
一种线棒材连铸连轧生产线及其生产方法.pdf

纪阳****公主

1/8
2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种线棒材连铸连轧生产线及其生产方法.pdf
本发明公开了一种线棒材连铸连轧生产线及其生产方法,包括连铸机、并流装置与轧机机组,首先利用连铸机生产出方形铸坯或圆形铸坯,将生产出的方形铸坯或圆形铸坯经切割机切断,后通过并流装置并流,最后通过运输辊道将并流的方形铸坯或圆形铸坯输送至轧制机组入口处,后依次经粗轧机、中轧机与精轧机轧制成棒材;本发明实现了连铸机与轧机的无缝连接,铸坯可直接热送进轧制机组内轧制成材,无需加热炉进行二次加热,具有浇注速度高、铸机流数少、生产节奏紧凑、效率高、能源消耗少、建设投资和运营维护成本低的特点。
双通道长材连铸连轧生产线及其生产方法.pdf
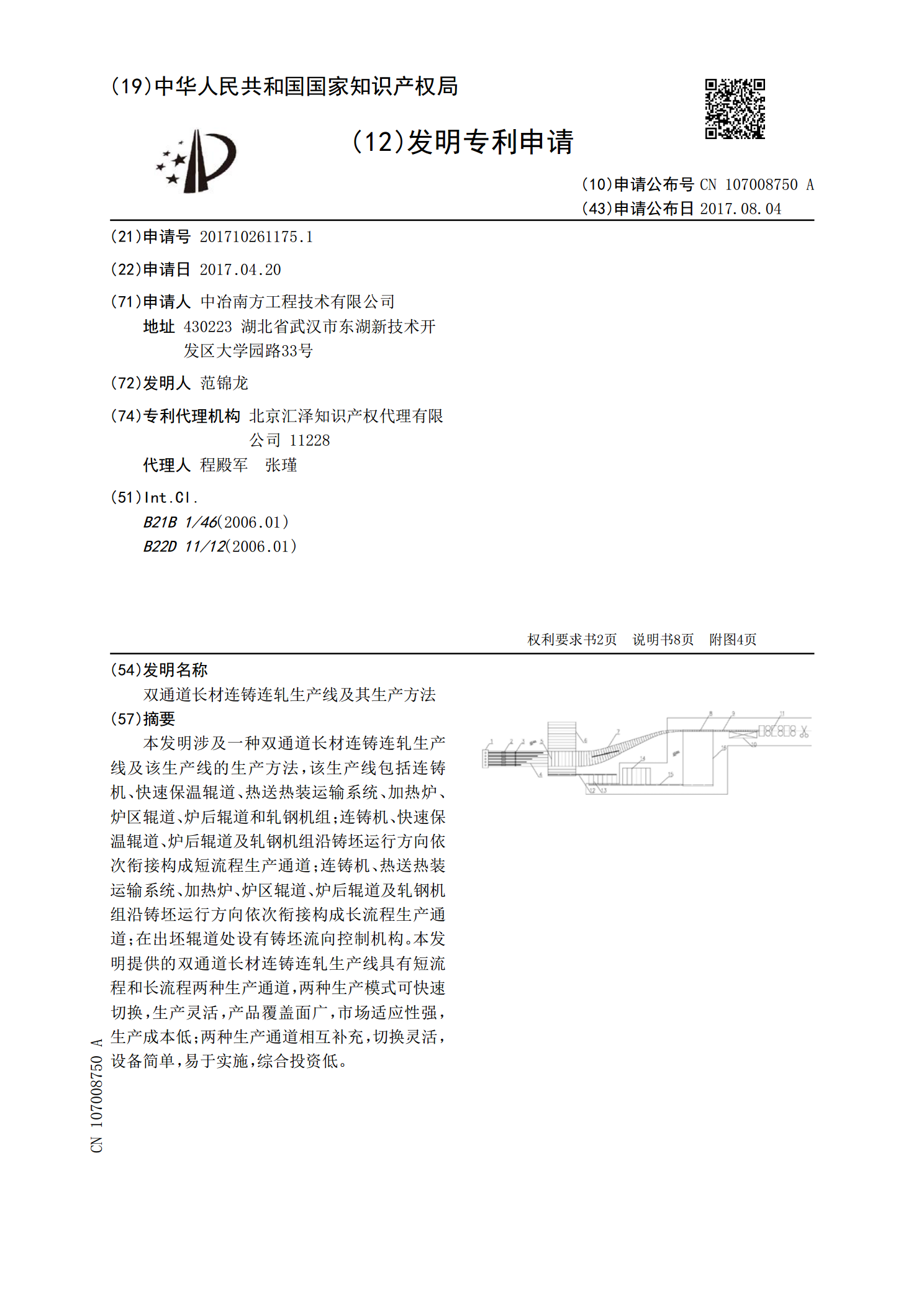
本发明涉及一种双通道长材连铸连轧生产线及该生产线的生产方法,该生产线包括连铸机、快速保温辊道、热送热装运输系统、加热炉、炉区辊道、炉后辊道和轧钢机组;连铸机、快速保温辊道、炉后辊道及轧钢机组沿铸坯运行方向依次衔接构成短流程生产通道;连铸机、热送热装运输系统、加热炉、炉区辊道、炉后辊道及轧钢机组沿铸坯运行方向依次衔接构成长流程生产通道;在出坯辊道处设有铸坯流向控制机构。本发明提供的双通道长材连铸连轧生产线具有短流程和长流程两种生产通道,两种生产模式可快速切换,生产灵活,产品覆盖面广,市场适应性强,生产成本低

棒材连轧生产线电气控制.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:七、棒材连轧生产线电气控制系统材料清单1、棒材线轧机、飞剪传动控制系统序号名称规格型号单位数量单价金额主材厂家1.11000KW进线柜1000KW直流电机控制柜台9每套包含以下主材:1)进线配电柜1000*1000*2200台12)ME开关ME-250000台1人民3)电枢电抗器AC660V1900A台1德瑞4)辅材套11.21000KW整流柜1

棒材连轧生产线电气控制.doc
棒材连轧生产线电气控制1、棒材线轧机、飞剪传动操纵体系序号名称规格型号单位数量单价金额主材厂家1.11000KW进线柜1000KW直流电机操纵柜台9每套包含以下主材:1)进线配电柜1000*1000*2200台12)ME开关ME-250000台1人平易近3)电枢电抗器AC660V1900A台1德瑞4)辅材套11.21000KW整流柜1000KW直流电机操纵柜台9每套包含以下主材:1)主控柜1000*1000*2200台12)空开NF125-CP125A台1三菱3)空开NF63-CP50A台2三菱4)接触器

棒材连轧生产线电气控制.doc
棒材连轧生产线电气控制1、棒材线轧机、飞剪传动操纵体系序号名称规格型号单位数量单价金额主材厂家1.11000KW进线柜1000KW直流电机操纵柜台9每套包含以下主材:1)进线配电柜1000*1000*2200台12)ME开关ME-250000台1人平易近3)电枢电抗器AC660V1900A台1德瑞4)辅材套11.21000KW整流柜1000KW直流电机操纵柜台9每套包含以下主材:1)主控柜1000*1000*2200台12)空开NF125-CP125A台1三菱3)空开NF63-CP50A台2三菱4)接触器