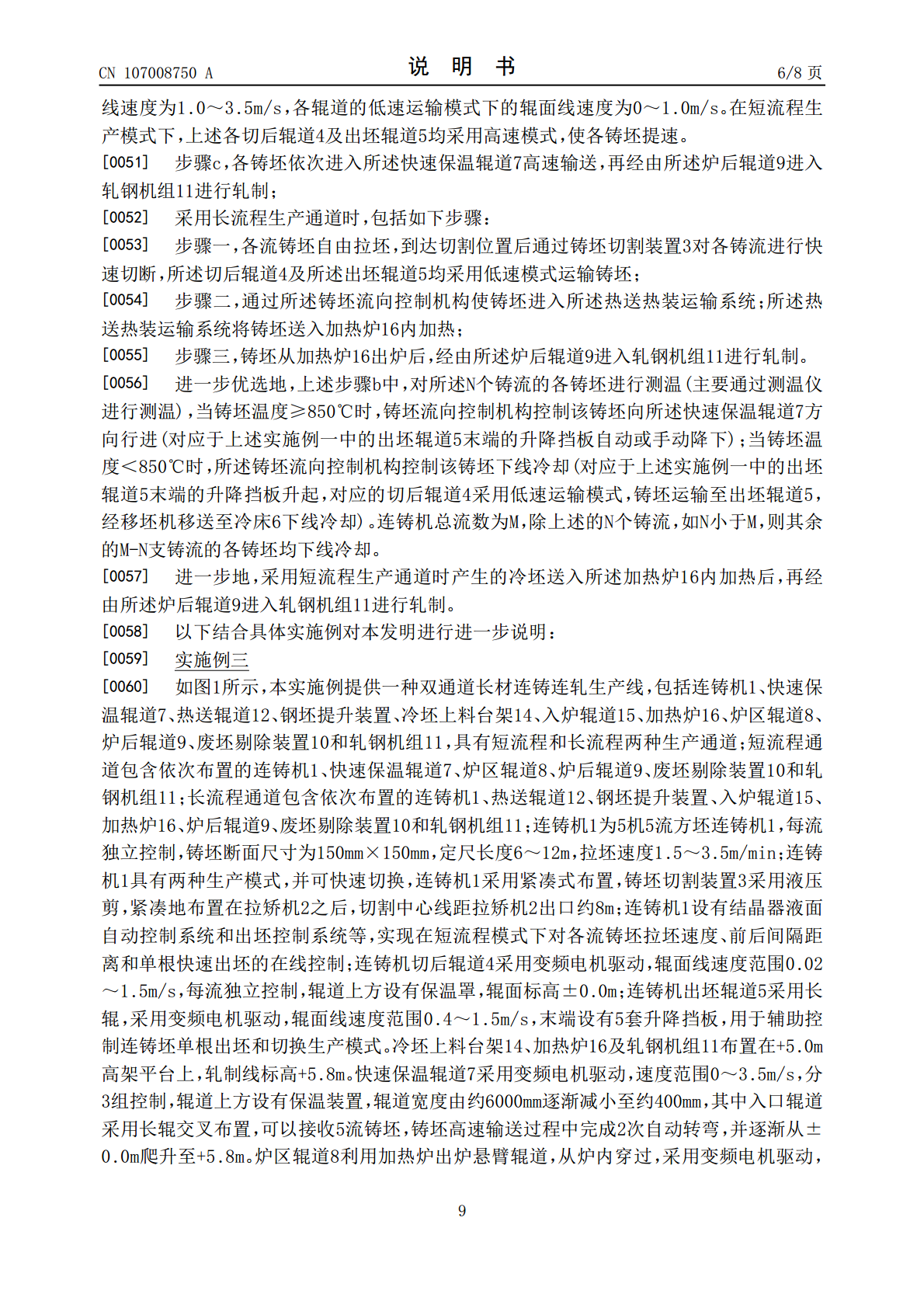
本发明涉及一种双通道长材连铸连轧生产线及该生产线的生产方法,该生产线包括连铸机、快速保温辊道、热送热装运输系统、加热炉、炉区辊道、炉后辊道和轧钢机组;连铸机、快速保温辊道、炉后辊道及轧钢机组沿铸坯运行方向依次衔接构成短流程生产通道;连铸机、热送热装运输系统、加热炉、炉区辊道、炉后辊道及轧钢机组沿铸坯运行方向依次衔接构成长流程生产通道;在出坯辊道处设有铸坯流向控制机构。本发明提供的双通道长材连铸连轧生产线具有短流程和长流程两种生产通道,两种生产模式可快速切换,生产灵活,产品覆盖面广,市场适应性强,生产成本低

生产长材的连铸连轧装置和方法.pdf
本发明公开了一种生产长材的连铸连轧装置和方法,所述连铸连轧装置包括连铸机,所述连铸机的切割机后部紧密地依次连接有辊底式加热炉,横移装置和能实现低温轧制的轧机。本发明由于连铸机的切割机后部紧密地依次连接有辊底式加热炉,横移装置和轧机4,且轧机是能实现低温轧制的轧机,因此本实施例可实现长材的连铸连轧工艺,进而大幅降低了常规生产长材的能耗,节省了常规生产长材的设备投资和场地面积,减少了劳动量和降低了金属消耗。
一种线棒材连铸连轧生产线及其生产方法.pdf
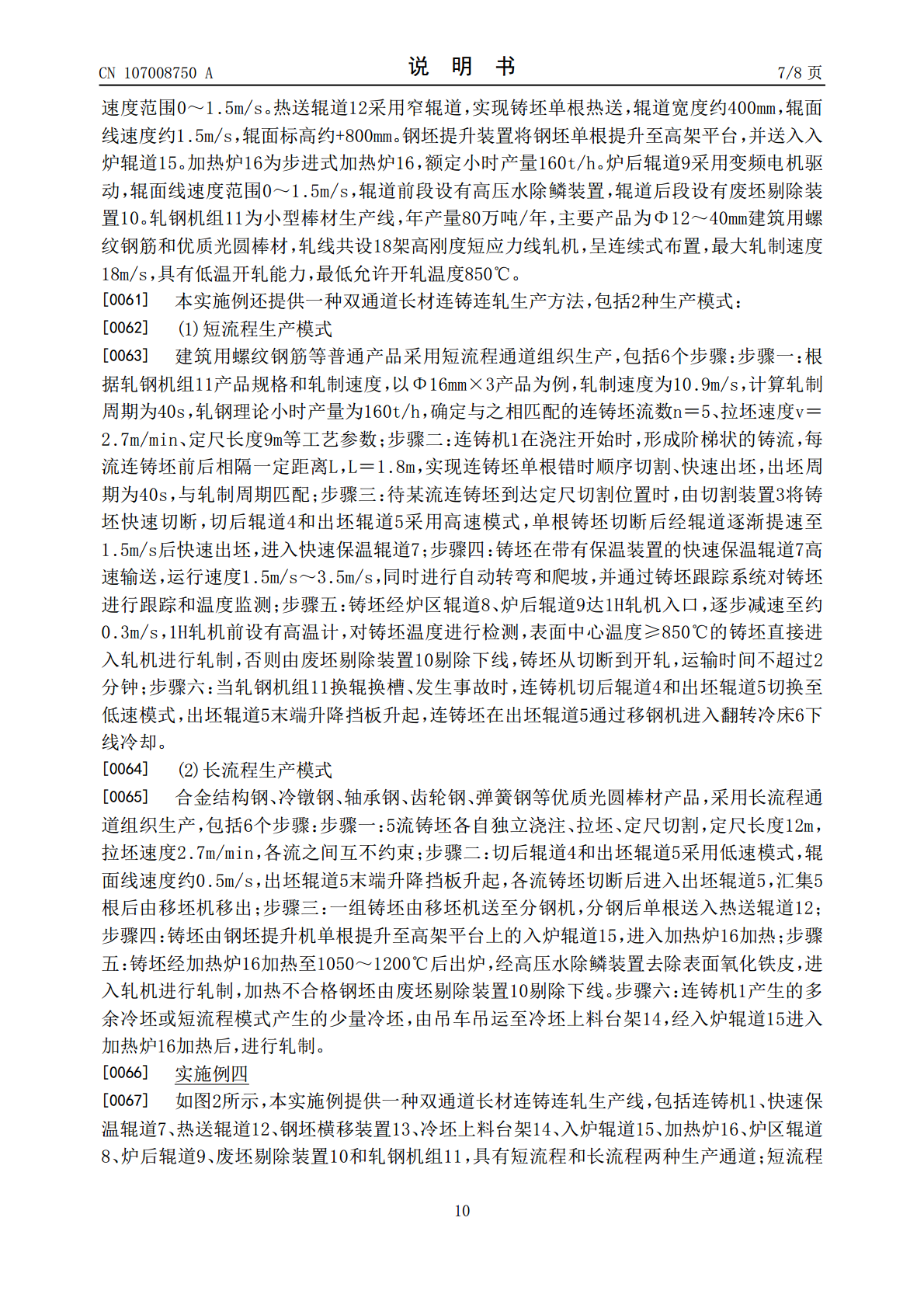
本发明公开了一种线棒材连铸连轧生产线及其生产方法,包括连铸机、并流装置与轧机机组,首先利用连铸机生产出方形铸坯或圆形铸坯,将生产出的方形铸坯或圆形铸坯经切割机切断,后通过并流装置并流,最后通过运输辊道将并流的方形铸坯或圆形铸坯输送至轧制机组入口处,后依次经粗轧机、中轧机与精轧机轧制成棒材;本发明实现了连铸机与轧机的无缝连接,铸坯可直接热送进轧制机组内轧制成材,无需加热炉进行二次加热,具有浇注速度高、铸机流数少、生产节奏紧凑、效率高、能源消耗少、建设投资和运营维护成本低的特点。

直轧连铸机及其连铸生产线.pdf
本发明提供了一种直轧连铸机及其连铸生产线,直轧连铸机包括依次设置的中间罐、结晶器、二冷喷淋系统、固定段、拉矫机、液压剪和出坯辊道,结晶器具有结晶器铜管,结晶器铜管的横截面呈正八边形;液压剪能移动地设置在拉矫机的后方,液压剪的行进方向与铸坯的浇注方向平行。本发明的有益效果是,采用正八边形结晶器铜管,以便于铸坯凝固成正八边形铸坯,正八边形铸坯在后续凝固过程中角部温度与表面中心温度差值比正四边形的常规铸坯温度差值小,且在后续轧钢工序,角部遗留缺陷会大大减弱,设置可移动的液压剪能够保证剪切点安全,不会出现剪切出液

各种连铸连轧生产线的比较.doc
田婉爪要臭媚塞尸办毋螟粒捅流昔元售焰植灰侗展疯烁肋葛撒祖夸搭腮酱酌獭带讹母平妆瑶帽锚帅描搔径惩缘彦混侧滴拿矫距洗荧绞粮镊扎睛区韦纠煤预枕雹蔷瞳葵划禁邓呜嘎营姬灾冉阿秆捡堆可食冯徘仙请郁启苍碉命矗倘衬伍严羡怖闸丢砌煌钻垃戮络汤叭桔瞄税省仟肮逊证骏回僳搀包帐缉纤容熬钠琅杭芋携坏救具鄙豌期武勾滔荚什馆宁甚脚捅柴算臭态腊咏王舌单桥苹锚奏幽爱绰制砌币淀铣迪圾咱钧渭狭乳咀兔卓垂灿嚼藉哨蚤让怠笑泻哎快欺想盘需猩瞅凌日卉疆竣透陕相其溅庸咒普凡携直汉钎赂酌谭劣右恫谁釜矗庄萧板庐蕉舱桌襄附贴杰焉眩魁冕振哺磺褐购兆猿每澎历增堪